
L'emboutissage de l'aluminium est un processus clé dans la fabrication moderne de tôles. Il permet de transformer des tôles d'aluminium plates en pièces solides et précises avec une grande efficacité. Qu'il s'agisse de panneaux de carrosserie automobile, de boîtiers de batterie, de supports industriels ou de cadres électroniques, l'emboutissage de l'aluminium est synonyme de rapidité, de précision et de cohérence.
Les données de l'industrie montrent que le remplacement de l'acier par l'aluminium peut réduire le poids de la carrosserie d'un véhicule jusqu'à 40%, ce qui peut améliorer l'économie de carburant ou l'autonomie des véhicules électriques de 6 à 8%. La conception légère est plus qu'une tendance - c'est une stratégie intelligente pour les économies d'énergie, la performance et la durabilité.
Cet article explique le processus de base, les options de matériaux et les pratiques de conception qui aident les ingénieurs à créer des produits plus légers et plus intelligents.

Comprendre l'emboutissage de l'aluminium
L'emboutissage de l'aluminium transforme les tôles plates en composants précis et durables grâce à une pression et un outillage contrôlés. Cette section explique les principaux types de processus et comment chacun d'entre eux permet d'atteindre la précision et l'efficacité.
Qu'est-ce que l'emboutissage d'aluminium? ?
L'estampage de l'aluminium utilise une presse et une matrice pour façonner ou découper des feuilles d'aluminium plates. Chaque coup de presse applique une force contrôlée qui remodèle le métal sans le faire fondre ni l'usiner.
Les principales opérations sont le découpage, le perçage, le pliage et l'étirage. Dans la production à grande échelle, les matrices progressives combinent ces étapes pour atteindre 60-120 coups par minute tout en conservant des tolérances serrées.
Types d'opérations d'emboutissage de l'aluminium
Différentes installations d'emboutissage répondent à différents objectifs de production - des simples pièces plates aux boîtiers profonds et complexes.
| Méthode | Description | Meilleur cas d'utilisation |
|---|---|---|
| Estampage progressif | Plusieurs opérations se déroulent en une seule ligne continue. | Pièces de grand volume avec des tolérances serrées. |
| Tampon de transfert | Chaque ébauche passe par des matrices séparées avec transfert robotisé. | Composants de grande taille ou à fort encombrement. |
| Dessin en profondeur | Forme des coupes ou des enceintes en étirant la tôle. | Boîtiers de batterie, coques d'appareils. |
| Estampage de formes composées | Coupe et forme en un seul coup de presse. | Pièces de volume moyen et de complexité moyenne. |
| Four-Slide / Multi-Slide | Plusieurs diapositives se plient simultanément dans différentes directions. | Petites pièces électroniques complexes. |
Caractéristiques des matériaux qui influencent l'emboutissage
Le comportement de l'aluminium sous pression détermine la réussite du formage. Voyons pourquoi certains alliages, températures et traitements de surface font toute la différence dans les performances de l'emboutissage.
Pourquoi l'aluminium est idéal pour l'estampage?
L'aluminium allie une résistance légère à une bonne aptitude à la déformation, ce qui en fait un excellent matériau pour l'emboutissage. Sa densité n'est que de 2,7 g/cm³, soit environ un tiers de celle de l'acier, mais sa résistance spécifique reste élevée. Le remplacement de l'acier par l'aluminium permet de réduire le poids jusqu'à 40% tout en conservant la rigidité.
Il forme également une fine couche d'oxyde qui le protège contre la corrosion. La conductivité thermique et électrique élevée de l'aluminium en fait un matériau adapté aux boîtiers et aux systèmes de refroidissement.
D'un point de vue environnemental, l'aluminium recyclé conserve plus de 90% de sa valeur énergétique d'origine, ce qui favorise une production durable.
Alliages d'aluminium couramment utilisés pour l'emboutissage
Le choix de l'alliage approprié permet d'équilibrer la résistance, la formabilité et le coût.
| Alliage | Résistance (MPa) | Formabilité | Applications typiques |
|---|---|---|---|
| 1100-O | 90 | Excellent | Plaques décoratives, réflecteurs |
| 3003-H14 | 130 | Bon | Panneaux CVC, couvercles d'appareils |
| 5052-H32 | 215 | Excellent équilibre | Panneaux automobiles, cadres marins |
| 6061-T6 | 275 | Modéré | Supports structurels, châssis EV |
| 7075-T6 | 505 | Faible | Pièces pour l'aérospatiale et la défense |
Aperçu de l'ingénieur : Le 5052-H32 offre un bon équilibre : il est à la fois solide pour les supports et suffisamment souple pour le formage progressif. Le 6061-T6 nécessite un tonnage plus important et des rayons d'angle plus précis pour éviter les fissures sur les bords.
