
Aluminum stamping is a key process in modern sheet-metal fabrication. It turns flat aluminum sheets into strong, precise parts with great efficiency. From automotive body panels and battery housings to industrial brackets and electronic frames, aluminum stamping delivers speed, accuracy, and consistency.
Industry data shows that replacing steel with aluminum can cut a vehicle’s body weight by up to 40%, which can improve fuel economy or EV range by 6–8%. Lightweight design is more than a trend — it’s a smart strategy for energy savings, performance, and sustainability.
This article explains the basic process, material options, and design practices that help engineers create lighter and smarter products.

Understanding Aluminum Stamping
Aluminum stamping transforms flat sheets into precise, durable components through controlled pressure and tooling. This section explains the core process types and how each achieves accuracy and efficiency.
What is Aluminum Stamping?
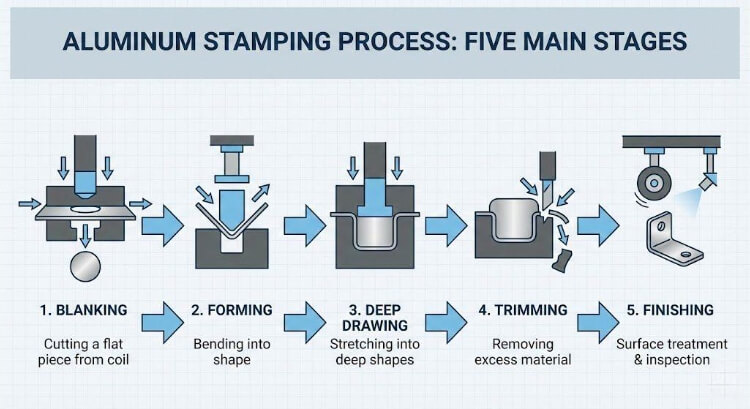
Aluminum stamping uses a press and die to shape or cut flat aluminum sheets. Each press stroke applies controlled force that reshapes the metal without melting or machining it.
The main operations include blanking, piercing, bending, and drawing. In large-scale production, progressive dies combine these steps to reach 60–120 strokes per minute while keeping tight tolerances.
Types of Aluminum Stamping Operations
Different stamping setups serve different production goals — from simple flat parts to deep, complex housings.
| Method | Description | Best Use Case |
|---|---|---|
| Progressive Die Stamping | Several operations happen in one continuous line. | High-volume parts with tight tolerances. |
| Transfer Stamping | Each blank moves through separate dies with robotic transfer. | Large or deep-draw components. |
| Deep Drawing | Forms cups or enclosures by stretching sheet metal. | Battery housings, appliance shells. |
| Compound Die Stamping | Cuts and forms in a single press stroke. | Medium-volume parts of moderate complexity. |
| Four-Slide / Multi-Slide | Multiple slides bend from different directions at once. | Small, complex electronic parts. |
Material Characteristics That Influence Stamping
The behavior of aluminum under pressure determines forming success. Let’s explore why certain alloys, tempers, and surface treatments make all the difference in stamping performance.
Why Aluminum Is Ideal for Stamping?
Aluminum combines lightweight strength with good formability, making it excellent for stamping. Its density is only 2.7 g/cm³, about one-third of steel, yet its specific strength stays high. Replacing steel with aluminum can cut weight by up to 40% while keeping rigidity.
It also forms a thin oxide layer that protects against corrosion. Aluminum’s high thermal and electrical conductivity make it suitable for housings and cooling systems.
From an environmental view, recycled aluminum keeps over 90% of its original energy value, supporting sustainable production.
Common Aluminum Alloys Used in Stamping
Choosing the right alloy balances strength, formability, and cost.
| Alloy | Strength (MPa) | Formability | Typical Applications |
|---|---|---|---|
| 1100-O | 90 | Excellent | Decorative plates, reflectors |
| 3003-H14 | 130 | Good | HVAC panels, appliance covers |
| 5052-H32 | 215 | Excellent balance | Automotive panels, marine frames |
| 6061-T6 | 275 | Moderate | Structural brackets, EV chassis |
| 7075-T6 | 505 | Low | Aerospace and defense parts |
Engineer Insight: 5052-H32 gives a great balance — strong for brackets yet soft enough for progressive forming. 6061-T6 needs more tonnage and careful corner radii to prevent edge cracks.
Material Condition and Surface Treatments
The temper condition (O, H12, H32, etc.) affects how aluminum behaves during forming. Softer tempers are easier to draw but may warp; harder ones keep shape better but can crack.
To control friction and extend tool life, many factories use dry-film lubricants or PVD coatings like TiN or CrN. After stamping, parts often get anodized, powder-coated, or conversion-coated for protection and appearance.
Key Steps in the Aluminum Stamping Process
Every stage — from blanking to finishing — defines part quality. Here’s how each process step contributes to precision, repeatability, and smooth surface results.
