
La serigrafia su metallo è un processo che trasferisce l'inchiostro su una superficie metallica attraverso un retino. Viene utilizzato principalmente per aggiungere loghi, testi, simboli e grafiche semplici a parti metalliche.
Lo si vede spesso su pannelli di controllo, involucri, targhette, coperture e altre parti che richiedono marcature chiare e durevoli. Funziona bene per i colori solidi e per la produzione ripetuta, motivo per cui è ancora ampiamente utilizzato nella fabbricazione dei metalli.
A prima vista, il processo sembra semplice. Nella produzione reale, il risultato dipende da molto di più dell'applicazione dell'inchiostro su una superficie. Le condizioni della superficie, il tipo di inchiostro, il metodo di polimerizzazione, la forma del pezzo e l'area di stampa influiscono sulla nitidezza della stampa, sulla sua tenuta e sulla sua coerenza da un lotto all'altro.
Questo articolo si concentra sui casi in cui questo processo funziona bene, sugli aspetti che influenzano la qualità di stampa e sui limiti da considerare prima di passare alla produzione. Vengono inoltre analizzate le situazioni in cui un altro metodo di marcatura può essere un'opzione migliore.

Dove è comunemente usata la serigrafia?
La serigrafia è tipicamente utilizzata per le parti metalliche che richiedono marcature visive chiare e resistenti all'usura. Nonostante la disponibilità di opzioni di stampa digitale, rimane un processo standard per l'hardware industriale e commerciale.
Parti comuni che utilizzano la serigrafia
Il processo funziona bene per i pezzi esposti a manipolazioni regolari o a condizioni ambientali specifiche. Le applicazioni più comuni includono:
- Contenitori e telai personalizzati: Server a rack, chassis per GPU e alloggiamenti per apparecchiature.
- Pannelli frontali e frontalini: Schede di controllo, apparecchiature di test e interfacce per dispositivi medici.
- Targhette e cartellini in metallo: Targhette con il numero di serie, targhette con le specifiche dei macchinari e distintivi di marca.
Cosa viene solitamente stampato sulle superfici metalliche?
Poiché il processo deposita uno strato relativamente spesso di inchiostro, viene generalmente utilizzato per la grafica funzionale piuttosto che per immagini complesse. Gli elementi stampati tipici includono:
- Etichette delle porte di I/O (ad esempio, USB, alimentazione) e indicatori dei pulsanti.
- Avvertenze di sicurezza e istruzioni operative.
- Loghi aziendali e grafiche di branding in tinta unita.
- Segni di allineamento, griglie e quadranti degli strumenti di misura.
Perché questo processo è ancora ampiamente utilizzato?
La decisione di utilizzare la serigrafia dipende solitamente da due fattori: la durata del rivestimento e il volume di produzione.
Lo strato d'inchiostro più spesso applicato dal retino offre una migliore resistenza all'abrasione fisica e alla pulizia chimica rispetto alle stampe digitali standard. Dal punto di vista dei costi, il processo richiede un tempo iniziale di preparazione degli schermi e delle attrezzature.
Ad esempio, la marcatura laser o la stampa digitale possono essere più adatte per 20 pezzi prototipo. Tuttavia, quando la quantità raggiunge qualche centinaio di pezzi, la serigrafia diventa spesso la scelta più conveniente, perché i costi di allestimento sono distribuiti su un numero maggiore di unità.
Il processo di stampa serigrafica su metallo
Un risultato stabile dipende da un controllo rigoroso dell'intera sequenza di produzione. Dalla preparazione della superficie all'indurimento, ogni fase influisce sull'adesione dell'inchiostro, sull'aspetto e sulla durata complessiva.
Pulizia e preparazione delle superfici
Poiché il metallo non è poroso, le condizioni della superficie influiscono direttamente sull'adesione. Eventuali residui di liquidi da taglio, oli di stampaggio, impronte digitali o ossidazione possono impedire all'inchiostro di aderire al substrato.
Prima della stampa, il metallo deve essere accuratamente sgrassato e pulito. Ad esempio, la stampa su uno chassis di server verniciato a polvere richiede una formulazione dell'inchiostro e un profilo di polimerizzazione diversi rispetto alla stampa su alluminio nudo spazzolato. A seconda del materiale di base e della sua finitura, la preparazione può comportare l'uso di panni chimici, bagni alcalini o una leggera abrasione della superficie per garantire una corretta adesione dell'inchiostro.
Impostazione e allineamento dello schermo
La stampa di più parti richiede un posizionamento costante. I dispositivi di attrezzaggio e le maschere personalizzate mantengono la parte metallica saldamente in posizione. Se un progetto richiede più colori, è necessaria una registrazione precisa.