État des matériaux et traitements de surface
L'état de trempe (O, H12, H32, etc.) influe sur le comportement de l'aluminium pendant le formage. Les tempéraments plus tendres sont plus faciles à étirer mais peuvent se déformer ; les tempéraments plus durs conservent mieux leur forme mais peuvent se fissurer.
Pour contrôler le frottement et prolonger la durée de vie des outils, de nombreuses usines utilisent des lubrifiants à film sec ou des revêtements PVD tels que TiN ou CrN. Après l'emboutissage, les pièces sont souvent anodisées, recouvertes d'un revêtement en poudre ou d'un revêtement de conversion à des fins de protection et d'esthétique.
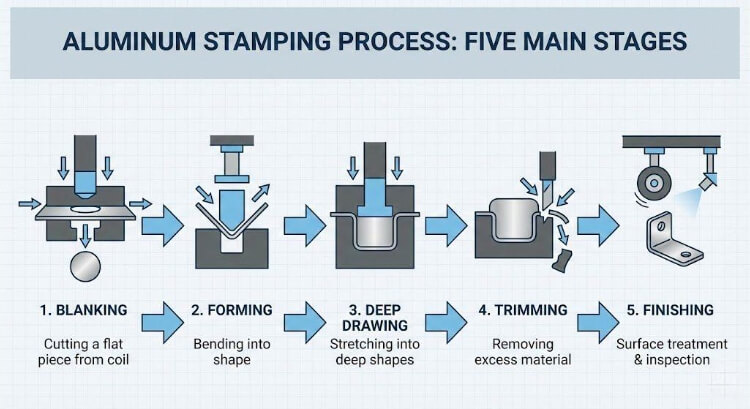
Principales étapes du processus d'emboutissage de l'aluminium
Chaque étape, du découpage à la finition, définit la qualité de la pièce. Voici comment chaque étape du processus contribue à la précision, à la répétabilité et à l'obtention d'une surface lisse.
Découpage et perçage
Le processus d'estampage commence par le découpage, où les tôles d'aluminium sont découpées en formes exactes à l'aide de poinçons et de matrices. Une disposition d'imbrication bien planifiée peut augmenter l'utilisation des matériaux de 15-25%, réduisant ainsi les rebuts et le coût total.
Vient ensuite le perçage, qui consiste à ajouter des trous ou des découpes. Le fait de maintenir le jeu entre le poinçon et la matrice à environ 6-10% de l'épaisseur de la tôle permet d'éviter les bavures et les bords effilés. Lors des passages à grande vitesse, les techniciens vérifient souvent l'affûtage des poinçons et l'alignement des matrices.
Formage et cintrage
Après avoir été découpées, les pièces brutes sont acheminées vers des presses de formage qui leur donnent la forme de contours ou d'angles. En raison de son élasticité, l'aluminium a tendance à revenir légèrement vers sa forme plate après avoir été plié.
Pour y remédier, les ingénieurs utilisent le surpliage ou modifient la géométrie de la matrice. Pour la plupart des alliages, le plus petit rayon de courbure intérieur doit être égal à 1,5 × l'épaisseur de la tôle ; pour le 6061-T6, il peut être égal à 2 ×.
Dessin et monnayage
L'emboutissage profond transforme des ébauches plates en pièces en forme de coupelles ou de coquilles. Des rayons lisses, une pression constante sur le porte-plaquette et une lubrification constante sont les principaux facteurs qui empêchent les plis ou les déchirures.
Les résultats de la simulation montrent que la pression d'équilibrage peut réduire la variation de la profondeur de tirage jusqu'à 30% par rapport au contrôle manuel.
Le monnayage est généralement la dernière étape de précision. Il permet d'affiner les bords, d'aplanir les surfaces et d'améliorer les zones d'étanchéité, ce qui est idéal pour les boîtiers électroniques ou étanches aux fluides.
Ébarbage, ébarbage et finition
Les pièces formées sont ébarbées pour éliminer l'excès de métal et ébavurées pour lisser les bords. Le brossage et la finition vibratoire automatisés permettent d'obtenir des résultats uniformes à l'échelle.