Blanking and Piercing
The stamping process starts with blanking, where aluminum sheets are cut into exact shapes using punches and dies. A well-planned nesting layout can raise material use by 15–25%, lowering scrap and total cost.
Next comes piercing, which adds holes or cutouts. Keeping punch-to-die clearance around 6–10% of sheet thickness helps prevent burrs and tapered edges. During high-speed runs, technicians check punch sharpness and die alignment often.
Forming and Bending
After cutting, blanks move to forming presses that shape them into contours or angles. Aluminum tends to spring back slightly toward its flat shape after bending because of its elasticity.
To counter this, engineers use overbending or modify die geometry. For most alloys, the smallest inside bend radius should be 1.5 × sheet thickness; 6061-T6 may need 2 ×.
Drawing and Coining
Deep drawing turns flat blanks into cup- or shell-shaped parts. Smooth radii, steady blank-holder pressure, and consistent lubrication are the main factors that prevent wrinkling or tearing.
Simulation results show that balancing pressure can cut draw-depth variation by up to 30% compared with manual control.
Coining is usually the final precision step. It refines edges, flattens surfaces, and improves sealing areas, which is ideal for electronic or fluid-tight enclosures.
Trimming, Deburring, and Finishing
Formed parts go through trimming to remove excess metal and deburring to smooth edges. Automated brushing and vibratory finishing help produce uniform results at scale.
Surface finishing may include anodizing, powder coating, or chemical conversion coating, depending on where the part will be used. These treatments protect against corrosion, improve appearance, or keep electrical conductivity.
Process Challenges and Engineering Considerations
Even experienced manufacturers face unique challenges with aluminum. The following sections outline common issues and proven strategies for achieving consistent forming results.
Typical Issues in Aluminum Stamping
| Defect | Root Cause | Result on Part |
|---|---|---|
| Wrinkling | Uneven compressive stress during deep draw | Rippled sidewalls |
| Cracking | Excessive stretch or small bend radius | Edge tearing |
| Galling | Metal sticking between die and sheet | Surface scoring |
| Springback | Elastic recovery after bending | Angle changes |
| Surface Marks | Dirty dies or too much pressure | Cosmetic defects |
Strategies to Overcome Defects
- Improve Die Geometry: Increase fillet radii and polish die corners. Even a 1 mm radius change can extend die life by 25%.
- Use Proper Lubrication: Apply dry-film lubricants or PVD coatings like TiN or CrN to cut friction.
- Control Blank-Holder Pressure: Servo systems adjust pressure automatically to keep material flow even.
- Adjust Temperature: Preheat aluminum to 120–150°C to make hard alloys more formable.
- Combine Simulation with SPC: Use forming simulation and statistical process control to catch errors early.
Tolerance and Dimensional Control
Stamped aluminum parts often hold ±0.05 mm to ±0.10 mm accuracy. To achieve this, presses use real-time force monitoring and regular die calibration.
Changes in temperature or sheet thickness can slowly shift tolerances. Modern servo presses can automatically adjust shut height and stroke to correct for this, improving yields by up to 40% over manual systems.
Applications Across Industries
Aluminum stamping powers innovation across multiple sectors. See how it supports lighter, stronger, and more efficient products from vehicles to aerospace systems.
Automotive and Electric Vehicle Components
The automotive and EV sectors depend heavily on aluminum stamping to meet goals for lightweight construction and sustainability. Replacing steel with aluminum can lower total vehicle weight by 15–20%, improving fuel economy by 6–8% and extending EV range by 10–12%.
Stamped aluminum parts include body panels, battery cases, crash boxes, heat shields, and brackets. These components offer corrosion resistance, strength, and durability, performing reliably even under vibration or thermal cycling.
Electronics and Consumer Devices
In electronics, aluminum stamping enables thin, strong, and attractive designs — perfect for laptop frames, LED housings, and communication device enclosures. Its thermal conductivity helps remove heat naturally, reducing the need for extra cooling components.
Stamped aluminum also provides EMI/RFI shielding, protecting sensitive circuits from electromagnetic interference. Surface finishes like anodizing and conversion coating improve both appearance and corrosion resistance, adding durability to high-end products.
Aerospace and Industrial Equipment
In aerospace, aluminum stamping is used for brackets, ducts, mounting plates, and instrument housings. High-strength alloys such as 2024-T3 and 7075-T6 reach tensile strengths above 450 MPa, keeping parts rigid while reducing weight by nearly two-thirds compared to steel.
Stamped components often receive CNC machining or CMM inspection afterward to meet strict aerospace precision standards.
In industrial machinery, aluminum stamping is common for motor housings, ventilation panels, and enclosure frames. It resists oxidation and reduces maintenance needs, helping extend equipment lifespan.

Economic and Environmental Considerations
Efficiency and sustainability go hand in hand in modern manufacturing. Let’s examine how aluminum stamping balances production cost with long-term environmental responsibility.
Cost Efficiency in Production
Aluminum stamping provides an excellent balance between cost and performance, especially for large production runs. Even though aluminum sheets cost more than mild steel per kilogram, high-speed stamping and long die life offset that expense. Modern presses operate at 80–120 strokes per minute, turning out thousands of parts per hour.
