Every time you open a car door, twist a fuel cap, or use a stainless-steel sink, you’re handling a deep-drawn part. Deep drawing is one of the most dependable ways to shape sheet metal into seamless, durable forms — from small electrical housings to large structural panels.
This process turns a flat metal blank into a hollow shape by pulling it into a die cavity with a punch. When the depth of the part is greater than its diameter, it’s called deep drawing. Unlike regular stamping, which mainly cuts or bends metal, deep drawing stretches the sheet to create a smooth, continuous, and joint-free shape that is both light and strong.
In car manufacturing alone, more than 150 components are deep drawn — such as airbag housings, filters, and fuel covers. The process is favored for its precision, consistency, and high material efficiency, making it essential for scalable and cost-effective production.

What is Deep Drawing?
Deep drawing is a process of controlled metal flow. A flat blank is held between the die and blank holder while a punch pulls it into the die cavity. During this motion, the metal stretches along the wall and compresses at the flange. Keeping the right balance between tension and compression ensures smooth forming — too little balance leads to wrinkles or tears.
Modern servo and hydraulic presses monitor punch position and forming force during each stroke. The force–displacement curve they record shows flow stability: a smooth curve means even deformation, while sudden spikes often indicate friction or lubrication problems.
Essential Components and Their Roles
These parts must align perfectly and have smooth surfaces. Even a 0.05 mm offset can cause uneven wall thickness or edge distortion.
Typical Applications
Deep drawing is common wherever seamless surfaces and strong geometry matter:
- Automotive: fuel tanks, filter shells, sensor housings
- Electronics: enclosures, EMI shields, connector caps
- Appliances: sinks, cookware, light fixtures
- Medical & Industrial: housings, pump cases, precision containers
This method combines repeatable quality with minimal waste, making it ideal for long production runs.
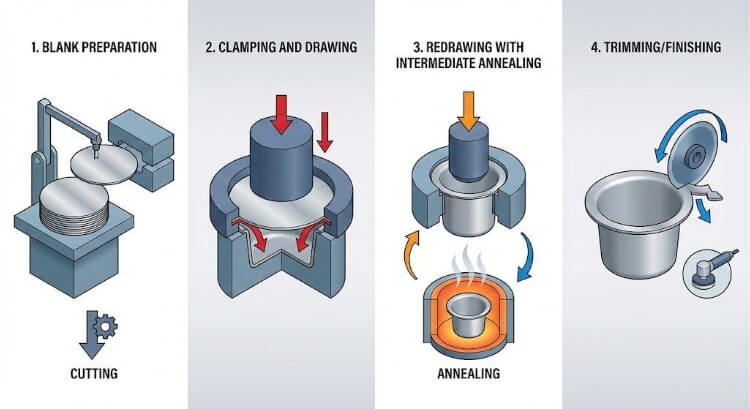
How Does Deep Drawing works:Step by Step
Each forming stage serves a purpose. When tuned properly, the sequence ensures smooth flow, accuracy, and long tool life.
Step 1:Blank Preparation
The process starts by cutting blanks from sheet or coil stock, usually mild steel, stainless steel, or aluminum. Precise cutting with lasers or shears gives clean edges that prevent cracks during forming.
Next, the blanks are cleaned and lubricated. A consistent layer of oil or polymer film lowers friction and ensures balanced flow. Uneven coating can cause one side to stretch faster than the other.
Step :2:Clamping and Initial Drawing
The blank is clamped between the die and blank holder under controlled pressure. As the punch descends, it pulls the sheet into the die. The flange compresses, and the wall stretches — both must stay in balance for smooth forming.
Key settings include:
- Blank-holder pressure: too low causes wrinkles; too high causes tearing.
- Punch speed: slower at the bottom stroke helps avoid strain buildup.
- Lubrication: must stay stable, with friction between 0.05–0.10 for steel.
For mild steel, the best drawing ratio (blank diameter ÷ punch diameter) is 1.8–2.2. Higher values require redrawing.
Step 3:Redrawing and Intermediate Annealing
If one draw cannot reach the required depth, engineers use several drawing stages. Each stage deepens the part gradually to prevent excessive thinning. Between stages, annealing restores ductility lost from work hardening — usually 600 °C for steel and 350 °C for aluminum.