La finition de la surface peut inclure l'anodisation, le revêtement par poudre ou le revêtement par conversion chimique, en fonction de l'utilisation de la pièce. Ces traitements protègent contre la corrosion, améliorent l'apparence ou préservent la conductivité électrique.
Défis du processus et considérations techniques
Même les fabricants expérimentés sont confrontés à des défis uniques avec l'aluminium. Les sections suivantes décrivent les problèmes courants et les stratégies éprouvées pour obtenir des résultats de formage cohérents.
Problèmes typiques de l'emboutissage de l'aluminium
| Défaut | Cause première | Résultat sur la pièce |
|---|---|---|
| Rides | Contrainte de compression inégale lors de l'emboutissage | Flancs ondulés |
| Craquage | Etirement excessif ou faible rayon de courbure | Déchirure des bords |
| Galling | Collage de métal entre la matrice et la feuille | Marquage de la surface |
| Dos d'âne | Reprise d'élasticité après pliage | Changements d'angle |
| Marques de surface | Filières encrassées ou pression trop élevée | Défauts esthétiques |
Stratégies pour surmonter les défauts
- Améliorer la géométrie des filières : Augmenter les rayons de congés et polir les coins des matrices. Même un changement de rayon de 1 mm peut prolonger la durée de vie de l'outil de 25%.
- Utiliser une lubrification appropriée : Appliquer des lubrifiants à film sec ou des revêtements PVD tels que TiN ou CrN pour réduire les frottements.
- Contrôle de la pression du porte-étiquette : Les systèmes d'asservissement ajustent automatiquement la pression pour maintenir un flux de matériau régulier.
- Ajuster la température : Préchauffer l'aluminium à 120-150°C pour rendre les alliages durs plus faciles à mettre en forme.
- Combiner la simulation avec le SPC : Utiliser la simulation du formage et le contrôle statistique des processus pour détecter les erreurs à un stade précoce.
Tolérance et contrôle dimensionnel
Les pièces en aluminium embouties ont souvent une précision de ±0,05 mm à ±0,10 mm. Pour y parvenir, les presses utilisent un contrôle de la force en temps réel et un étalonnage régulier des matrices.
Les changements de température ou d'épaisseur de la feuille peuvent modifier lentement les tolérances. Les servopresses modernes peuvent ajuster automatiquement la hauteur de fermeture et la course pour corriger ce phénomène, ce qui permet d'améliorer les rendements jusqu'à 40% par rapport aux systèmes manuels.
Applications dans tous les secteurs d'activité
L'emboutissage de l'aluminium est le moteur de l'innovation dans de nombreux secteurs. Découvrez comment il permet de fabriquer des produits plus légers, plus résistants et plus efficaces, des véhicules aux systèmes aérospatiaux.
Composants pour l'automobile et les véhicules électriques
Les secteurs de l'automobile et des véhicules électriques dépendent fortement de l'emboutissage de l'aluminium pour atteindre les objectifs de construction légère et de durabilité. Le remplacement de l'acier par l'aluminium peut réduire le poids total des véhicules de 15 à 201 TTP3, améliorer l'économie de carburant de 6 à 81 TTP3 et augmenter l'autonomie des VE de 10 à 121 TTP3.
Les pièces en aluminium estampé comprennent les panneaux de carrosserie, les boîtiers de batterie, les boîtes de protection, les boucliers thermiques et les supports. Ces composants offrent une résistance à la corrosion, une solidité et une durabilité qui leur permettent de fonctionner de manière fiable, même en cas de vibrations ou de cycles thermiques.
Électronique et appareils grand public
Dans le domaine de l'électronique, l'estampage de l'aluminium permet d'obtenir des designs fins, solides et attrayants - parfaits pour les châssis d'ordinateurs portables, les boîtiers de LED et les boîtiers d'appareils de communication. Sa conductivité thermique permet d'évacuer naturellement la chaleur, réduisant ainsi le besoin de composants de refroidissement supplémentaires.
L'aluminium estampé offre également Blindage EMI/RFILa finition de surface, comme l'anodisation et le revêtement de conversion, améliore l'apparence et la résistance à la corrosion, ajoutant une durabilité aux produits haut de gamme. Les finitions de surface telles que l'anodisation et le revêtement de conversion améliorent à la fois l'aspect et la résistance à la corrosion, ajoutant ainsi de la durabilité aux produits haut de gamme.
