Yes, you can powder coat aluminum. It is also one of the best ways to give this lightweight metal long-lasting performance and a clean look. Many manufacturers, architects, and engineers choose powder coating because it gives aluminum a tough, even, and eco-friendly finish.
Many businesses deal with coatings that fade, chip, or corrode in only a few years. Powder coating reduces these problems by forming a continuous layer that protects the metal from UV light, moisture, and impact. It does this without using solvents or heavy metals.
When the process is done correctly, a powder-coated aluminum part can keep its color and gloss for 10 to 15 years outdoors. The surface stays smooth and resistant to corrosion. This makes the finish a good choice for window frames, electrical enclosures, automotive trim, and industrial equipment.

What Powder Coating Is and How It Works?
Powder coating is a dry finishing method that uses static electricity and heat to bond a powder layer to the metal surface. The powder melts and fuses into a smooth film. It does not rely on solvent evaporation like liquid paint.
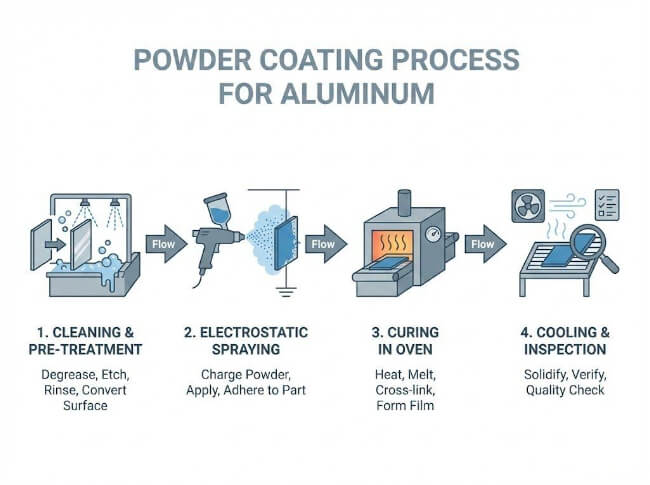
Here is the basic process:
- Electrostatic Application
The spray gun charges the powder. The grounded aluminum attracts the charged particles. - Heat Curing
The part moves into an oven at 160–200 °C (320–390 °F) for 10–20 minutes. The powder melts, flows, and forms a stable layer. - Cooling
The part cools down and the coating becomes a solid, durable shell.
There are two common types of powder:
- Thermoset powders form permanent bonds when cured. They do not melt again. They work well for high-performance needs.
- Thermoplastic powders soften with heat and harden when cooled. They are useful for thicker or flexible coatings.
Powder coating usually creates a thicker layer than liquid paint. Most coatings measure 60–120 µm. The process avoids paint runs or drips and gives off zero VOCs, which makes it safer for people and the environment.
Why Aluminum Works Well With Powder Coating?
Aluminum pairs naturally with powder coating. It offers several qualities that help the coating bond firmly and perform well.
- Natural Oxide Base
Aluminum forms a thin oxide layer that fights corrosion. After cleaning and pre-treatment, this layer supports strong adhesion. Many tests show bond strengths above 5 MPa. - Good Heat Conductivity
Aluminum spreads heat evenly. This helps the part cure without hot spots or color shifts. The metal remains stable at the 160–200 °C curing temperature. - Strong but Lightweight Structure
Powder coating increases surface hardness to 2H–3H on a pencil scale. It also improves UV resistance. These gains make coated aluminum suitable for marine, outdoor, and high-temperature uses. - Wide Design Options
The process offers thousands of colors, gloss levels, and surface textures. Designers can choose from matte, satin, metallic, or rough finishes with ease.
Essential Surface Preparation for Aluminum
Surface preparation affects most of the final coating quality. A clean, active surface helps the powder adhere evenly and prevents peeling, bubbling, or weak spots.

Degreasing and Cleaning
Operators remove oil, fingerprints, and machining dirt with an alkaline or mild acidic cleaner. A rinse with deionized water follows. Complex shapes may need ultrasonic cleaning to reach tight corners.
Etching or Light Abrasion
A light acid etch, or media blast, removes the old oxide layer and adds tiny rough marks. These marks help the powder grip the metal. This step also reveals minor defects, allowing workers to fix them before coating.
Conversion Coating
A thin chemical layer improves corrosion resistance and adhesion. Modern systems often use zirconium or silane treatments instead of chromates. These options offer similar performance and avoid hazardous waste.
Drying and Inspection
The part must be arid. Any moisture can create pinholes during curing. Workers check the parts under a bright light to confirm the surface is clean and even before spraying.