Progressive die systems further reduce waste and cut secondary machining time. Research shows that stamping can lower unit cost by 20–30% compared with CNC machining or casting once production exceeds 10,000 parts.
Sustainability and Recycling
Aluminum can be recycled endlessly without losing quality. Producing recycled aluminum requires only 5% of the energy needed to make new metal and cuts CO₂ emissions by up to 95%.
Many factories now use closed-loop recycling systems, collecting offcuts and scrap directly for remelting. This reduces raw material costs and supports company sustainability goals.
Global Supply Chain and Quality Standards
Most professional stamping plants follow ISO 9001 or IATF 16949 quality systems to ensure process consistency and full traceability. The aluminum supply network is now stable and global, with reliable coil and sheet suppliers across Asia, Europe, and North America.
Advanced factories use real-time monitoring, in-line inspection, and cloud-based SPC systems to detect size drift instantly. These tools help maintain high precision and production speed together.
Design Tips for Aluminum Stamping
Great stamped parts start with thoughtful design. The insights below show how geometry, tolerances, and teamwork translate ideas into manufacturable precision.
Optimizing for Manufacturability
Good stamping design balances geometry, material flow, and die life. Even small CAD details can affect efficiency and tool wear in production.
- Keep proper bend radii. For most alloys, the minimum inside bend radius should be 1–1.5× sheet thickness. For harder alloys like 6061-T6, use 2× thickness to avoid cracking.
- Leave enough hole clearance. Keep holes at least 2× material thickness away from bends to reduce distortion.
- Use rounded corners. Sharp internal angles cause stress buildup and faster die wear; rounded corners last longer.
- Plan for springback. Add 1–2° of overbend for 5052 or 6061 alloys to offset elastic recovery.
Engineer Insight:
Before full production, toolmakers usually run short test batches to measure real springback. Updating bend data from these tests can lower rework rates by up to 30%.
Collaboration Between Design and Manufacturing
Strong coordination between design and production teams ensures smoother, faster, and more economical stamping. A Design for Manufacturability (DFM) review helps detect potential forming issues before committing to tooling.
For example, designers may choose deep housings with sharp corners. Manufacturing engineers might suggest rounded transitions to reduce stress during forming. Modern simulation tools like AutoForm or PAM-STAMP can predict thinning and strain levels within ±10% of real values, helping refine designs before cutting steel for the die.
Design Tip:
Share your 3D models, tolerance needs, and production goals early with your stamping supplier. They can recommend the best press tonnage, die setup, and alloy to cut tooling lead time and cost.
Surface and Finishing Options
Proper finishing enhances both corrosion resistance and visual quality of stamped aluminum parts.
| Finish Type | Purpose | Ideal Applications |
|---|---|---|
| Anodizing | Creates a hard oxide layer for corrosion protection and color options | Outdoor panels, electronics housings |
| Powder Coating | Adds a durable, decorative surface resistant to UV and wear | Appliance covers, enclosures |
| Conversion Coating (Alodine) | Improves conductivity and paint adhesion | Electrical connectors, aerospace parts |
| Mechanical Polishing / Brushing | Improves surface texture and appearance | Consumer products, visible panels |
Engineer Insight:
If the part needs electrical conductivity, avoid full anodizing. Its oxide layer is non-conductive. Instead, use chromate conversion coating for both protection and conductivity.
Conclusion
Aluminum stamping combines precision, scalability, and eco-efficiency in one process. It lets engineers build lighter designs without giving up strength or durability.
Its adaptability is what makes it powerful — serving both high-speed EV lines and small prototype projects. When alloy choice, die setup, and process control align, stamping delivers consistent quality and cost savings.
Want to improve the efficiency and quality of your aluminum stamping projects? Contact our engineering team for a free design or process review. We’ll help you pick the right alloy, tune your forming process, and design tooling built for long-term reliability.
FAQs
What aluminum alloys are best for deep drawing?
Soft and ductile grades like 3003-O and 5052-O work best. They stretch easily without cracking and produce smooth, even walls in deep-drawn parts.
How does aluminum stamping differ from steel stamping?
Aluminum needs about 40–60% less forming force than steel but shows more springback. Tool alignment and die surface finish must be more precise to keep shape accuracy.
Can servo presses improve stamping precision?
Yes. Servo presses allow variable stroke speeds and dwell times. This control reduces springback and helps maintain uniform thickness in stronger alloys.
What are the most common stamping defects and how to prevent them?
Typical defects include wrinkling, tearing, and galling. Use larger corner radii, consistent lubrication, and balanced blank-holder pressure. Cleaning dies often prevents buildup and surface marks.
Is aluminum stamping cost-effective for small batches?
Yes. With modular dies and CNC-controlled presses, aluminum stamping is efficient even for prototypes and short runs. It delivers consistent part accuracy before scaling up to mass production.