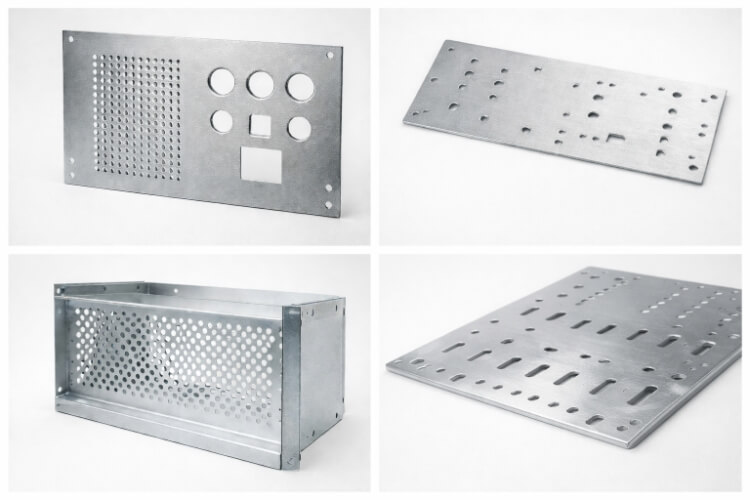
Every sheet metal factory depends on one process more than any other — punching. It is used for many purposes, such as making ventilation holes in EV battery enclosures, mounting slots for control panels, or fastener patterns for industrial frames. Metal punching provides fast, accurate results at a low cost.
At its core, punching uses a hardened punch and die set to apply force to a flat metal sheet. When this force is greater than the material’s shear strength, the metal breaks cleanly, forming a hole or cutout of the desired shape.
Even though laser and waterjet cutting are becoming more common, punching remains the most efficient option for high-volume fabrication. It offers excellent repeatability, a low cost per part, and well fits bending, forming, and welding operations on the shop floor.
For engineers and designers, understanding how punching works is key to achieving accurate, clean edges and long tool life. Tool clearance, force calculation, and press alignment all play a significant role in the final result.

How the Sheet Metal Punching Process Works?
Sheet metal punching is a controlled shearing process between a punch and a die. The sheet is clamped firmly, and the press delivers a single stroke that cuts through the metal. Each stroke creates a hole in the workpiece and a slug (the removed piece). Accuracy depends on tool sharpness, clearance, and press alignment.
Step-by-Step Cycle
- Clamping and Positioning — The sheet is moved into position and clamped tightly.
- Punch Stroke — The punch moves down and presses the metal into the die opening.
- Elastic and Plastic Deformation — The metal first bends slightly, then shears once stress passes its yield point.
- Fracture and Ejection — The material separates cleanly. The slug drops through the die, and the punch retracts for the next stroke.
A punched edge shows four zones — rollover, burnish, fracture, and burr. Adjusting the clearance between the punch and die helps reduce burrs and create a smoother edge.
Process Variations
Each operation serves a specific purpose — for ventilation, mounting, or light-weighting. Many press setups can combine several actions into one stroke to improve efficiency.
Equipment Used in Metal Punching
The right combination of machine and tooling makes punching efficient and reliable. The type of press determines speed, accuracy, and tool life.
Mechanical Press
A mechanical press uses a flywheel-and-crank system to deliver swift strokes—typically 200 to 600 per minute. It is ideal for thin sheet metal and large production runs. The motion is precise and consistent, though stroke length and force are fixed.
Hydraulic Press
A hydraulic press uses fluid pressure to push a piston, applying a steady force throughout the stroke. It works well for thicker materials or combined forming and piercing. It is slower than a mechanical press but gives better depth control and less vibration.
CNC Turret Press
Modern workshops often use CNC punching machines for flexible, high-precision work. A rotating turret holds many punches and die sets, allowing automatic tool changes and computer-controlled movement. These machines can handle sheets up to 6 mm thick and arrange multiple parts on a single sheet to save material.
