
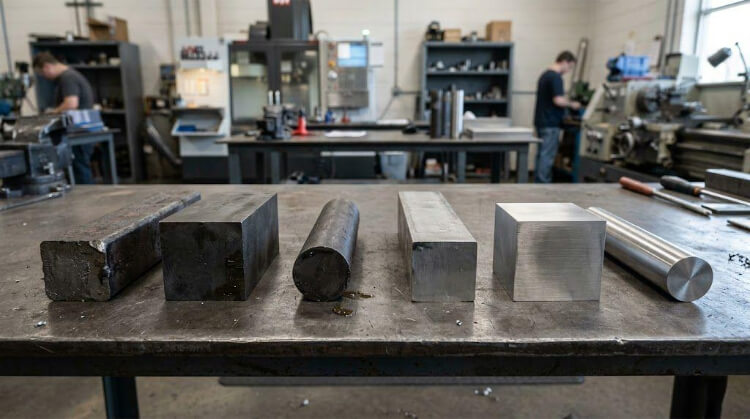
When choosing between alloy steel and stainless steel, you are fundamentally trading extreme mechanical strength for ultimate corrosion resistance. Alloy steel is engineered to handle heavy load-bearing applications and severe wear. This makes it a staple for structural components, custom tooling, and high-stress mechanical parts.
However, without secondary surface treatments, alloy steel will rust. Stainless steel, on the other hand, is built to survive harsh, wet, or chemical environments with zero maintenance.
While stainless steel offers excellent long-term durability, the raw material typically costs 3 to 4 times more than standard alloy steel. It also introduces much tougher machining characteristics on the shop floor. This guide explains the practical differences in mechanical performance, CNC machining, sheet metal fabrication, and total cost. It helps you choose the right metal for your part without wasting budget on the wrong material.
Quick Difference Between Alloy Steel and Stainless Steel
Start with the core difference before comparing data. Alloy steel is built for mechanical performance, while stainless steel is built for corrosion resistance.
Alloy Steel
Alloy steel is carbon steel supercharged with specific elements like manganese, molybdenum, or vanadium. The primary objective is to maximize toughness, yield strength, and wear resistance.
Because of these enhanced mechanical properties, it is the go-to material when a part needs to survive high stress, heavy impact, or severe friction without breaking or deforming.
Stainless Steel
Stainless steel’s primary job is to resist oxidation and rust. While it still provides solid structural integrity, its chemical makeup prioritizes surviving moisture, chemical exposure, and saltwater.
It is the default, non-negotiable choice for medical devices, food processing equipment, and exposed outdoor architectural elements where rust is entirely unacceptable.
The 10.5% chromium threshold
The absolute dividing line between these two metals is 10.5% chromium. Once steel hits this specific chromium level, it officially becomes “stainless.”
This isn’t just a naming convention. At 10.5%, the chromium reacts with oxygen in the air to form a microscopic, self-repairing layer that blocks rust. Alloy steels fall below this threshold and lack this built-in shield.
Basic comparison table
| Feature | Alloy Steel (e.g., 4140) | Stainless Steel (e.g., 304/316) |
| Primary Advantage | Yield strength & extreme hardness. | Built-in, maintenance-free corrosion resistance. |
| Raw Material Cost | $ (Baseline) | $$$ (Typically 3x-4x higher) |
| Shop Floor Machinability | Excellent; chips break easily, saves tool life. | Stubborn; work-hardens quickly, burns through end mills. |
| Heat Treatment | Can be quenched and tempered to exact hardness specs. | Standard austenitic grades (304/316) cannot be hardened by heat treatment. |
| Rust Resistance | Low (Requires zinc plating, powder coating, etc.) | Very High (Forms its own protective oxide layer). |
Composition and Performance Drivers
Small changes in chemistry can change strength, corrosion behavior, and heat treatment response. These elements explain why the two steels perform differently in real parts.
Chromium and passive film formation
The secret to stainless steel is its “passive film.” It is not a coating applied at the factory; it is a chemical reaction that happens naturally.
