
L'acciaio inossidabile è noto per la sua resistenza alla ruggine e alla corrosione. Ma anche le leghe migliori possono perdere parte di questa protezione dopo la lavorazione, la saldatura o la lucidatura. Questi passaggi possono lasciare dietro di sé minuscole particelle di ferro o segni di calore che indeboliscono la superficie. È qui che la passivazione diventa importante. Si tratta di un processo chimico che ripristina e rafforza lo strato protettivo naturale dell'acciaio inossidabile.
La passivazione non si limita a pulire il metallo. È un trattamento preciso che influisce direttamente sulla durata dei componenti in acciaio inossidabile in condizioni reali. Dagli strumenti medici alle parti marine, le superfici passivate rimangono pulite più a lungo, resistono meglio alla corrosione e soddisfano standard di qualità più severi.

Che cos'è l'acciaio inossidabile passivato?
La passivazione è un processo chimico che migliora la resistenza alla corrosione dell'acciaio inossidabile. Rimuove il ferro libero e aiuta a formare una pellicola di ossido ricca di cromo sulla superficie. Questo processo non aggiunge un rivestimento né modifica le dimensioni del pezzo. Al contrario, regola la superficie in modo che l'ossigeno possa reagire con il cromo presente nella lega per formare uno strato di ossido sottile e invisibile, solitamente di 1-5 nanometri di spessore.
Questo strato agisce come una barriera che impedisce all'umidità e alle sostanze chimiche di raggiungere il metallo di base. La sua caratteristica migliore è che può ripararsi da solo. Quando viene graffiato, il cromo esposto reagisce con l'ossigeno per ricostruire la pellicola protettiva. Ecco perché un acciaio inossidabile ben passivato può durare anni senza arrugginire.
Come funziona il processo?
La passivazione ha due azioni principali: la pulizia e l'ossidazione.
- La fase di pulizia rimuove oli, polvere di lavorazione e particelle di ferro utilizzando soluzioni acide controllate.
- La fase di ossidazione avviene naturalmente quando il cromo reagisce con l'ossigeno per ricostruire la pellicola protettiva.
Perché l'acciaio inossidabile ha bisogno di passivazione?
Anche le leghe più pregiate perdono protezione durante la fabbricazione. Scoprite come la contaminazione di produzione indebolisce la resistenza alla corrosione e perché il ripristino chimico è la chiave della durata.
Contaminazione superficiale durante la fabbricazione
Anche l'acciaio inossidabile di alta qualità può essere contaminato durante la lavorazione. Processi come la rettifica, taglio, e saldatura possono lasciare tracce di acciaio al carbonio o creare macchie di calore. Queste aree possono successivamente sviluppare macchie di ruggine se esposte all'aria o all'umidità.
Ad esempio, un pezzo in acciaio inox 304L può sembrare perfetto dopo la saldatura, ma se la saldatura non viene pulita e passivata, può arrugginire in sole 48 ore durante i test in nebbia salina. Non si tratta di un difetto del metallo, ma di un problema di chimica superficiale.
Ripristino dello strato protettivo di cromo
La passivazione pulisce la superficie e ripristina l'equilibrio cromo-ferro. Quando il livello di cromo è almeno 1,5 volte superiore a quello del ferro, la superficie diventa molto più resistente alla corrosione.
Negli studi ASTM A380, l'acciaio inossidabile 316L passivato ha resistito per oltre 96 ore ai test in nebbia salina senza presentare ruggine, mentre i campioni non trattati hanno mostrato uno scolorimento entro un giorno. Questa differenza è fondamentale nelle applicazioni alimentari, mediche e farmaceutiche, dove sono richieste superfici pulite e resistenti.
Metodi chimici e fasi del processo
La passivazione si basa su una chimica attentamente bilanciata e sul controllo del processo. In questa sede analizziamo gli acidi, il flusso di lavoro e i parametri più comuni che garantiscono una protezione costante della superficie.
Acidi di passivazione comuni
Per la passivazione dell'acciaio inossidabile si utilizzano due sostanze chimiche principali: l'acido nitrico e l'acido citrico.
- Passivazione con acido nitrico: Questo metodo tradizionale utilizza forti ossidanti per rimuovere il ferro libero e ricostruire la pellicola di ossido. Funziona rapidamente e soddisfa gli standard più vecchi, come AMS 2700 Tipo II. Tuttavia, rilascia gas ossido di azoto (NOx) e richiede una forte ventilazione per la sicurezza.
- Passivazione con acido citrico: È un metodo più recente ed ecologico. Utilizza l'acido citrico per legare e rimuovere delicatamente le particelle di ferro, senza fumi tossici. Secondo la norma ASTM A967 Tipo VI, l'acido citrico può ridurre i costi di smaltimento dei rifiuti fino a 70%, mantenendo la stessa resistenza alla corrosione dell'acido nitrico.