This balance between forming and heat treatment prevents cracks and improves surface finish.
Step 4:Trimming and Finishing
After the final draw, the flange is trimmed for even height. Laser or CNC trimming reaches ±0.05 mm accuracy. The part is then cleaned, deburred, or polished, depending on its use.
For precision items like sensor housings or pump covers, CMM inspection checks roundness and wall accuracy within ±0.1 mm along the full height. At this stage, the once-flat blank has become a strong, uniform, and ready-to-assemble component — made without welding or extra machining.
Materials and Formability Considerations
Material selection determines whether a sheet forms smoothly or cracks during drawing. The best materials for deep drawing have high ductility, low yield strength, and fine, uniform grains.
Common Materials Used in Deep Drawing
Elongation measures how far a sheet can stretch before it breaks. n-value shows how evenly the material thins under tension. A higher n-value means smoother walls and fewer thin spots.
Engineer Insight:
Stainless steel 304 with 40% elongation can reach a draw ratio of around 2.0 : 1 in one pass. Aluminum 6061-T6, which is harder, usually needs an annealing step at about 350 °C to prevent cracking.
Key Mechanical Properties to Check
- Yield-to-Tensile Ratio: Around 0.6 provides enough stretch without losing strength.
- Anisotropy (r-Value): Values above 1.5 reduce earing and keep the wall height uniform.
- Thickness Variation: Even ±0.02 mm changes can shift stress and cause waviness.
Tests like Erichsen cupping or Limiting Drawing Ratio (LDR) help confirm if the sheet can handle the required depth safely.
Formability Trade-Offs
- Steel forms steadily and resists defects but needs 25–40% more press force than aluminum.
- Aluminum is lighter and forms quickly but sticks easily and needs special lubricants.
- Copper and brass form cleanly but harden fast, so they need frequent annealing between draws.
Design and Engineering Parameters
Even a good material can fail if the design ignores forming limits. Proper geometry, clearance, and friction control make deep drawing consistent and predictable.
Critical Geometry Ratios
- Drawing Ratio (DR) = Blank Diameter ÷ Punch Diameter
- Safe range for most steels: 1.8–2.2
- Beyond 2.3 → requires redrawing in multiple stages
- Limiting Drawing Ratio (LDR): The maximum safe ratio before failure.
- Mild Steel ≈ 2.2 Al 5052 ≈ 1.9 Stainless 304 ≈ 1.8
Example:
Raising the DR from 1.8 to 2.0 increases press force by about 15%. Using a low-friction lubricant (μ ≈ 0.06) can offset the higher load and keep wall thinning under 15%.
Tool Geometry and Clearance
Even a 1 mm larger die radius can cut edge thinning by 20–25%, which greatly extends tool life during high-volume runs.
Friction and Lubrication Control
Friction defines how metal slides in the die. The goal is smooth, steady motion.
- Steel: Use synthetic ester or graphite-based lubricants.
- Aluminum: Use PTFE or polymer films to avoid galling.
- Surface Finish: Ra 0.2–0.4 µm provides good grip and consistent sliding.
Uneven surface roughness or poor lubrication can cause tearing or uneven wall thickness.
Dimensional Accuracy and Tolerancing
Deep-drawn parts often hold ± 0.05 mm in wall thickness and ± 0.1 mm in height after trimming. Servo presses with real-time sensors adjust pressure and speed during every stroke to keep parts consistent through long production runs.
Preventing Common Defects
Even with careful setup, issues like wrinkling, tearing, or earing can appear. Understanding these problems helps engineers prevent downtime and scrap.
Wrinkling
Wrinkles appear when the flange area compresses too much.
- Causes: Low blank-holder pressure, too much lubricant, or oversized blanks.
- Solutions: Increase holder pressure 10–15%, add draw beads, or use stepped dies.
Tight pressure control can reduce visible wrinkles by up to 60% and improve surface flatness.
Tearing and Cracking
Tears occur when tensile stress exceeds the material’s limit, usually near the punch radius.