If the surface is scratched by a CNC end mill or stretched during a sheet metal bending process, the exposed chromium instantly reacts with oxygen to heal the microscopic barrier. This means the corrosion resistance is baked into the entire thickness of the material, not just painted on top.
Carbon and heat treatment response
Carbon is the primary engine for hardness in steel. Alloy steels typically have carbon levels specifically tailored for heat treatments like quenching and tempering. This allows manufacturers to dial in the exact hardness needed for a wear pad, a high-torque shaft, or heavy-duty sheet metal brackets.
Conversely, standard austenitic stainless steels (like 304 and 316) have very low carbon content and cannot be hardened through heat treatment at all. If a designer specifies 304 stainless for a high-friction sliding component simply because “it looks clean,” the part will suffer from rapid wear and galling due to a lack of surface hardness.
Key alloying elements in alloy steel
Instead of relying heavily on chromium, alloy steel uses a cocktail of other elements to boost mechanical performance:
- Molybdenum: Increases high-temperature strength and prevents brittleness.
- Vanadium: Refines the grain structure of the metal, massively improving impact resistance and shock absorption.
- Manganese: Improves the depth of hardening, ensuring thick CNC-machined components are strong all the way to the core.
Nickel and molybdenum in stainless steel
In stainless steel, different elements drive the performance. Nickel (usually around 8-10% in common grades) is added to make the metal highly ductile and formable. This is what allows stainless steel to handle tight sheet metal bends, deep drawing, and stamping operations without cracking.
Molybdenum (added to 316 stainless) acts as a specific defense mechanism against chlorides. It prevents localized pitting corrosion in marine environments or chemical tanks.
💡 Engineer’s Note from the Shop Floor:
“Many designers default to 304 stainless for everything just because it won’t rust. But when we put it on the CNC mill, its gummy nature and tendency to work-harden means we often have to slow our feed rates down by 30-40% compared to a standard alloy steel like 4140. That extra machine time directly increases your part cost.
Furthermore, in high-volume sheet metal fabrication, stainless steel requires significantly more press brake tonnage to bend and exhibits much higher springback than alloy steel. If your part is drenched in lubricating oil or sits safely inside a dry enclosure, save your budget: use alloy steel and apply a simple surface finish.”
Mechanical Strength and Grade-Level Data
Strength data matters when a part carries load, impact, or repeated stress. Specific grades show the gap more clearly than broad material names.
Tensile and yield strength
When designing load-bearing components, yield strength is the critical metric. It tells you exactly how much stress the metal can take before it permanently bends out of shape.
Let’s look at the raw data. A standard annealed 304 stainless steel has a yield strength of roughly 215 MPa. In contrast, a common 4140 alloy steel, once quenched and tempered, easily achieves a yield strength of 850 to 1,000 MPa.
That is nearly a 4x difference in load capacity. If you are designing a drive shaft, a crane hook, or a custom bracket that will support heavy dynamic loads, alloy steel is the structurally superior and safer choice.
Hardness and wear resistance
Hardness dictates a part’s ability to resist physical wear, abrasion, and surface indentation. Alloy steels dominate this category because their carbon content allows them to be aggressively heat-treated. A 4340 alloy steel part can be surface-hardened to exceed 50 HRC (Rockwell C).
Standard austenitic stainless steels cannot be heat-treated for hardness. They typically sit around 90 HRB (Rockwell B), which is significantly softer. If you use standard stainless steel for interlocking gears or sliding wear pads, the metals will rapidly wear down and gall (cold weld) to one another.
Fatigue resistance under repeated load
Mechanical fatigue occurs when a part is subjected to thousands or millions of cyclical loads—like a heavy-duty industrial bracket absorbing machine vibrations, or a drive axle spinning under weight.
Alloy steels have a defined “fatigue limit.” As long as the cyclical stress stays below this specific limit, the alloy steel part will theoretically never fail from fatigue. Austenitic stainless steel does not have a true fatigue limit; it will eventually suffer from microscopic fatigue cracks if subjected to continuous cyclical vibration or loading over a long enough timeline, making it less ideal for high-vibration structural components.
