
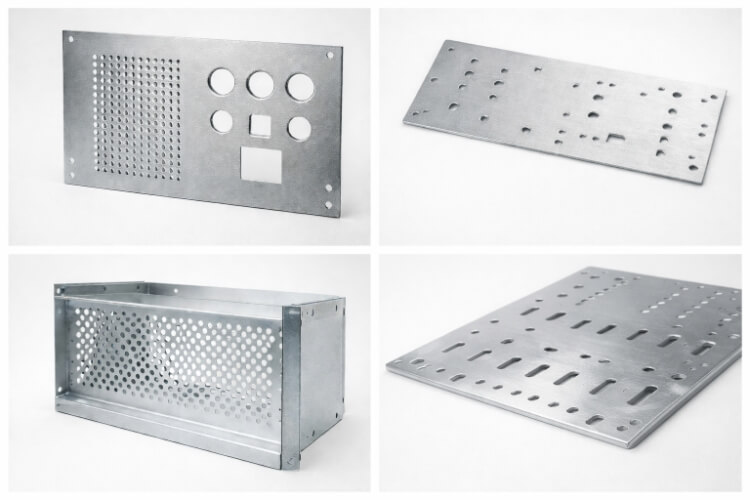
Ogni fabbrica di lamiere dipende da un processo più di ogni altro: la punzonatura. È utilizzata per molti scopi, come la realizzazione di fori di ventilazione nelle custodie per batterie EV, di scanalature di montaggio per pannelli di controllo o di schemi di fissaggio per telai industriali. La punzonatura dei metalli offre risultati rapidi e precisi a costi contenuti.
La punzonatura utilizza un punzone e uno stampo temprati per applicare una forza a una lamiera piatta. Quando la forza è superiore alla resistenza al taglio del materiale, il metallo si rompe in modo netto, formando un foro o un ritaglio della forma desiderata.
Anche se il taglio laser e il taglio a getto d'acqua stanno diventando sempre più comuni, la punzonatura rimane l'opzione più efficiente per la produzione di grandi volumi. Offre un'eccellente ripetibilità, un basso costo per pezzo e si adatta bene alle operazioni di piegatura, formatura e saldatura in officina.
Per ingegneri e progettisti, capire come funziona la punzonatura è fondamentale per ottenere bordi precisi e puliti e una lunga durata degli utensili. Il gioco dell'utensile, il calcolo della forza e l'allineamento della pressa giocano tutti un ruolo importante nel risultato finale.

Come funziona il processo di punzonatura delle lamiere?
La punzonatura della lamiera è un processo di taglio controllato tra un punzone e una matrice. La lamiera viene bloccata saldamente e la pressa esegue un singolo colpo che taglia il metallo. Ogni colpo crea un foro nel pezzo da lavorare e un pezzo di lamiera (il pezzo rimosso). La precisione dipende dall'affilatura dell'utensile, dal gioco e dall'allineamento della pressa.
Ciclo passo-passo
- Serraggio e posizionamento - La lastra viene spostata in posizione e bloccata saldamente.
- Colpo di punzone - Il punzone si sposta verso il basso e preme il metallo nell'apertura dello stampo.
- Deformazione elastica e plastica - Il metallo prima si piega leggermente, poi si trancia una volta che la tensione supera il punto di snervamento.
- Frattura ed espulsione - Il materiale si separa in modo netto. Il proiettile cade attraverso lo stampo e il punzone si ritrae per la corsa successiva.
Un bordo punzonato presenta quattro zone: rollover, brunitura, frattura e bava. La regolazione del gioco tra il punzone e la matrice aiuta a ridurre le bave e a creare un bordo più liscio.
Variazioni di processo
Ogni operazione ha uno scopo specifico: ventilazione, montaggio o alleggerimento. Molte configurazioni della pressa possono combinare diverse azioni in un'unica corsa per migliorare l'efficienza.
Attrezzature utilizzate nella punzonatura dei metalli
La giusta combinazione di macchina e utensile rende la punzonatura efficiente e affidabile. Il tipo di pressa determina la velocità, la precisione e la durata degli utensili.
Stampa meccanica
Una pressa meccanica utilizza un sistema a volano e manovella per fornire colpi rapidi, in genere da 200 a 600 al minuto. È ideale per lamiere sottili e grandi produzioni. Il movimento è preciso e costante, anche se la lunghezza della corsa e la forza sono fisse.