Un cattivo allineamento in questa fase provoca sovrapposizioni o spazi vuoti tra gli strati di inchiostro. Per evitare che ciò accada, sono necessarie maschere lavorate con precisione per mantenere le tolleranze di registrazione fino a +/- 0,1 mm.
Applicazione dell'inchiostro e controllo dello strato
Sullo schermo vengono applicati inchiostri metallici specializzati, come le formule epossidiche bicomponenti o a base di solventi. Una spatola forza l'inchiostro attraverso il reticolo sulla parte metallica.
Variabili come la pressione della racla, l'angolo e il numero di maglie determinano lo spessore finale dello strato di inchiostro. Impostazioni errate possono far apparire la stampa sbiadita o far sanguinare l'inchiostro oltre i bordi previsti.
Essiccazione e polimerizzazione
Il metallo non assorbe l'inchiostro bagnato, quindi la stampa deve essere polimerizzata per indurire e aderire alla superficie. A seconda della formulazione specifica dell'inchiostro, i pezzi vengono essiccati all'aria per consentire l'evaporazione dei solventi o cotti in un forno di trasporto.
La cottura termica accelera la reticolazione, creando un legame permanente con il metallo nudo o con il suo rivestimento protettivo.
Ispezione e manipolazione
I lotti finiti sono sottoposti a controlli di qualità prima del confezionamento. Gli operatori controllano che non vi siano problemi visivi come bordi sfocati, fori di spillo o copertura incompleta. Per verificare l'adesione fisica, i produttori utilizzano comunemente il test di adesione a tratteggio incrociato (ASTM D3359).
Se l'inchiostro si sfalda o si stacca quando viene testato con un nastro standardizzato, il lotto non viene ispezionato, il che di solito indica un problema di fondo nella preparazione della superficie o nella temperatura di polimerizzazione.
Quali parti e grafica sono adatte a questo processo?
La serigrafia è un processo meccanico. Il suo successo dipende in larga misura dalla geometria fisica del pezzo in lamiera e dalla complessità dell'opera d'arte. Si basa su stencil fisici, che la rendono molto efficace per alcune applicazioni ma inadatta per altre.
Grafica, testo e logo semplici
Il processo funziona meglio per la grafica vettoriale solida, i colori spot (come le corrispondenze Pantone specifiche) e il testo a blocchi. Poiché l'inchiostro viene spinto attraverso uno stencil, la serigrafia non è in grado di riprodurre con precisione sfumature, ombreggiature o immagini fotografiche altamente dettagliate.
Per evitare che l'inchiostro sanguini o che i retini si intasino durante la produzione, si consiglia di progettare con limiti rigorosi:
- Mantenere il peso minimo delle linee al di sopra di 0,2 mm.
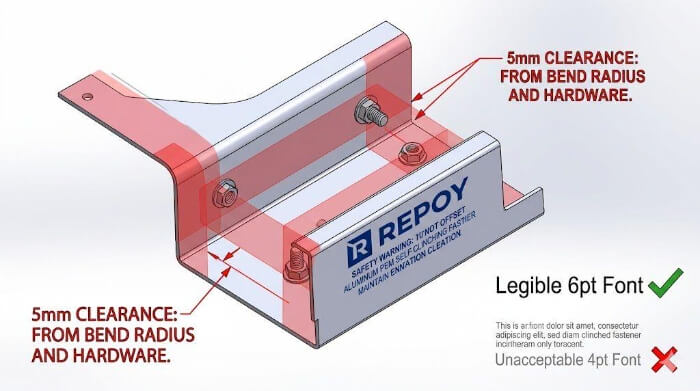
- Mantenere le dimensioni del testo non inferiori a 6pt.
Parti con aree di stampa chiare e accessibili
La racla da stampa richiede un percorso piatto e senza ostacoli per applicare una pressione uniforme. In qualità di fabbricante di lamiere a servizio completo, preferiamo sempre stampare sul grezzo piatto tagliato al laser prima di passare alla pressa piegatrice CNC per la piegatura.
Se la stampa deve avvenire su un involucro sagomato (come un quadro elettrico saldato o una staffa complessa), l'area di stampa deve essere completamente piana. Deve essere posizionata lontano da flange interne, distanziatori PEM o angoli saldati a punti che potrebbero bloccare il telaio del retino dall'essere a filo con il metallo.
Come regola standard per la progettazione delle lamiere, è necessario lasciare uno spazio di almeno 5 mm da qualsiasi raggio di curvatura o da qualsiasi elemento in rilievo. La mancata osservanza di questa regola provoca una distribuzione non uniforme dell'inchiostro e un'elevata percentuale di scarti.