Équipements aérospatiaux et industriels
Dans l'aérospatiale, l'emboutissage de l'aluminium est utilisé pour les supports, les conduits, les plaques de montage et les boîtiers d'instruments. Les alliages à haute résistance tels que le 2024-T3 et le 7075-T6 atteignent des résistances à la traction supérieures à 450 MPa, ce qui permet de maintenir la rigidité des pièces tout en réduisant le poids de près de deux tiers par rapport à l'acier.
Les composants estampés font souvent l'objet d'un usinage CNC ou d'une inspection CMM afin de répondre aux normes strictes de précision de l'aérospatiale.
Dans les machines industrielles, l'estampage de l'aluminium est courant pour les boîtiers de moteurs, les panneaux de ventilation et les cadres d'armoires. Il résiste à l'oxydation et réduit les besoins d'entretien, ce qui contribue à prolonger la durée de vie des équipements.

Considérations économiques et environnementales
L'efficacité et la durabilité vont de pair dans la fabrication moderne. Voyons comment l'emboutissage de l'aluminium permet d'équilibrer les coûts de production et la responsabilité environnementale à long terme.
Rentabilité de la production
L'emboutissage de l'aluminium offre un excellent équilibre entre le coût et la performance, en particulier pour les grandes séries. Même si les tôles d'aluminium coûtent plus cher que l'acier doux au kilogramme, l'emboutissage à grande vitesse et la longue durée de vie des matrices compensent cette dépense. Les presses modernes fonctionnent à 80-120 coups par minute, produisant des milliers de pièces par heure.
Les systèmes de matrices progressives réduisent encore les déchets et le temps d'usinage secondaire. Les études montrent que l'emboutissage peut réduire le coût unitaire de 20 à 30% par rapport à l'usinage CNC ou au moulage dès que la production dépasse 10 000 pièces.
Durabilité et recyclage
L'aluminium peut être recyclé à l'infini sans perte de qualité. La production d'aluminium recyclé ne nécessite que 5% de l'énergie nécessaire à la fabrication du métal neuf et réduit les émissions de CO₂ de 95%.
De nombreuses usines utilisent désormais des systèmes de recyclage en circuit fermé, collectant les chutes et les déchets directement pour les refondre. Cela permet de réduire les coûts des matières premières et de soutenir les objectifs de développement durable de l'entreprise.
Chaîne d'approvisionnement mondiale et normes de qualité
La plupart des usines d'emboutissage professionnelles suivent les systèmes de qualité ISO 9001 ou IATF 16949 pour garantir la cohérence des processus et une traçabilité totale. Le réseau d'approvisionnement en aluminium est désormais stable et mondial, avec des fournisseurs de bobines et de tôles fiables en Asie, en Europe et en Amérique du Nord.
Les usines de pointe utilisent la surveillance en temps réel, l'inspection en ligne et les systèmes SPC basés sur le cloud pour détecter instantanément les dérives de taille. Ces outils permettent de maintenir une grande précision et une vitesse de production élevée.
Conseils de conception pour l'emboutissage de l'aluminium
Les grandes pièces estampées commencent par une conception réfléchie. Les exemples ci-dessous montrent comment la géométrie, les tolérances et le travail d'équipe transforment les idées en précision manufacturable.
Optimisation de la fabrication
Une bonne conception de l'emboutissage permet d'équilibrer la géométrie, le flux de matériaux et la durée de vie des outils. Même de petits détails de CAO peuvent affecter l'efficacité et l'usure des outils en production.
- Respecter les rayons de courbure appropriés. Pour la plupart des alliages, le rayon de courbure intérieur minimal doit être de 1 à 1,5 fois l'épaisseur de la tôle. Pour les alliages plus durs comme le 6061-T6, il faut utiliser 2 fois l'épaisseur pour éviter les fissures.
- Laisser un espace suffisant entre les trous. Maintenir les trous à au moins 2× l'épaisseur du matériau à l'écart des courbes pour réduire les déformations.
- Utilisez des coins arrondis. Les angles internes aigus provoquent une accumulation de contraintes et une usure plus rapide des matrices ; les angles arrondis durent plus longtemps.
- Prévoir le retour élastique. Ajouter 1 à 2° de dépassement pour les alliages 5052 ou 6061 afin de compenser la reprise élastique.
Aperçu de l'ingénieur :
Avant la production complète, les fabricants d'outils effectuent généralement de courts lots d'essai pour mesurer le retour élastique réel. La mise à jour des données de pliage à partir de ces tests peut réduire les taux de reprise jusqu'à 30%.