Poiché sempre più fabbriche si concentrano sulla sicurezza e sull'ambiente, la passivazione dell'acido citrico sta diventando la scelta preferita.
Flusso di lavoro tipico del processo
- Pre-pulizia e sgrassaggio: Rimuovere olio, grasso e particelle utilizzando detergenti alcalini o vasche a ultrasuoni.
- Immersione in acido: Immergere i pezzi in acido nitrico o citrico per 20-30 minuti a 25-60°C, a seconda della lega.
- Risciacquo e neutralizzazione: Risciacquare con acqua deionizzata e utilizzare un risciacquo alcalino delicato per neutralizzare i residui acidi.
- Asciugatura e ispezione: Asciugare le parti e verificare che la superficie sia pulita e uniforme.
Ogni fattore - forza acida, temperatura e tempo di ammollo - deve essere controllato con attenzione. Tempi brevi possono lasciare tracce di ferro, mentre tempi lunghi possono opacizzare la superficie. I sistemi automatizzati con controllo del pH e della temperatura mantengono il processo entro limiti di sicurezza.
Parametri e standard di processo chiave
Tre fattori influenzano la qualità della passivazione:
- Temperatura: Le temperature più elevate rendono le reazioni più rapide, ma possono opacizzare la superficie.
- Concentrazione di acido: In genere 10-25% nitrico o 4-10% citrico, a seconda del grado.
- Tempo: Di solito 15-45 minuti, sufficienti a garantire uno strato protettivo uniforme.
Per garantire la qualità, gli ingegneri utilizzano standard come ASTM A967, ASTM A380 e AMS 2700. Questi definiscono gli acidi approvati, i tempi di sosta e i metodi di prova.
Microstruttura e chimica di superficie
La passivazione trasforma l'acciaio inossidabile a livello microscopico. Questa sezione esplora come lo strato di ossido di cromo si forma, si adatta e mantiene la sua resistenza alla corrosione autorigenerante.
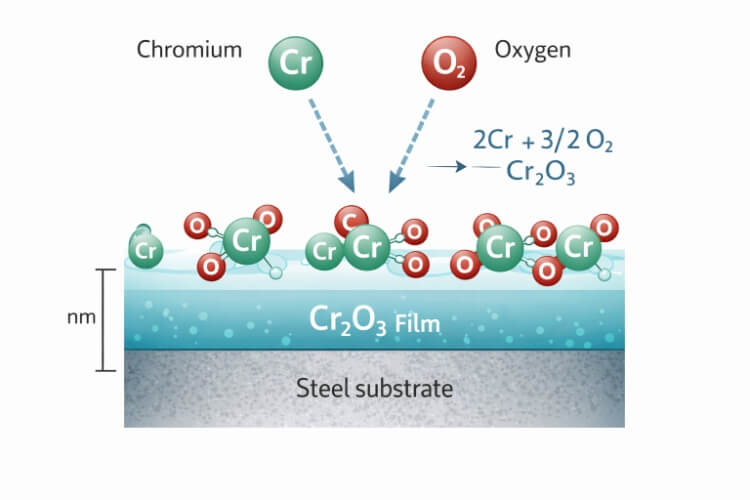
Formazione del film passivo
Alla base della resistenza alla corrosione dell'acciaio inossidabile c'è uno strato molto sottile chiamato film di ossido di cromo (Cr₂O₃). Quando l'acciaio inossidabile viene sottoposto a passivazione, il cromo presente nella lega reagisce con l'ossigeno formando questo strato. Sebbene sia spesso solo 1-5 nanometri, è estremamente denso e stabile. Questa pellicola invisibile protegge il metallo di base dall'attacco di ossigeno, umidità e cloruri.
A differenza della ruggine a scaglie (Fe₂O₃) che compare sull'acciaio al carbonio, l'ossido di cromo non è reattivo e si autoripara. Quando viene graffiato, il nuovo cromo vicino alla superficie reagisce con l'ossigeno per ricostruire lo strato quasi istantaneamente. Questa reazione naturale mantiene l'acciaio inossidabile pulito, brillante e resistente alla corrosione per molti anni.
Influenza della composizione della lega
L'efficacia della passivazione dipende fortemente dalla composizione chimica della lega.
- Gradi austenitici (304, 316): Contengono alti livelli di cromo (18-20%) e nichel (8-10%), che creano una pellicola di ossido liscia e uniforme. Il grado 316 comprende anche il molibdeno (2-3%), che migliora la resistenza alla corrosione da cloruri, ideale per usi marini e chimici.