Pressa idraulica
Una pressa idraulica utilizza la pressione del fluido per spingere un pistone, applicando una forza costante per tutta la corsa. Funziona bene per i materiali più spessi o per i lavori combinati formazione e perforazione. È più lenta di una pressa meccanica, ma offre un migliore controllo della profondità e minori vibrazioni.
Pressa a torretta CNC
Le officine moderne utilizzano spesso punzonatrici CNC per lavori flessibili e di alta precisione. Una torretta rotante contiene numerosi punzoni e matrici, consentendo il cambio automatico degli utensili e il movimento controllato dal computer. Queste macchine possono gestire fogli di spessore fino a 6 mm e disporre più parti su un unico foglio per risparmiare materiale.
Considerazioni sui materiali - Comportamento al taglio
Metalli diversi reagiscono in modo diverso alla punzonatura. I fattori chiave sono la duttilità, la durezza e la direzione della grana. La conoscenza di questi fattori aiuta gli ingegneri a scegliere il giusto tonnellaggio, il gioco e il materiale dell'utensile.
Metalli comunemente perforati
Esempio di forza e taglio
La forza di punzonatura (F) può essere trovata utilizzando:
F=L×T×τ
Dove L = perimetro (mm), T = spessore (mm), e τ = resistenza al taglio del materiale (MPa)
Esempio: punzonatura di un foro di 10 mm in acciaio inox da 1 mm (τ ≈ 450 MPa):
F = π × 10 mm × 1 mm × 450 MPa ≈ 14 kN (1,4 tonnellate).
Gli ingegneri spesso aggiungono un fattore di sicurezza di 1,2-1,4× per gestire le variazioni e l'usura.
Comportamento del bordo del materiale
Durante la punzonatura, il foglio passa attraverso tre fasi:
- Deformazione elastica - il foglio si piega sotto pressione.
- Flusso di plastica - Il metallo inizia a cedere lungo il bordo del punzone.
- Propagazione della frattura - le crepe si allargano e il taglio si completa.
Il bordo di taglio presenta solitamente quattro zone: rollover, brunitura, frattura e bava. Un controllo ragionevole del gioco riduce l'area di frattura e una lubrificazione adeguata aiuta a ridurre l'altezza della bava.
Alcuni sistemi avanzati utilizzano la micro-lubrificazione o il raffreddamento ad azoto per controllare il calore durante la punzonatura continua. Ciò è particolarmente utile quando si lavora con alluminio o acciaio inossidabile.
Linee guida per la progettazione e l'ingegnerizzazione - Costruire per la producibilità
Una buona progettazione riduce l'usura degli utensili e migliora la velocità di punzonatura. Considerare la spaziatura, le dimensioni e la forma dei fori già nella fase CAD aiuta a ridurre i costi di produzione.
Forma del foro e dimensioni minime
I fori rotondi si perforano in modo pulito perché le sollecitazioni si distribuiscono in modo uniforme. Le forme non rotonde concentrano le sollecitazioni sugli angoli, logorando più rapidamente gli utensili.
Per migliorare le prestazioni:
- Utilizzo raggi di raccordo ≥ 1,5× spessore.
- Evitare angoli interni acuti (<90°).
- Per i fori più piccoli dello spessore della lamiera, utilizzare la punzonatura pilota, quindi alesare per ottenere la rotondità.
Spaziatura dei fori e distanza dai bordi
Ogni foro praticato indebolisce il materiale circostante. Mantenere una distanza di almeno 2× lo spessore tra i fori e dal foro al bordo. Per un foglio da 1,5 mm, la distanza deve essere di almeno 3 mm. In questo modo si evitano le crepe e si mantiene la planarità.
Tolleranza e controllo qualità - Mantenere la precisione alla velocità di produzione
La precisione nella punzonatura delle lamiere dipende dal controllo, non dalla sola potenza. Una pressa ben messa a punto, utensili affilati e un'alimentazione costante del materiale garantiscono una precisione ripetibile.
Tolleranza dimensionale
Le moderne punzonatrici a controllo numerico sono in grado di mantenere una tolleranza di ±0,1 mm sulle lamiere sottili e di ±0,2 mm su quelle più spesse. Diversi fattori influenzano la stabilità della tolleranza:
- Usura degli utensili: I punzoni opachi causano variazioni nelle dimensioni dei fori e bave più grandi.