High-strength stainless steel options
There is an exception to the “stainless is weak” rule: Precipitation-Hardening (PH) stainless steels, such as 17-4 PH.
By subjecting 17-4 PH to a low-temperature aging process (like the H900 condition), engineers can achieve yield strengths upwards of 1,170 MPa while maintaining excellent corrosion resistance.
However, this comes at a steep premium. 17-4 PH is notoriously expensive to purchase and difficult to machine. It should be reserved strictly for aerospace components, high-end medical devices, or marine shafts where both extreme strength and extreme rust prevention are absolute necessities.
Corrosion Resistance and Service Environment
Corrosion risk depends on the working environment, not just the material label. Moisture, chemicals, salt, and cleaning methods all change the right choice.
Indoor and dry environments
If your part lives inside a climate-controlled building or inside a sealed, oil-filled gearbox, you do not need stainless steel.
Specifying stainless for indoor, dry tooling or internal machine frames is a common way procurement budgets get wasted. Stick to a low-alloy steel and protect it with a light coat of oil, standard black oxide, or a basic zinc plating.
Moisture and outdoor exposure
If the part will be exposed to rain, humidity, or occasional washdowns, 304 stainless steel is the global standard.
Alloy steel can survive outdoors, but it requires heavy-duty surface treatments like hot-dip galvanizing, thick powder coating, or specialized epoxy paints. If that coating gets deeply scratched by a forklift or a tool, the exposed alloy steel will immediately begin to rust, and the rust will creep under the paint. Stainless steel’s passive film heals itself if scratched.
Chemicals, salt, and cleaning conditions
For environments involving saltwater (marine), de-icing salts (automotive), or aggressive chemical washdowns (food and medical facilities), 304 stainless will eventually fail via localized pitting.
In these aggressive environments, you must upgrade to 316 stainless steel. The addition of molybdenum gives 316 the chemical armor required to resist chloride attacks. Alloy steel has absolutely no place in these environments unless heavily encapsulated.
Hidden corrosion risks
💡 Engineer’s Note on Galvanic Corrosion:
“Never mix these two metals blindly. If you fasten a bare alloy steel bracket to a stainless steel panel and the assembly gets wet, you create a galvanic cell. The stainless steel will act as a cathode, and the alloy steel will act as an anode. The result? The alloy steel will rust at an incredibly accelerated rate—much faster than if it were just sitting in the rain by itself. Always isolate dissimilar metals using dielectric washers or heavy non-conductive coatings.”
How Material Choice Changes Manufacturing Work?
Material choice affects how a part cuts, bends, welds, and finishes. These shop-floor factors often change cost and lead time more than expected.

CNC machining behavior
On the CNC mill or lathe, alloy steel is generally a machinist’s best friend. Because it is harder and more brittle than stainless, the metal chips break cleanly and evacuate from the cutting zone easily.
Stainless steel is notoriously “gummy.” Instead of breaking into nice chips, it tends to form long, continuous, stringy shavings that wrap around the tooling. This requires specialized chip-breaking tool geometries and high-pressure coolant systems to prevent catastrophic tool failure.
Tool wear and work hardening
Austenitic stainless steel possesses a frustrating trait: it work-hardens. The moment a cutting tool strikes the surface of 304 or 316, the heat and pressure of the cut instantly make the top layer of the metal significantly harder.
If a CNC machine’s feed rate is too slow, the end mill will rub against this newly hardened surface rather than cutting it. This generates immense heat, burns up expensive carbide tooling in minutes, and ruins the part. When you receive a CNC machining quote, the price difference isn’t just the raw material; you are paying for the slower spindle speeds, extended cycle times, and the rapid consumption of cutting tools required to tame stainless steel.
Sheet metal bending and springback
In sheet metal fabrication, stainless steel requires substantially more press brake tonnage to bend than a carbon or alloy steel of the exact same thickness.
Furthermore, stainless steel exhibits aggressive springback. When the press brake bends the metal to 90 degrees and releases it, stainless will try to spring back to its original flat shape much more forcefully than alloy steel. For procurement, this means higher setup times, more complex tooling calculations, and potential scrap rates during initial production runs.