Material Considerations — Behavior Under Shear
Different metals react differently to punching. Key factors include ductility, hardness, and grain direction. Knowing these helps engineers pick the right tonnage, clearance, and tool material.
Commonly Punched Metals
Force and Shear Example
The punching force (F) can be found using:
F=L×T×τ
Where L = perimeter (mm), T = thickness (mm), and τ = material shear strength (MPa)
Example: punching a 10 mm hole in 1 mm stainless steel (τ ≈ 450 MPa):
F = π × 10 mm × 1 mm × 450 MPa ≈ 14 kN (1.4 tons).
Engineers often add a 1.2–1.4× safety factor to handle variation and wear.
Material Edge Behavior
During punching, the sheet goes through three stages:
- Elastic deformation – the sheet bends under pressure.
- Plastic flow – metal begins to shear along the punch edge.
- Fracture propagation – cracks spread and the cut completes.
The cut edge usually has four zones: rollover, burnish, fracture, and burr. Reasonable clearance control reduces the fracture area, and proper lubrication helps lower burr height.
Some advanced systems use micro-lubrication or nitrogen cooling to control heat during continuous punching. This is especially useful when working with aluminum or stainless steel.
Design and Engineering Guidelines — Building for Manufacturability
Good design reduces tool wear and improves punching speed. Considering spacing, hole size, and shape early in the CAD stage helps lower production costs.
Hole Shape and Minimum Size
Round holes punch cleanly because stress spreads evenly. Non-round shapes focus stress on corners, wearing out tools faster.
To improve performance:
- Use fillet radii ≥ 1.5× thickness.
- Avoid sharp internal angles (<90°).
- For holes smaller than the sheet thickness, use pilot punching, then ream for roundness.
Hole Spacing and Edge Distance
Each punched hole weakens the material around it. Keep spacing at least 2× thickness between holes and from hole to edge. For a 1.5 mm sheet, spacing should be at least 3 mm. This prevents cracks and helps maintain flatness.
Tolerance and Quality Control — Maintaining Accuracy at Production Speed
Precision in sheet metal punching depends on control, not power alone. A well-tuned press, sharp tools, and steady material feeding all ensure repeatable accuracy.
Dimensional Tolerance
Modern CNC punching machines can hold ±0.1 mm tolerance on thin sheets and ±0.2 mm on thicker ones. Several factors influence tolerance stability:
- Tool wear: dull punches cause hole size variation and larger burrs.
- Material springback: harder metals slightly recover their shape after punching.
- Machine alignment: even a 0.05 mm offset between punch and die can change the final result.
Regular calibration keeps machines consistent. Using CMMs or laser alignment systems helps verify accuracy. When very tight fits are required, engineers often perform a secondary reaming or laser trimming to fine-tune dimensions.
Burr Height and Surface Condition
Burr height is a quick and reliable measure of tool condition. In stable production, burr height should be less than 10% of the sheet thickness. If it exceeds that limit, it usually means clearance is too wide, the punch is dull, or lubrication is poor.
To maintain surface quality:
- Apply steady lubrication to reduce friction.
- Clean sheets before punching to prevent surface marks.
- Track burr height trends to plan tool maintenance early.
Reducing Material Waste — Smart Nesting and Sheet Utilization
Efficient material use directly improves profit. In sheet-metal punching, intelligent nesting helps maximize yield from each sheet and reduce scrap.
CNC Nesting Optimization
Modern CNC punching software automatically arranges parts to optimize material use. It simulates punch travel paths, reduces idle moves, and improves sheet utilization. A well-planned nesting layout can improve material yield by 15–25% compared with manual setups.
Engineers also use common-line punching, in which two parts share a single punched edge. This method saves material and tooling effort, though it requires precise alignment to avoid overlap or gaps.
Scrap Management and Reuse
Even efficient layouts produce slugs and offcuts. Sorting valuable materials such as stainless steel, aluminum, and copper enables 80–90% recycling. A conveyor or magnetic collector under the die keeps the workspace clean and prevents slug buildup, which could damage tools.