Lavori in cui la produzione ripetuta è importante
Ogni singolo colore di un progetto richiede uno schermo, un positivo per pellicola e un'impostazione di allineamento separati. Per un singolo prototipo o un lotto di 10, questo tempo di preparazione rende il costo unitario proibitivo.
Tuttavia, per una tiratura di 500 o 5.000 unità, il costo iniziale di attrezzaggio è distribuito. Se il vostro progetto richiede un volume elevato di pezzi di lamiera identici con marcature durevoli, la serigrafia diventa logica dal punto di vista strutturale ed economico.
Che cosa influisce di solito sulla qualità di stampa?
La qualità della stampa su metallo non è casuale, ma si guasta quando i controlli di processo vengono meno. L'adesione finale, la nitidezza e la consistenza della grafica sono determinate dalla capacità del produttore di gestire le variabili specifiche della fabbrica.
Pulizia e adesione della superficie
L'adesione è il parametro più critico. Se la lamiera conserva anche solo microscopici strati di refrigerante per la lavorazione, olio antiruggine o olio della pelle umana, l'inchiostro non supererà il test del nastro a tratteggio incrociato.
Un pretrattamento adeguato aumenta l'energia superficiale del metallo, consentendo all'inchiostro di legarsi correttamente. Questo trattamento varia a seconda del substrato: l'alluminio nudo o l'acciaio inossidabile possono richiedere una passata di solvente, mentre l'acciaio laminato a freddo (CRS) spesso necessita di un lavaggio alcalino controllato prima di raggiungere la stazione di stampa.
Tipo di inchiostro e metodo di polimerizzazione
Non esiste un inchiostro universale per metalli. Gli inchiostri epossidici bicomponenti offrono un'eccellente resistenza chimica per gli ambienti industriali, ma hanno un pot life breve, che li rende più difficili da gestire durante le lunghe tirature.
Gli inchiostri a base di solventi o di cottura richiedono profili di temperatura precisi per polimerizzare. Ad esempio, se un involucro NEMA rivestito di polvere viene cotto a una temperatura troppo alta per polimerizzare l'inchiostro, il rivestimento in polvere sottostante può ammorbidirsi o scolorirsi.
I tecnici devono specificare l'ambiente operativo (ad esempio, esposizione ai raggi UV, lavaggi chimici) in modo che il produttore possa selezionare la chimica dell'inchiostro e il profilo di polimerizzazione termica corretti.
Copertura, nitidezza e consistenza
I bordi nitidi e i colori opachi dipendono dalla lavorazione fisica. Un numero di maglie più alto (un retino più fine) consente di ottenere un testo più nitido, ma deposita meno inchiostro. Questo può far apparire i colori chiari traslucidi su finiture metalliche scure.
Al contrario, un'eccessiva pressione della spatola o un inchiostro diluito causano la comparsa di macchie o di macchie oltre i limiti previsti.
Mantenere costanti la viscosità dell'inchiostro, la tensione del retino e l'angolo di spatola in un ordine di stampaggio o di fabbricazione ad alto volume è la differenza principale tra un impianto di produzione controllato e una semplice tipografia.
Come la superficie e la finitura del metallo modificano il risultato?
La stessa opera d'arte può apparire molto diversa su metallo nudo, metallo verniciato a polvere, metallo spazzolato o alluminio anodizzato. La serigrafia interagisce direttamente con le proprietà fisiche e chimiche del substrato. Per questo motivo, prima di confermare il metodo di stampa, è necessario definire la finitura della superficie.
Metallo nudo vs metallo rivestito
I metalli nudi, come l'acciaio laminato a freddo o l'alluminio standard, hanno un'elevata energia superficiale che consente all'inchiostro di diffondersi in modo uniforme. Tuttavia, i metalli nudi sono soggetti a ossidazione e devono essere stampati immediatamente dopo la pulizia.
Le superfici rivestite si comportano in modo diverso. La stampa su una superficie rivestita di polvere termoindurente richiede un inchiostro che si leghi chimicamente allo strato di vernice e non al metallo sottostante. Se l'inchiostro verniciatura a polvere ha una texture pesantemente opaca o sabbiosa, l'inchiostro si posizionerà sui picchi della texture, lasciando micro-vuoti nelle valli.
Se è necessario un rivestimento in polvere fortemente strutturato, la nostra soluzione ingegneristica consiste nel mascherare l'area di stampa specifica prima del rivestimento in polvere o nello specificare un primer liscio ottimizzato per la serigrafia per quella zona.
Superfici spazzolate, lucide e strutturate
La grana superficiale influisce direttamente sulla nitidezza dei bordi di stampa. Su finiture spazzolate (come l'acciaio inossidabile spazzolato #4), l'inchiostro può scorrere lungo la direzione della grana microscopica per azione capillare. Ciò provoca un difetto noto come "piuma" sui bordi del testo.