- Materiale del dorso a molla: I metalli più duri riprendono leggermente la loro forma dopo la punzonatura.
- Allineamento della macchina: Anche un disassamento di 0,05 mm tra punzone e matrice può modificare il risultato finale.
Una calibrazione regolare mantiene la coerenza delle macchine. L'uso di CMM o di sistemi di allineamento laser aiuta a verificare la precisione. Quando sono necessari accoppiamenti molto stretti, gli ingegneri eseguono spesso un'alesatura secondaria o una rifilatura al laser per perfezionare le dimensioni.
Altezza della fresa e condizioni della superficie
L'altezza della bava è una misura rapida e affidabile delle condizioni dell'utensile. In una produzione stabile, l'altezza della bava dovrebbe essere inferiore a 10% dello spessore della lamiera. Se supera questo limite, di solito significa che il gioco è troppo ampio, il punzone è opaco o la lubrificazione è scarsa.
Per mantenere la qualità della superficie:
- Applicare una lubrificazione costante per ridurre l'attrito.
- Pulire i fogli prima della punzonatura per evitare segni sulla superficie.
- Tracciare l'andamento dell'altezza della bava per pianificare in anticipo la manutenzione dell'utensile.
Riduzione degli scarti di materiale - Nesting intelligente e utilizzo delle lastre
L'uso efficiente dei materiali migliora direttamente il profitto. Nella punzonatura delle lamiere, il nesting intelligente aiuta a massimizzare la resa di ciascuna lamiera e a ridurre gli scarti.
Ottimizzazione del nesting CNC
Il moderno software di punzonatura CNC dispone automaticamente i pezzi per ottimizzare l'uso del materiale. Simula i percorsi di punzonatura, riduce gli spostamenti a vuoto e migliora l'utilizzo della lamiera. Un layout di nesting ben pianificato può migliorare la resa del materiale di 15-25% rispetto alle configurazioni manuali.
Gli ingegneri utilizzano anche la punzonatura in linea comune, in cui due pezzi condividono un unico bordo punzonato. Questo metodo consente di risparmiare materiale e utensili, ma richiede un allineamento preciso per evitare sovrapposizioni o spazi vuoti.
Gestione e riutilizzo dei rottami
Anche i layout più efficienti producono scarti e ritagli. La selezione di materiali preziosi come l'acciaio inossidabile, l'alluminio e il rame consente di riciclare la 80-90%. Un convogliatore o un raccoglitore magnetico sotto lo stampo mantiene pulita l'area di lavoro e impedisce l'accumulo di bava, che potrebbe danneggiare gli utensili.
Vantaggi e limiti della punzonatura dei metalli
Vantaggi
- Alta velocità e produttivitàLe presse meccaniche possono eseguire centinaia di colpi al minuto, ideali per i modelli di fori ripetitivi.
- Coerenza e ripetibilitàUna volta allineata, ogni corsa produce fori identici, garantendo l'accuratezza dei lotti.
- Efficienza dei costiI costi di attrezzaggio vengono recuperati rapidamente su grandi volumi, riducendo le spese per pezzo.
- Versatilità dei materialiFunziona bene con acciaio dolce, acciaio inox, alluminio, ottone e rame con uno spessore di 0,5-6 mm.
- Integrazione dei processiLa punzonatura può essere combinata con la formatura, la goffratura, la maschiatura o la marcatura in un'unica operazione.
Limitazioni
- Limitazioni del progettoOgni forma richiede un proprio punzone e uno stampo, aumentando i tempi di consegna per i progetti unici.
- Formazione della bavaAnche le impostazioni ottimizzate lasciano piccole bave che possono richiedere una rifinitura.
- Limite di spessoreOltre i 6 mm, l'efficienza della punzonatura diminuisce; il taglio al laser o al plasma è più efficace.
- Rumore e vibrazioniLe presse meccaniche producono forti impatti, che spesso necessitano di involucri insonorizzati.
- Tempo di allestimento per piccole tiraturePer lotti brevi o prototipi, il tempo di preparazione può superare i vantaggi della velocità di produzione.