Step-by-Step: The Powder Coating Process for Aluminum
Powder coating aluminum follows a controlled series of steps. Each step helps the coating bond well and stay durable.
1. Surface Preparation
The aluminum surface is cleaned, etched, and dried. This creates a clean and conductive base that holds the powder well. A well-prepared surface can reach an adhesion strength of 5–7 MPa. Good preparation also reduces the chance of early coating failure.
2. Powder Application
Workers use an electrostatic spray gun to charge fine powder particles. The grounded aluminum attracts these particles, forming an even layer. Most industrial jobs keep the coating between 60 and 120 microns (0.002–0.005 in).
A few details help keep the layer consistent:
- Gun distance stays around 15–25 cm from the surface.
- The voltage remains near 60–90 kV to provide full coverage.
- Humidity stays below 60% so the electrostatic charge works well.
Some large or heavy-duty parts use a different method. In the fluidized-bed process, the aluminum is preheated and then lowered into a cloud of powder. The powder melts on contact, forming a thick layer. This works well for marine parts, structural components, and protective enclosures.
3. Curing in the Oven
After coating, the parts are placed in a curing oven. Heat causes the powder to melt and form a crosslinked film that tightly bonds to the aluminum. Most powders cure at 160–200 °C (320–390 °F) for 10–20 minutes.
Modern plants often use conveyor ovens or IR-assisted ovens to maintain stable temperatures. A stable cure helps maintain gloss and hardness, especially on complex parts.
4. Cooling and Inspection
The parts cool naturally in the open air. Forced cooling is avoided because it can dull the finish or create tiny cracks. Once cool, operators check the finish for even color and texture. They use film thickness gauges and cross-hatch adhesion tests (ASTM D3359) to confirm the coating strength. Only approved parts move to packing or assembly.
Performance Benefits of Powder Coated Aluminum
The benefits of powder-coated aluminum go far beyond appearance. The coating creates a strong barrier that improves performance in many ways.
Corrosion and Weather Resistance
Salt-spray tests (ASTM B117) show that well-coated aluminum can resist more than 1,000 hours of salt exposure without rust or blisters. This makes it a good choice for coastal, marine, or outdoor environments where bare aluminum struggles to perform.
Mechanical Strength and Impact Resistance
Powder coatings form a dense layer that resists scratches and chips. Hardness usually falls between 2H and 3H on the pencil scale. The coating also stays flexible enough to handle bending on thinner aluminum parts without cracking.
UV Stability and Gloss Retention
High-quality polyester and fluoropolymer powders keep about 90% of their gloss after 5,000 hours of UV testing. This meets AAMA 2604/2605 standards. These coatings prevent fading on outdoor structures and vehicles exposed to sunlight.
Environmental and Cost Efficiency
Powder coating releases zero VOCs and produces very little waste. Overspray can be collected and reused, which gives up to 98% material efficiency. Low-temperature curing powders can also cut energy use by 20–30% compared with liquid paint.
Design Flexibility and Aesthetic Choice
Powder coating supports almost any color, gloss level, or texture. It can match brand colors or imitate stainless steel, copper, or anodized finishes. It gives designers more options while still protecting the metal from corrosion.
Powder Coating vs Other Finishing Options
Choosing the right finish depends on performance needs, appearance goals, and budget. Here is how powder coating compares with other standard methods.
Powder Coating vs Anodizing
Anodizing builds a thicker oxide layer on the aluminum. It creates a hard, metallic look with strong wear and corrosion resistance. It works well for precision parts and gives a clean metal finish.
However, anodizing has limits in color range and can react differently with different aluminum alloys. Powder coating gives thicker protection (60–120 µm vs 5–25 µm) and offers complete color freedom.
Engineers often pick anodizing for tight-tolerance components, and powder coating for decorative or protective exterior parts.
Powder Coating vs Liquid Paint
Liquid paint is easy to repair, but it does not match the strength of powder coating. Powder coating gives 2–3× thicker coverage, better impact resistance, and no solvent emissions. This makes it better for large production runs and sustainability goals.
Powder Coating vs Metal Plating
Metal plating (such as chrome or nickel) offers conductivity and a bright shine. But plating uses hazardous chemicals and demands more energy. Powder coating provides similar corrosion resistance with a cleaner, more cost-effective process.
Common Defects and How to Prevent Them
Powder coating can still develop defects if preparation, spraying, or curing is not well controlled. Knowing these issues and their causes helps keep quality stable.
