
Silk screen printing on metal is a process that transfers ink onto a metal surface through a mesh screen. It is mainly used to add logos, text, symbols, and simple graphics to metal parts.
You will often see it on control panels, enclosures, nameplates, covers, and other parts that require clear, durable markings. It works well for solid colors and repeat production, which is why it is still widely used in metal fabrication.
At first glance, the process looks simple. In real production, the result depends on much more than applying ink to a surface. Surface condition, ink type, curing method, part shape, and print area all affect whether the print looks sharp, stays attached, and remains consistent from batch to batch.
This article focuses on where this process works well, what affects print quality, and what limits you need to consider before moving into production. It also looks at situations where another marking method may be a better option.

Where is Silk Screen Printing Commonly Used?
Silk-screen printing is typically used for metal parts that require clear, wear-resistant visual markings. Despite the availability of digital printing options, it remains a standard process for industrial and commercial hardware.
Common parts that use silk screen printing
The process works well for parts exposed to regular handling or specific environmental conditions. Common applications include:
- Custom enclosures and chassis: Rack-mount servers, GPU chassis, and equipment housings.
- Front panels and faceplates: Control boards, testing equipment, and medical device interfaces.
- Metal nameplates and tags: Serial number plates, machinery specification tags, and branding badges.
What is usually printed on metal surfaces?
Because the process deposits a relatively thick layer of ink, it is generally used for functional graphics rather than complex imagery. Typical printed elements include:
- I/O port labels (e.g., USB, Power) and button indicators.
- Safety warnings and operational instructions.
- Solid-color company logos and branding graphics.
- Alignment marks, grids, and dials on measurement tools.
Why is this process still widely used?
The decision to use silk screen printing usually depends on two factors: coating durability and production volume.
The thicker ink layer applied by the screen provides better resistance to physical abrasion and chemical wipe-downs compared to standard digital prints. From a cost perspective, the process requires initial setup time to prepare the screens and fixtures.
For example, laser marking or digital printing may be a better fit for 20 prototype parts. However, once the quantity reaches a few hundred pieces, silk screen printing often becomes the more cost-effective choice because the setup cost is spread across more units.
The Silk Screen Printing Process on Metal
A stable result depends on strict control over the entire production sequence. From surface preparation to curing, every stage affects ink adhesion, appearance, and overall durability.
Surface cleaning and preparation
Because metal is non-porous, surface condition directly impacts adhesion. Any remaining cutting fluids, stamping oils, fingerprints, or oxidation can prevent the ink from bonding to the substrate.
Before printing, the metal must be thoroughly degreased and cleaned. For instance, printing on a powder-coated server chassis requires a different ink formulation and curing profile than printing on brushed bare aluminum. Depending on the base material and its finish, preparation may involve chemical wipes, alkaline baths, or light surface abrasion to ensure proper ink adhesion.
Screen setup and alignment
Printing multiple parts requires consistent positioning. Tooling fixtures and custom jigs hold the metal part securely in place. If a design requires multiple colors, precise registration is necessary.
Poor alignment at this stage causes overlapping or gaps between ink layers. To prevent this, precision-machined jigs are required to hold registration tolerances down to +/- 0.1mm.
Ink application and layer control
Specialized metal inks, such as two-part epoxies or solvent-based formulas, are applied across the screen. A squeegee forces the ink through the mesh onto the metal part.
Variables such as squeegee pressure, angle, and mesh count determine the final thickness of the ink layer. Incorrect settings may cause the print to appear faded or cause ink to bleed past the intended edges.
Drying and curing
Metal does not absorb wet ink, so the print must be cured to harden and bond to the surface. Depending on the specific ink formulation, parts are either air-dried to allow solvents to evaporate or baked in a conveyor oven.
Thermal baking accelerates cross-linking, creating a permanent bond with the bare metal or its protective coating.
Inspection and handling
Finished batches undergo quality checks before packaging. Operators inspect for visual issues like blurred edges, pinholes, or incomplete coverage. To verify physical adhesion, manufacturers commonly use the cross-hatch adhesion test (ASTM D3359).
If the ink flakes or peels when tested with standardized tape, the batch fails inspection, which usually indicates an underlying issue with surface preparation or the curing temperature.
Which Parts and Graphics Suit This Process?
Silk screen printing is a mechanical process. Its success depends heavily on the sheet metal part’s physical geometry and the artwork’s complexity. It relies on physical stencils, making it highly effective for certain applications but unsuitable for others.
Simple graphics, text, and logos
The process works best for solid vector graphics, spot colors (such as specific Pantone matches), and block text. Because the ink is pushed through a stencil, silk screening cannot accurately reproduce gradients, shading, or highly detailed photographic images.
