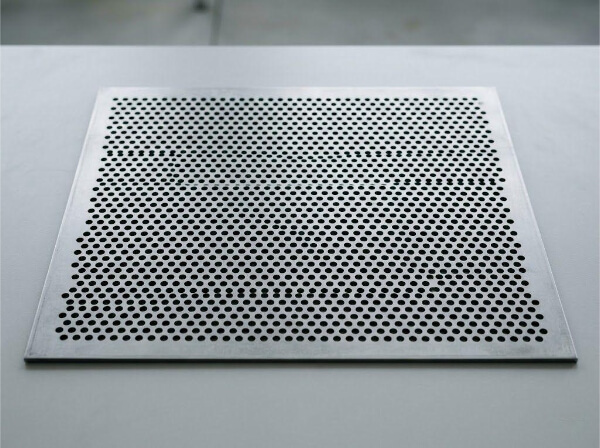
The final cost usually depends on material type, sheet thickness, feature quantity, feature complexity, formed details, secondary processes, cosmetic requirements, and order volume. In many cases, part design has a direct effect on both punching efficiency and total production cost.