- Causes: Sharp corners, poor lubrication, or high punch speed.
- Fixes: Polish tool edges, use stronger lubricants, and slow down near the end of the stroke.
Engineer Insight:
Slowing the final 20% of stroke in aluminum 5052 can cut tearing rates by about one-third.
Earing
“Ears” are small rim peaks caused by uneven grain flow during forming.
- Causes: Anisotropy from rolling direction.
- Solutions: Rotate blanks 45° relative to the grain, choose materials with higher r-values, or trim extra height during finishing.
Modern vision systems can measure ear height within ± 0.1 mm and automatically adjust blank orientation for the next cycle.
Advantages of Deep Drawing
Deep drawing remains one of the most reliable ways to form sheet metal into strong, seamless, and consistent shapes at scale. Its benefits cover strength, cost, accuracy, and appearance — all while supporting sustainable, high-volume production.
Seamless Strength and Durability
Each deep-drawn part starts as one solid sheet, which means there are no welds or joints that could fail.
This uninterrupted grain structure increases strength and fatigue resistance, making it ideal for automotive housings, hydraulic parts, and pressure containers.
Tests show that deep-drawn low-carbon steel cups can handle 15–20% higher internal pressure than welded parts of the same thickness, proving their superior reliability.
High Accuracy and Repeatability
Modern servo presses control force and position within microns. Once setup is complete, the process repeats with near-perfect consistency. A 200-ton servo press can make over 50,000 identical enclosures before the dies need re-polishing. Sensors constantly track forming force and alignment to maintain quality.
Lower Cost and Material Waste
Deep drawing converts almost the entire blank into a finished part, leaving very little scrap. Each stroke takes only 1–3 seconds, which keeps output high and costs low.
Compared with machining or spinning, deep drawing can:
- Reduce raw-material waste by 80–90%
- Lower cost per part by 30–50% in volume production
- Remove the need for welding or secondary assembly
Excellent Surface Finish
As the metal flows across polished tooling, it develops a smooth, reflective surface.
Typical finishes reach Ra 0.2–0.4 µm, which is clean enough for direct use in kitchenware, lighting, and medical parts without further polishing.
This natural finish not only saves time but also enhances corrosion resistance and visual quality.
Flexible Design Across Industries
Deep drawing handles round, rectangular, and complex shapes with ease. It’s used across a wide range of sectors:
- Automotive: fuel caps, filter housings, sensor shells
- Electronics: EMI shields, connector enclosures
- Aerospace: precision shells, protective covers
- Consumer Goods: cookware, appliance panels
Because it scales easily from prototype to full production, deep drawing supports both custom designs and mass manufacturing efficiently.
Conclusion
Deep drawing combines material science, tooling design, and precise control to make parts that are lighter, stronger, and consistent in every batch. Modern servo technology and digital monitoring have transformed it into a smart, data-driven process capable of near-zero defects.
With its mix of efficiency, strength, and cost control, deep drawing remains a cornerstone of modern manufacturing.
Need help designing or producing deep-drawn metal parts? Our engineering team specializes in precision sheet-metal fabrication — from material selection and tooling design to prototype validation and mass production. Get in touch to discuss your project requirements and receive a fast, detailed quote.
FAQs
What makes deep drawing different from stamping?
Stamping mainly cuts or bends shallow parts, while deep drawing stretches sheet metal into deeper, seamless shapes that offer higher strength.
Which metals are best for deep drawing?
Metals with good ductility and balanced strength — such as mild steel, stainless steel 304, and aluminum 5052 — form smoothly and maintain consistent wall thickness.
How do manufacturers prevent tearing or wrinkling?
They control blank-holder pressure, draw ratio, and lubrication. Servo presses can automatically adjust these parameters during each stroke to keep the metal flow stable.
Can deep drawing be used for prototypes or small runs?
Yes. With soft or modular dies, engineers can quickly test designs before investing in hardened tooling, which helps speed up product development.
Is deep drawing energy-efficient?
Yes. Modern servo presses use 30–40% less energy than older mechanical systems. Combined with high material utilization and recyclability, it supports low-carbon, sustainable production.