To prevent ink from bleeding or mesh screens from clogging during a production run, we recommend designing with strict limits:
- Keep minimum line weights above 0.2mm.
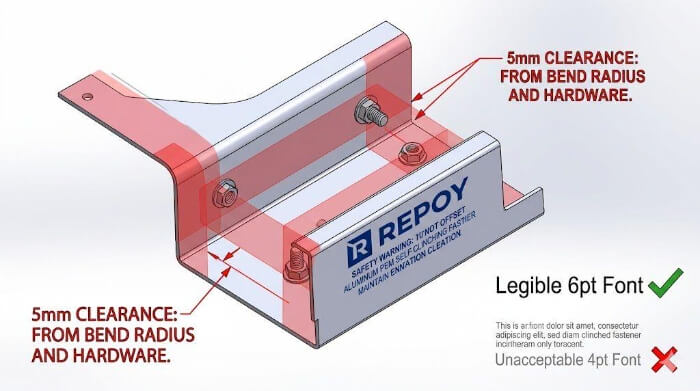
- Keep text sizes no smaller than 6pt.
Parts with clear and accessible print areas
The printing squeegee requires a flat, unobstructed path to apply even pressure. As a full-service sheet metal fabricator, we always prefer to print on the flat laser-cut blank before it goes to the CNC press brake for bending.
If printing must occur on a formed enclosure (like a welded control cabinet or a complex bracket), the print area must be completely flat. It must be positioned away from internal flanges, PEM standoffs, or spot-welded corners that could block the screen frame from sitting flush against the metal.
As a standard sheet metal engineering rule, leave a clearance of at least 5mm from any bend radius or raised hardware. Ignoring this causes uneven ink distribution and high scrap rates.
Jobs where repeat production matters
Every single color in a design requires a separate screen, film positive, and alignment setup. For a single prototype or a batch of 10, this setup time makes the per-unit cost prohibitively high.
However, for a production run of 500 or 5,000 units, the initial tooling cost is distributed. If your project requires high-volume, identical sheet metal parts with durable markings, silk screening becomes structurally and economically logical.
What Usually Affects Print Quality?
Print quality on metal does not fail randomly; it fails when process controls slip. The final adhesion, sharpness, and consistency of the graphic are determined by how well the manufacturer manages specific factory floor variables.
Surface cleanliness and adhesion
Adhesion is the most critical metric. If the sheet metal retains even microscopic layers of machining coolant, anti-rust oil, or human skin oils, the ink will fail the cross-hatch tape test.
Proper pretreatment increases the metal’s surface energy, allowing the ink to bond properly. This treatment varies by substrate: bare aluminum or stainless steel might require a solvent wipe, while cold-rolled steel (CRS) often needs a controlled alkaline wash before it reaches the printing station.
Ink type and curing method
There is no universal metal ink. Two-part epoxy inks provide excellent chemical resistance for industrial environments but have a short pot life, making them harder to manage during long production runs.
Solvent-based or baking inks require precise temperature profiles to cure. For example, if a powder-coated NEMA enclosure is baked at a temperature too high to cure the ink, the underlying powder coat can soften or discolor.
Engineers must specify the operating environment (e.g., UV exposure, chemical wipe-downs) so the manufacturer can select the correct ink chemistry and thermal curing profile.
Coverage, sharpness, and consistency
Sharp edges and opaque colors rely on physical tooling. A higher mesh count (a finer screen) allows for sharper text but deposits less ink. This can make light colors appear translucent on dark metal finishes.
Conversely, excessive squeegee pressure or thinned ink will cause the graphic to smear or bleed beyond its intended boundaries.
Maintaining consistent ink viscosity, screen tension, and squeegee angle across a high-volume stamping or fabrication order is the primary difference between a controlled manufacturing facility and a basic print shop.
How do Metal Surface and Finish Change the Result?
The same artwork can look very different on bare metal, powder-coated metal, brushed metal, or anodized aluminum. Silk-screen printing interacts directly with the substrate’s physical and chemical properties. That is why the surface finish must be finalized before the printing method is confirmed.
Bare metal vs coated metal
Bare metals like cold-rolled steel or standard aluminum have high surface energy, allowing ink to spread evenly. However, bare metals are prone to oxidation, meaning they must be printed immediately after cleaning.
Coated surfaces behave differently. Printing on a thermoset powder-coated surface requires an ink that chemically bonds to the paint layer, not to the underlying metal. If the powder coating has a heavy matte or sandy texture, the ink will sit on the peaks of the texture, leaving micro-voids in the valleys.
If a heavily textured powder coat is mandatory, our engineering solution is either to mask the specific print area before powder coating or to specify a smooth, screen-printing-optimized primer for that zone.