Advantages and Limitations of Metal Punching
Advantages
- High Speed and Throughput: Mechanical presses can perform hundreds of strokes per minute, ideal for repetitive hole patterns.
- Consistency and Repeatability: Once aligned, each stroke produces identical holes, ensuring accuracy across batches.
- Cost Efficiency: Tooling costs are quickly recovered over large volumes, reducing per-part expenses.
- Material Versatility: Works well with mild steel, stainless steel, aluminum, brass, and copper within 0.5–6 mm thickness.
- Process Integration: Punching can be combined with forming, embossing, tapping, or marking in one operation.
Limitations
- Design Limitations: Each shape requires its own punch and die, increasing lead time for unique designs.
- Burr Formation: Even optimized setups leave small burrs that may require finishing.
- Thickness Limit: Above 6 mm, punching efficiency drops; laser or plasma cutting works better.
- Noise and Vibration: Mechanical presses produce loud impacts, often needing soundproof enclosures.
- Setup Time for Small Runs: For short batches or prototypes, setup time can outweigh production speed benefits.
Comparison with Other Cutting Methods
The best cutting method depends on part design, thickness, and quantity. Here’s how punching compares with laser and waterjet cutting:
Practical Applications of Metal Punching in Modern Manufacturing
The sheet-metal punching process is a key operation in many industries that require precise, repeatable metal parts. Its speed, accuracy, and versatility make it one of the most reliable fabrication methods today.
Electronics and Electrical Enclosures
CNC punching is used to make panels, housings, and covers for electrical and electronic products. It allows fast creation of ventilation holes, cable ports, and mounting slots with tight tolerances. These details are essential for both EMI shielding and smooth assembly.
Automotive and Transportation
In automotive manufacturing, punching is used for parts such as brackets, seat frames, battery cases, and reinforcement plates. Because of its high precision, it ensures consistent hole alignment across assemblies, where even a 0.1 mm error can cause misfits.
HVAC and Appliance Manufacturing
Air conditioners, refrigerators, and duct systems depend on punching to create airflow holes and mounting points. Using turret presses, factories can produce thousands of metal panels each day with minimal manual setup.
Industrial Equipment and Machine Frames
Punching makes base plates, mounting panels, and support structures for machines in the automation and packaging industries. In large assemblies, these punched holes act as reference points for welding, bolting, or mechanical fastening.
Renewable Energy and Power Systems
Punching is used in solar panel frames, battery boxes, and wind turbine housings. It ensures a lightweight structure and consistent accuracy, which are vital for parts that face long-term outdoor exposure.
Conclusion
Metal punching has evolved from a manual process to an innovative, data-driven method. Modern CNC presses now use sensors, servo motors, and intelligent control systems to control every stroke precisely.
This evolution keeps punching among the fastest, most affordable, and most accurate sheet metal cutting processes. It connects traditional manufacturing strength with digital precision — transforming simple holes into key features that define part quality.
If your project involves precision sheet metal punching, material selection, or small-batch production, our engineering team can help. We review your drawings, calculate proper clearances, and suggest improvements before fabrication. Contact our engineers today to discuss your design.
FAQs
What is the primary purpose of metal punching?
Metal punching forms holes, slots, or shapes in sheet metal using a punch and die. It’s ideal for large production runs that need consistent precision and speed.
How is punching different from blanking?
In punching, the hole is kept, and the slug is wasted. In blanking, the slug becomes the finished part, and the remaining sheet is scrap. Both operations use the same type of press.
How accurate is CNC punching?
CNC punching offers ±0.1 mm accuracy for thin sheets and ±0.2 mm for thicker ones. Results depend on tool sharpness, clearance, and press alignment.
What causes burrs, and how can they be minimized?
Burrs form from worn tools or incorrect clearance. Following proper clearance rules (5–10% of sheet thickness), using lubrication, and regular sharpening help reduce burrs.