Confronto con altri metodi di taglio
Il metodo di taglio migliore dipende dal progetto del pezzo, dallo spessore e dalla quantità. Ecco come la punzonatura si confronta con il taglio laser e a getto d'acqua:
Applicazioni pratiche della punzonatura dei metalli nella produzione moderna
Il processo di punzonatura delle lamiere è un'operazione chiave in molti settori che richiedono parti metalliche precise e ripetibili. La sua velocità, accuratezza e versatilità lo rendono uno dei metodi di fabbricazione più affidabili.
Involucri elettronici ed elettrici
La punzonatura CNC è utilizzata per realizzare pannelli, alloggiamenti e coperture per prodotti elettrici ed elettronici. Consente di creare rapidamente fori di ventilazione, porte per i cavi e fessure di montaggio con tolleranze ristrette. Questi dettagli sono essenziali sia per la schermatura EMI che per un assemblaggio senza intoppi.
Automotive e trasporti
Nella produzione automobilistica, la punzonatura viene utilizzata per pezzi come staffe, telai di sedili, custodie per batterie e piastre di rinforzo. Grazie alla sua elevata precisione, garantisce un allineamento coerente dei fori in tutti gli assemblaggi, dove anche un errore di 0,1 mm può causare disadattamenti.
Produzione di elettrodomestici e HVAC
Condizionatori d'aria, frigoriferi e sistemi di condotti dipendono dalla punzonatura per creare fori per il flusso d'aria e punti di montaggio. Utilizzando le presse a torretta, le fabbriche possono produrre migliaia di pannelli metallici al giorno con un'impostazione manuale minima.
Attrezzature industriali e telai di macchine
La punzonatura realizza piastre di base, pannelli di montaggio e strutture di supporto per le macchine dell'industria dell'automazione e dell'imballaggio. Negli assemblaggi di grandi dimensioni, questi fori punzonati fungono da punti di riferimento per saldatura, bullonatura o fissaggio meccanico.
Energia rinnovabile e sistemi di alimentazione
La punzonatura viene utilizzata in pannello solare telai, scatole per batterie e alloggiamenti di turbine eoliche. Garantisce una struttura leggera e un'accuratezza costante, fondamentali per i componenti che devono essere esposti all'esterno per lungo tempo.
Conclusione
La punzonatura dei metalli si è evoluta da un processo manuale a un metodo innovativo e guidato dai dati. Le moderne presse CNC utilizzano oggi sensori, servomotori e sistemi di controllo intelligenti per controllare con precisione ogni colpo.
Questa evoluzione mantiene la punzonatura tra i processi di taglio della lamiera più veloci, convenienti e precisi. Collega la forza della produzione tradizionale con la precisione digitale, trasformando semplici fori in elementi chiave che definiscono la qualità dei pezzi.
Se il vostro progetto prevede la punzonatura di precisione della lamiera, la selezione dei materiali o la produzione di piccoli lotti, il nostro team di ingegneri può aiutarvi. Esaminiamo i disegni, calcoliamo le distanze corrette e suggeriamo miglioramenti prima della produzione. Contattate i nostri ingegneri oggi stesso per discutere del vostro progetto.
Domande frequenti
Qual è lo scopo principale della punzonatura dei metalli?
La punzonatura dei metalli forma fori, fessure o forme nella lamiera utilizzando un punzone e uno stampo. È ideale per grandi produzioni che richiedono precisione e velocità costanti.
In che modo la punzonatura è diversa dalla tranciatura?
Nella punzonatura, il foro viene conservato e il pezzo viene sprecato. Nella tranciatura, il foro diventa il pezzo finito e il foglio rimanente è uno scarto. Entrambe le operazioni utilizzano lo stesso tipo di pressa.
Quanto è precisa la punzonatura CNC?
La punzonatura CNC offre una precisione di ±0,1 mm per le lamiere sottili e di ±0,2 mm per quelle più spesse. I risultati dipendono dall'affilatura dell'utensile, dal gioco e dall'allineamento della pressa.
Quali sono le cause delle bave e come si possono ridurre al minimo?
Le bave si formano a causa di utensili usurati o di un gioco non corretto. Il rispetto delle corrette regole di gioco (5-10% dello spessore della lamiera), la lubrificazione e l'affilatura regolare contribuiscono a ridurre le bave.