Brushed, polished, and textured surfaces
Surface grain directly affects print edge sharpness. On brushed finishes (such as #4 brushed stainless steel), the ink can flow along the microscopic grain direction through capillary action. This causes a defect known as “feathering” on the edges of text.
Polished or mirror-finish metals present the opposite problem. They are often too smooth for the ink to grip mechanically. These surfaces usually require an adhesion promoter or a specific chemical primer before printing.
Why pre-treatment matters before printing
If ink peels off a metal part, the issue is rarely the ink itself. The primary cause is poor surface tension caused by contamination.
In a standard fabrication environment, sheet metal accumulates stamping oils, press brake lubricants, and welding soot. If these residues are not completely removed in a degreasing bath, they act as a release agent. Proper pre-treatment ensures the metal surface energy is higher than the ink’s surface tension, allowing for proper “wetting” and bonding.
Design Limits That Often Cause Problems
Some print failures start in the CAD file rather than on the production line. Small features, tight spacing, bends, and unstable parts can all reduce print quality and increase scrap rates.
Small text, thin lines, and close spacing
When pushing ink through a woven mesh, physics limits how fine a detail can be. If letters are too small or placed too close together, the wet ink will spread slightly and bridge the gap. This causes letters like “a”, “e”, and “o” to fill in completely.
To prevent legibility issues and mesh clogging, design for manufacturability (DFM):
- Avoid fonts with thin serifs or variable stroke widths.
- Maintain a minimum line gap of 0.3mm between parallel lines.
- Keep standard block text at 6pt or larger.
Edges, bends, and uneven surfaces
The squeegee needs a continuous, flat path. If the squeegee hits a raised weld seam, a countersunk hole, or a PEM fastener, it will bounce. This bounce leaves a void or a heavy smear of ink immediately after the obstacle.
As stated previously, always leave at least a 5mm clearance from any bend line. If a graphic must cross a seam or sit near an edge, the preferred manufacturing route is to print it on the flat blank before any CNC bending or hardware insertion.
Parts that are hard to hold and align
Multi-color printing requires perfect registration. To achieve this, the metal part must be securely locked into a custom jig.
If a stamped bracket has organic curves and no straight reference edges, the operator cannot consistently index the part. Every part will sit slightly differently in the fixture, causing the logo or text to shift. If the external profile must be irregular, our engineers will typically add dedicated laser-cut tooling holes in hidden areas of the flat pattern to guarantee absolute zero-error registration on the printing jig.
How to Choose Between Silk Screen Printing and Other Options?
Silk screen printing is not always the best option. Depending on the required detail level, durability needs, and production volume, other methods may provide more stable results.
Laser marking for fine detail and permanent marks
Laser marking uses a focused beam to alter the top layer of the material physically. It excels at micro-text, QR codes, and variable data (such as sequential serial numbers), where silk screening would require a new screen for every part.
However, while laser marking is extremely fast for fine text, using a laser to fill a large, solid-color logo requires millimeter-by-millimeter scanning. This drives up cycle times and part costs exponentially. Silk screening fills that same large area in a single swipe, in one second.
UV printing for full-color images
UV digital printing operates like a high-end inkjet printer, curing the ink instantly using UV light. It is the only practical option if your design includes CMYK color gradients, shading, or photographic elements.
It is highly cost-effective for low-volume prototypes since there are no screen setup costs. The trade-off is durability. UV-cured digital inks generally sit on the surface and have lower scratch and chemical resistance than baked epoxy screen-printing inks.
Etching or engraving for harsh environments
For equipment deployed in extreme conditions—such as marine environments, mining, or chemical processing—surface ink may eventually wear away.
Chemical etching or CNC engraving removes metal to create a physical depression, which is often filled with a highly durable enamel paint. Even if the paint is scratched off years later, the engraved text remains physically legible. This is the most durable marking method available, though it comes with higher cycle times and costs.

Conclusion
Silk screen printing works well when the part, surface, and graphic all match the process. It gives clear markings, strong color coverage, and stable results in repeat production.
Most problems do not come from the printing step itself. They usually come from surface conditions, poor curing, or design choices that are not suited for the process. Small details like print location, surface finish, and feature spacing can significantly affect the final result.
If you are working on a metal part with logos, labels, or markings, it helps to review the design and surface condition before placing an order. A small adjustment at this stage can prevent defects and reduce overall cost.
Upload your drawing and contact us today. We will review your part, assess whether silk-screen printing is a good fit, and provide practical feedback before production begins. This can help you reduce print risk, avoid unnecessary rework, and move faster to quotation and sampling.