💡 Pro Tip for Sheet Metal Designers:
“When designing general equipment enclosures or industrial brackets using 304/316 stainless, always specify a slightly larger inside bend radius than you would for alloy steel. Bending stainless too sharply forces the outer face to stretch aggressively, leading to microscopic cracking and a compromised surface that could harbor corrosion.”
Welding behavior and heat distortion
Welding exposes entirely different challenges for both metals:
- Alloy Steel Welding: Because of its higher carbon content, welding alloy steel often requires strict pre-heating and post-weld heat treatment (PWHT). If you weld 4140 cold, the weld zone will cool too rapidly, becoming glass-brittle and severely prone to cracking.
- Stainless Steel Welding: 304 and 316 are generally very easy to weld and do not require pre-heating. However, stainless steel has a high coefficient of thermal expansion and low thermal conductivity. This means the heat stays concentrated at the weld, and the metal expands drastically. Unskilled welding on stainless steel sheet metal assemblies will result in severe warping, buckling, and distortion of the final product.
Laser cutting and edge quality
When laser cutting alloy steel, fabricators often use oxygen as an assist gas. The oxygen reacts with the carbon, creating an exothermic reaction that burns through the metal incredibly fast, keeping cutting costs low. However, this leaves an oxidized edge that must be ground off before painting.
Laser cutting stainless steel requires nitrogen as an assist gas. Nitrogen prevents oxidation, leaving a bright, clean, weld-ready edge. However, cutting with high-pressure nitrogen is significantly slower and consumes massive amounts of expensive gas, directly increasing the per-part fabrication cost of stainless sheet metal profiles.
Cost Differences Beyond Raw Material Price
The cheapest material on paper is not always the cheapest finished part. Processing, coating, maintenance, and replacement costs can change the final decision.
Raw material cost and price movement
Looking at the raw material invoice, standard alloy steel will almost always win. It is a highly commoditized, stable material.
Stainless steel, on the other hand, relies heavily on global nickel and chromium markets. These are volatile commodities. When nickel prices spike, the cost of 304 and 316 stainless steel skyrockets. Generally, expect the raw material cost of stainless steel to be 3 to 4 times higher than a standard carbon or alloy steel.
Machining and tooling cost
Procurement managers often calculate the cost of a part by weight, completely missing the machining penalty.
As mentioned earlier, stainless steel’s tendency to work-harden and produce gummy chips means CNC machines must run at significantly slower feed rates. Furthermore, it burns through expensive carbide inserts much faster. If a CNC machined part takes 15 minutes to mill from 4140 alloy steel, it might take 25 minutes to mill from 304 stainless.
Surface treatment cost
This is where the math starts to shift back in favor of stainless steel. Alloy steel requires a secondary finish to survive outside of a climate-controlled environment or an oil bath.
Whether you specify zinc plating, black oxide, powder coating, or hot-dip galvanizing, you are adding secondary processing time, logistics costs, and lead time to your project. Stainless steel comes off the CNC mill or the press brake, gets a quick deburr, and is essentially ready to ship.
Maintenance and replacement cost
When calculating Total Cost of Ownership (TCO) for a multi-year project, you must factor in the service environment. If a powder-coated alloy steel bracket is scratched during installation outdoors, moisture will penetrate the coating and rust will compromise the part.
💡 Procurement Note on TCO: > “Don’t just compare the per-part quote. Ask your engineering team: ‘What happens if this part rusts and fails in the field?’ Saving $15 on a raw material downgrade isn’t a victory if it causes a $50,000 production line shutdown six months later.
Common Grade Comparisons for Real Projects
Real projects use specific grades, not broad material groups. Comparing common pairs helps engineers and buyers choose with fewer assumptions.
1018 vs 304 stainless steel
1018 is a low-carbon, mild steel. It is extremely cheap, incredibly easy to weld, and bends beautifully on a press brake without fracturing. Use 1018 for basic indoor frames, mounting plates, and structural supports where high strength is not required. Choose 304 only if that frame will be exposed to water or requires a bare, polished architectural finish.