Pinholes and Bubbles
Cause: Moisture, trapped gas, or dirt on the aluminum surface.
Prevention: Ensure the part is dry after pre-treatment. Use clean compressed air and avoid touching the surface with bare hands. Preheating the part for a short time (outgassing) helps remove hidden moisture from cast aluminum.
Orange Peel Texture
Cause: A coating that is too thick, low curing temperature, or uneven flow during curing.
Prevention: Maintain a consistent gun distance and set the electrostatic settings correctly. Maintain a consistent powder feed. Check oven temperature regularly. A smooth-flow additive in the powder can also help reduce texture.
Poor Adhesion or Peeling
Cause: Incomplete cleaning, oil residue, or improper pre-treatment.
Prevention: Confirm that the surface is clean and uniform. Follow standard surface-preparation steps. Perform adhesion tests before full production.
Thin or Uneven Coating
Cause: Weak grounding, poor spray angles, or powder collecting in corners.
Prevention: Inspect grounding clamps often. Use automatic guns or reciprocators to coat complex shapes. Adjust airflow and rotate the part if needed to improve coverage.
Color or Gloss Variation
Cause: Oven temperature changes, powder batch differences, or poor powder storage.
Prevention: Store powder in a cool, dry area at or below 25°C (77°F). Track batches to keep color consistent. Keep ovens clean to prevent dust contamination.

Design and Engineering Considerations
Good design can improve coating quality and reduce production problems. Engineers should consider shape, grounding, and assembly needs.
Geometry and Coverage
Sharp corners, deep cavities, and tight gaps can cause uneven coating. Rounded edges allow smoother powder flow and reduce thin spots. For deep recesses, using a two-pass spray method helps reach shaded areas.
Hanging and Grounding Strategy
Proper grounding helps the electrostatic charge evenly pull the powder. Parts hang from metal hooks or racks that conduct electricity. The contact points should remain uncoated to maintain firm grounding. For complex shapes, grounding points should be planned to reduce “Faraday cage” zones where powder does not reach well.
Masking and Assembly Zones
Threads, sliding fits, and electrical contact areas often need masking. High-temperature silicone plugs and tapes protect these zones during spraying and curing. This keeps dimensions accurate and avoids trouble during assembly.
Vent Holes and Heat Distribution
Hollow parts need vent holes to release pressure during curing. Without vents, trapped air can expand, forming bubbles or defects. Good ventilation and uniform wall thickness help maintain stable heat flow and prevent overcuring.
Coating Thickness and Fit Tolerance
Powder adds thickness, usually 60–120 microns. Engineers should include this in their fit and clearance plans. Parts like enclosures or panels may need extra machining allowance or masking instructions on the drawing.
Conclusion
Powder coating is one of the most effective and versatile finishing options for aluminum. It enhances corrosion resistance, adds mechanical strength, and delivers a consistent, visually appealing surface — all while being environmentally friendly.
At TZR, we work with precision aluminum parts from the raw extrusion stage to the final powder-coated surface. Our team has more than ten years of engineering experience, and our coating lines produce consistent finishes with stable color and strong adhesion that meet global performance standards.
If you need aluminum parts with durable, corrosion-resistant, and professional coatings, our team can support your project. Contact us at sales@goodsheetmetal.com to share your requirements or request a free quote.
FAQs
Can all aluminum alloys be powder-coated?
Yes, most aluminum alloys — including 5052, 6061, and 7075 — can be powder coated. However, cast aluminum may require special pre-baking to release trapped gases and prevent pinholes during curing.
What is the ideal curing temperature for aluminum parts?
Typical curing ranges are 160–200°C (320–390°F) for 10–20 minutes. Thicker parts or heat-sensitive alloys may need lower temperatures with longer curing cycles.
Does powder coating replace anodizing?
Not necessarily. Anodizing provides a thinner, metallic, corrosion-resistant layer, while powder coating offers thicker, color-flexible protection. The choice depends on the part’s visual requirements and exposure environment.
How long does powder coating last outdoors?
High-quality powder coatings can last 10–15 years in exterior environments when properly applied and maintained. Architectural-grade coatings that meet AAMA 2604/2605 standards last even longer.
Can damaged powder coating be repaired or recoated?
Yes. Minor scratches can be sanded and recoated locally, while larger damage may require complete stripping and reapplication. Because the coating is thermoset, it can’t be melted again, but reapplication yields similar protection.
Is powder coating environmentally friendly?
Absolutely. Powder coatings emit zero VOCs, and any overspray can be reclaimed and reused. The process also consumes less energy than liquid painting over time.