- Gradi ferritici (430): Hanno livelli di nichel più bassi, il che li rende più inclini all'ossidazione. È necessario un controllo accurato durante la passivazione per evitare l'incisione.
- Gradi martensitici (410, 420): Sono più duri e meno ricchi di cromo. Richiedono una pulizia supplementare e acidi più blandi per evitare la vaiolatura.
I test condotti con SEM-EDS e XPS mostrano che il rapporto cromo/ferro (Cr/Fe) sulla superficie determina la resistenza alla corrosione. Un rapporto superiore a 1,5 offre una forte protezione, mentre le superfici non trattate o scarsamente passivate spesso si aggirano intorno a 1,0.
Effetto della finitura superficiale
Anche la struttura della superficie gioca un ruolo importante nella formazione dello strato di ossido. Le finiture lisce, lucide o elettrolucidate offrono meno spazi per la raccolta di sporco o ferro, consentendo la formazione di un film protettivo più uniforme. Le finiture più ruvide, come le superfici lavorate o sabbiate, intrappolano le particelle microscopiche e richiedono un trattamento acido più lungo o più forte.
Per le apparecchiature alimentari e farmaceutiche, la combinazione di lucidatura e passivazione consente di ottenere una rugosità superficiale (Ra) ≤ 0,8 µm, che soddisfa i requisiti di igiene e durata.
Controllo e verifica della qualità
I test confermano che la passivazione ha funzionato davvero. Scoprite i metodi di ispezione analitica e visiva utilizzati dagli ingegneri per confermare l'integrità e l'equilibrio chimico del film protettivo.
Verifica dell'efficacia della passivazione
La qualità della passivazione deve essere verificata attraverso test misurabili, non solo in apparenza. I metodi di prova più comuni includono:
Test di rottura dell'acqua
Una superficie completamente pulita e passiva lascia scorrere l'acqua in modo uniforme. Se l'acqua forma delle gocce, la superficie è ancora contaminata. Questo semplice test è utile per effettuare controlli rapidi.
Test al solfato di rame (ASTM A967)
La superficie viene strofinata o immersa in una soluzione di solfato di rame per alcuni minuti. Se si formano depositi di rame, significa che è ancora presente ferro libero. I risultati sono visibili entro 10 minuti.
Test di nebbia salina/umidità (ASTM B117)
I campioni vengono esposti a una nebbia salina per 24-96 ore. Le parti correttamente passivate rimangono lucide, mentre quelle non trattate mostrano ruggine nel giro di poche ore.
Analisi avanzata
Per settori come quello aerospaziale e dei semiconduttori, la spettroscopia di fotoelettroni a raggi X (XPS) e la spettroscopia di elettroni Auger (AES) misurano lo spessore e la composizione chimica dell'ossido a livello nanometrico.
Questi test confermano che la chimica della superficie si è spostata da ricca di ferro a ricca di cromo - il segno chiave di una passivazione riuscita.
Ispezione visiva e analitica
L'ispezione visiva è il primo passo per la qualità. Una superficie passivata correttamente deve apparire uniforme, senza macchie, punti opachi o striature. Per i pezzi di precisione, i microscopi ottici o gli analizzatori digitali possono rilevare piccole contaminazioni.
La misurazione del rapporto Cr/Fe aggiunge un ulteriore livello di prova. Una ricerca del Journal of Materials Processing Technology mostra che, dopo un'adeguata passivazione, il rapporto sull'acciaio inossidabile 316L può aumentare fino a 2,0-2,5, quasi raddoppiando la resistenza alla corrosione rispetto alle parti non trattate.
Documentazione e controllo dei processi
La coerenza è fondamentale quanto la chimica. Le industrie aerospaziali e mediche seguono gli standard AMS 2700 e ASTM A967 che registrano:
- Tipo di materiale e numero di lotto
- Tipo di acido, concentrazione e temperatura
- Tempo di immersione e qualità dell'acqua di risciacquo
- Risultati dei test e dettagli dell'ispettore
Questa tracciabilità supporta gli audit ISO 9001 e FDA, dimostrando che ogni lotto soddisfa gli standard di resistenza alla corrosione.

Principali applicazioni industriali
L'acciaio inossidabile passivato è fondamentale quando la corrosione o la pulizia influiscono direttamente sulle prestazioni:
- Cibo e bevande: Tubazioni, serbatoi e raccordi che devono resistere agli acidi e ai detergenti.
- Medico e farmaceutico: Strumenti chirurgici e impianti che necessitano di superfici sterili e lisce.
- Aerospaziale e automobilistico: Bulloni, sensori e linee esposti a calore, umidità e vibrazioni.
- Elettronica e semiconduttori: Apparecchi e alloggiamenti in cui anche la ruggine minore può causare guasti.