Collaboration entre la conception et la fabrication
Une coordination étroite entre les équipes de conception et de production garantit un emboutissage plus fluide, plus rapide et plus économique. Un examen de la conception pour la fabrication (DFM) permet de détecter les problèmes potentiels de formage avant de s'engager dans l'outillage.
Par exemple, les concepteurs peuvent choisir des boîtiers profonds avec des angles aigus. Les ingénieurs de fabrication peuvent suggérer des transitions arrondies pour réduire les contraintes lors du formage. Les outils de simulation modernes comme AutoForm ou PAM-STAMP peuvent prédire l'amincissement et les niveaux de déformation à ±10% des valeurs réelles, ce qui permet d'affiner les conceptions avant de découper l'acier pour la matrice.
Conseil de conception :
Partagez vos modèles 3D, vos besoins en matière de tolérance et vos objectifs de production avec votre fournisseur de services d'emboutissage. Il pourra vous recommander le meilleur tonnage de presse, la meilleure configuration de matrice et le meilleur alliage pour réduire les délais et les coûts d'outillage.
Options de surface et de finition
Correct finition améliore à la fois la résistance à la corrosion et la qualité visuelle des pièces en aluminium embouti.
| Type de finition | Objectif | Applications idéales |
|---|---|---|
| Anodisation | Crée une couche d'oxyde dur pour la protection contre la corrosion et les options de couleur. | Panneaux extérieurs, boîtiers électroniques |
| Revêtement par poudre | Ajoute une surface décorative durable, résistante aux UV et à l'usure. | Couvercles et boîtiers d'appareils |
| Revêtement de conversion (alodine) | Améliore la conductivité et l'adhérence de la peinture | Connecteurs électriques, pièces pour l'aérospatiale |
| Polissage mécanique / brossage | Améliore la texture et l'aspect de la surface | Produits de consommation, panneaux visibles |
Aperçu de l'ingénieur :
Si la pièce a besoin d'une conductivité électrique, il faut éviter l'anodisation complète. Sa couche d'oxyde n'est pas conductrice. Utilisez plutôt un revêtement de conversion au chromate pour assurer à la fois la protection et la conductivité.
Conclusion
L'emboutissage de l'aluminium allie précision, évolutivité et éco-efficacité en un seul processus. Il permet aux ingénieurs de concevoir des produits plus légers sans renoncer à la résistance ou à la durabilité.
Sa capacité d'adaptation est ce qui fait sa force - elle sert aussi bien les lignes EV à grande vitesse que les petits projets de prototypes. Lorsque le choix de l'alliage, la configuration de la matrice et le contrôle du processus sont alignés, l'emboutissage offre une qualité constante et permet de réaliser des économies.
Vous souhaitez améliorer l'efficacité et la qualité de vos projets d'emboutissage d'aluminium ? Contactez notre équipe d'ingénieurs pour un examen gratuit de la conception ou du processus. Nous vous aiderons à choisir le bon alliage, à mettre au point votre processus de formage et à concevoir un outillage conçu pour une fiabilité à long terme.
FAQ
Quels sont les meilleurs alliages d'aluminium pour l'emboutissage ?
Les nuances douces et ductiles telles que 3003-O et 5052-O sont les plus efficaces. Ils s'étirent facilement sans se fissurer et produisent des parois lisses et régulières dans les pièces embouties.
En quoi l'emboutissage de l'aluminium diffère-t-il de l'emboutissage de l'acier ?
L'aluminium nécessite environ 40-60% de force de formage en moins que l'acier, mais présente un retour élastique plus important. L'alignement de l'outil et la finition de la surface de la matrice doivent être plus précis pour maintenir la précision de la forme.
Les servopresses peuvent-elles améliorer la précision de l'emboutissage ?
Oui, les servopresses permettent de varier les vitesses de course et les temps d'arrêt. Ce contrôle réduit le retour élastique et aide à maintenir une épaisseur uniforme dans les alliages plus résistants.
Quels sont les défauts d'estampage les plus courants et comment les éviter ?
Les défauts typiques sont les plis, les déchirures et le grippage. Utilisez des rayons d'angle plus grands, une lubrification constante et une pression équilibrée du porte-plaquette. Le nettoyage des matrices permet souvent d'éviter les accumulations et les marques de surface.
L'emboutissage de l'aluminium est-il rentable pour les petites séries ?
Oui. Grâce aux matrices modulaires et aux presses à commande numérique, l'emboutissage de l'aluminium est efficace, même pour les prototypes et les petites séries. Il permet d'obtenir une précision constante des pièces avant de passer à la production de masse.