📌 Rule of Thumb: If it stays dry and needs to be welded, use 1018. If it sees water or humidity, use 304.
4140 vs 304 stainless steel
This is the classic “Strength vs. Rust” battle. 4140 is a high-tensile alloy steel that can be heat-treated to extreme hardness. Use 4140 for power transmission shafts, heavy-duty gears, and load-bearing tooling. 304 is significantly weaker and cannot be hardened. Never substitute 304 for 4140 in a high-stress mechanical application.
📌 Rule of Thumb: If it moves heavy weight, use 4140 and plate it. If it touches water and carries light loads, use 304.
4140 vs 316 stainless steel
Similar to the comparison above, but 316 brings heavy-duty chemical resistance to the table. If you are designing a high-load pump shaft for an oil refinery or a marine environment, standard 4140 will rust immediately, and standard 304 will suffer from pitting. You must upgrade to 316, or evaluate highly specialized duplex stainless steels.
📌 Rule of Thumb: If it is exposed to salt or aggressive chemicals, 316 is mandatory; 4140 is completely disqualified.
4140 vs 17-4PH stainless steel
When you absolutely cannot compromise on either strength or corrosion resistance, you compare 4140 against 17-4PH. A heat-treated 4140 part and an aged 17-4PH part can achieve remarkably similar yield strengths (exceeding 1,000 MPa). 17-4PH brings that strength while remaining rust-proof. The catch? 17-4PH is aggressively expensive and notoriously difficult to machine.
📌 Rule of Thumb: If catastrophic failure in a corrosive environment means risking lives (aerospace/medical), pay the premium for 17-4PH. Otherwise, stick to 4140.
Material Selection Guide by Part Function
The best material depends on what the part must do. Load, wear, corrosion, hygiene, and appearance should guide the final choice.
High-load mechanical parts
Winner: Alloy Steel (e.g., 4140, 4340)
For drive shafts, splines, lifting hooks, and structural bolts, yield strength is the only metric that matters. Alloy steel delivers the highest strength-to-cost ratio available on the market.
Wear and impact parts
Winner: Heat-Treated Alloy Steel / Tool Steel
For interlocking gears, sliding tracks, and industrial dies, the surface must resist abrasion. Standard stainless will gall and tear. Alloy steels can be case-hardened or through-hardened to survive millions of cycles of metal-on-metal friction.
Outdoor and marine parts
Winner: Stainless Steel (304 or 316)
For architectural panels, outdoor telecom enclosures, or boat fittings. Use 304 for general rain and humidity. Upgrade to 316 if the part will be within 5 miles of the ocean or exposed to road salts.
Food, medical, and clean equipment
Winner: Stainless Steel (316 / 17-4PH)
Sanitation regulations don’t just recommend stainless steel; they legally require it. Its non-porous passive layer prevents bacterial ingress and withstands harsh, daily chemical washdowns and high-temperature autoclave sterilization without degrading. If your components need to meet FDA compliance or ISO 13485 medical standards, alloy steel is completely disqualified.
Conclusion
Choosing between alloy steel and stainless steel shouldn’t be a guessing game based on raw material prices. It comes down to a harsh, binary choice: Does the part need to survive extreme mechanical stress, or does it need to survive a corrosive environment?
Alloy steel delivers unmatched hardness, wear resistance, and cost-effective machinability, but requires protective coatings to survive. Stainless steel demands a higher upfront budget and advanced machining expertise, but rewards you with a maintenance-free, rust-proof lifecycle.
The right material choice is only half the battle; how your manufacturing partner processes it matters just as much. At Shengen, our engineering team has over 10 years of hands-on experience in precision sheet metal fabrication and CNC machining. We know exactly how to manage the severe springback of stainless steel and optimize the tool paths for hardened alloy steels to save you machine time.
Whether you need rapid prototyping or are scaling up to mass production, we provide trustworthy solutions, competitive pricing, and high-quality results. Contact us today with your 2D/3D CAD files for expert DFM feedback and a fast, accurate quote.