Una passivazione adeguata non solo previene la corrosione, ma garantisce anche la conformità e l'affidabilità a lungo termine.
Considerazioni sull'ambiente e sulla sicurezza
Con l'aumentare dell'importanza della sostenibilità, i produttori stanno ripensando i trattamenti acidi tradizionali. Questa sezione confronta le alternative più ecologiche e il modo in cui i sistemi moderni migliorano la sicurezza e l'efficienza.
Impatto ambientale dei diversi acidi
Il passaggio dall'acido nitrico all'acido citrico ha cambiato il modo in cui i produttori gestiscono la sostenibilità. L'acido nitrico reagisce rapidamente, ma rilascia ossidi di azoto (NOx), gas nocivi che richiedono una costosa ventilazione e la neutralizzazione chimica. Una gestione inadeguata può anche portare alla contaminazione dell'aria o dell'acqua.
L'acido citrico offre una soluzione più pulita. È biodegradabile, non tossico e funziona bene a una concentrazione di 4-10%, rispetto alle 20% o più dell'acido nitrico. I test condotti secondo la norma ASTM A967 Tipo VI dimostrano che l'acido citrico può ridurre i rifiuti pericolosi fino a 70%, eguagliando o addirittura migliorando la resistenza alla corrosione. Molti impianti certificati ISO 14001 ora preferiscono la passivazione con acido citrico per il suo equilibrio tra prestazioni, sicurezza e responsabilità ambientale.
Precauzioni per la sicurezza e la manipolazione dei lavoratori
Anche gli acidi sicuri richiedono una manipolazione accurata. Gli operatori devono utilizzare guanti, schermi facciali e grembiuli resistenti alle sostanze chimiche. Le postazioni di lavoro devono comprendere cappe o vasche chiuse per ridurre l'esposizione ai vapori. Molti impianti moderni utilizzano sistemi di passivazione automatizzati con camere chiuse, controllo della temperatura e monitoraggio del pH. Questi sistemi proteggono i lavoratori e garantiscono la coerenza del processo entro ±5%.
Le soluzioni usate vengono neutralizzate con bicarbonato di sodio o idrossido di calcio prima dello smaltimento. Controlli continui del pH garantiscono la conformità agli standard EPA e REACH. Aggiungendo la neutralizzazione dei rifiuti e il riciclo delle acque di risciacquo, i produttori possono ridurre lo scarico totale di circa 40%, in base ai risultati ottenuti dagli impianti di trattamento delle superfici.
Conclusione
La passivazione è molto più di una finitura superficiale. È un processo chiave che garantisce che l'acciaio inossidabile rimanga forte e resistente alla corrosione. Rimuovendo il ferro libero e ricostruendo una pellicola stabile di ossido di cromo, trasforma l'acciaio inossidabile in un materiale veramente affidabile per un uso a lungo termine.
Se eseguita secondo standard come ASTM A967, ASTM A380 o AMS 2700, la passivazione migliora la resistenza alla nebbia salina, la pulizia della superficie e la durata dei pezzi. Per i produttori, ciò significa meno guasti, meno manutenzione e maggiore fiducia nei prodotti.
Siete pronti a migliorare i vostri componenti in acciaio inossidabile? Scoprite come il supporto professionale per la passivazione può migliorare le prestazioni superficiali, prolungare la durata di vita e garantire che ogni pezzo sia conforme alle specifiche. Raggiungeteci oggi per discutere il vostro progetto con il nostro team tecnico.
Domande frequenti
Qual è la differenza tra pulizia e passivazione?
La pulizia rimuove oli e sporcizia. La passivazione rimuove il ferro incorporato e ricostruisce lo strato di ossido di cromo che impedisce la corrosione.
Con quale frequenza i pezzi devono essere ripassivati?
Di solito solo una volta, subito dopo la fabbricazione. Le parti sottoposte a pulizia abrasiva o a riparazioni di saldatura possono richiedere un nuovo trattamento.
Si possono passivare tutti i tipi di acciaio inossidabile?
Sì. I gradi austenitici (304, 316) rispondono meglio, mentre i tipi ferritici e martensitici necessitano di acidi più blandi e di un controllo più stretto.
La passivazione con acido citrico è efficace quanto quella con acido nitrico?
Sì. I test ASTM confermano una protezione dalla corrosione uguale o migliore, con minori rischi per la sicurezza e l'ambiente.
Come posso verificare se la passivazione è riuscita?
I test di base sul campo, come il test della rottura dell'acqua o del solfato di rame, mostrano la pulizia della superficie. Per i pezzi di alta precisione, i test di laboratorio come l'XPS o l'analisi salt-spray confermano la qualità dell'ossido e il rapporto Cr/Fe.