Lucido o metalli a specchio presentano il problema opposto. Spesso sono troppo lisci perché l'inchiostro possa fare presa meccanicamente. Queste superfici richiedono solitamente un promotore di adesione o un primer chimico specifico prima della stampa.
Perché il pretrattamento è importante prima della stampa
Se l'inchiostro si stacca da una parte metallica, il problema raramente è l'inchiostro stesso. La causa principale è la scarsa tensione superficiale causata dalla contaminazione.
In un ambiente di produzione standard, la lamiera accumula oli di stampaggio, lubrificanti per presse piegatrici e fuliggine di saldatura. Se questi residui non vengono completamente rimossi in un bagno di sgrassatura, agiscono come agenti distaccanti. Un pretrattamento adeguato assicura che l'energia superficiale del metallo sia superiore alla tensione superficiale dell'inchiostro, consentendo una "bagnatura" e un'adesione adeguate.
Limiti di progettazione che spesso causano problemi
Alcuni errori di stampa iniziano nel file CAD piuttosto che sulla linea di produzione. Elementi piccoli, spazi stretti, curve e parti instabili possono ridurre la qualità di stampa e aumentare gli scarti.
Testo piccolo, linee sottili e spaziatura ravvicinata
Quando si spinge l'inchiostro attraverso una rete tessuta, la fisica limita la finezza dei dettagli. Se le lettere sono troppo piccole o troppo vicine, l'inchiostro bagnato si diffonde leggermente e colma lo spazio. Questo fa sì che lettere come "a", "e" e "o" si riempiano completamente.
Per evitare problemi di leggibilità e di intasamento delle maglie, è necessario progettare per la producibilità (DFM):
- Evitate i caratteri con serif sottili o con larghezza di tratto variabile.
- Mantenere uno spazio minimo di 0,3 mm tra le linee parallele.
- Mantenere il testo standard in blocco a 6pt o più.
Spigoli, curve e superfici irregolari
La spatola deve avere un percorso continuo e piatto. Se la spatola colpisce un cordone di saldatura in rilievo, un foro svasato o un elemento di fissaggio PEM, rimbalza. Questo rimbalzo lascia un vuoto o una pesante macchia di inchiostro subito dopo l'ostacolo.
Come detto in precedenza, lasciare sempre uno spazio libero di almeno 5 mm da qualsiasi linea di piegatura. Se una grafica deve attraversare una cucitura o trovarsi vicino a un bordo, la soluzione di produzione preferita è quella di stamparla sul pezzo grezzo piatto prima di qualsiasi piegatura CNC o inserimento di ferramenta.
Parti difficili da tenere e allineare
La stampa multicolore richiede un registro perfetto. Per ottenere questo risultato, la parte metallica deve essere bloccata in modo sicuro in una maschera personalizzata.
Se una staffa stampata presenta curve organiche e non ha bordi di riferimento diritti, l'operatore non può indicizzare il pezzo in modo coerente. Ogni pezzo si posizionerà in modo leggermente diverso nell'attrezzatura, causando lo spostamento del logo o del testo. Se il profilo esterno deve essere irregolare, i nostri ingegneri aggiungono di solito dei fori per utensili tagliati al laser in aree nascoste del modello piatto per garantire una registrazione assoluta senza errori sulla maschera di stampa.
Come scegliere tra la stampa serigrafica e altre opzioni?
La serigrafia non è sempre l'opzione migliore. A seconda del livello di dettaglio richiesto, delle esigenze di durata e del volume di produzione, altri metodi possono fornire risultati più stabili.
Marcatura laser per dettagli precisi e segni permanenti
La marcatura laser utilizza un raggio focalizzato per modificare fisicamente lo strato superiore del materiale. È eccellente per microtesti, codici QR e dati variabili (come numeri di serie sequenziali), laddove la serigrafia richiederebbe un nuovo schermo per ogni pezzo.
Tuttavia, mentre la marcatura laser è estremamente veloce per il testo fine, l'uso del laser per riempire un logo di grandi dimensioni a tinta unita richiede una scansione millimetrica. Questo fa aumentare esponenzialmente i tempi di ciclo e i costi dei pezzi. La serigrafia riempie la stessa area di grandi dimensioni con una sola passata, in un secondo.
Stampa UV per immagini a colori
La stampa digitale UV funziona come una stampante a getto d'inchiostro di fascia alta, polimerizzando l'inchiostro istantaneamente con la luce UV. È l'unica opzione praticabile se il progetto include sfumature di colore CMYK, ombreggiature o elementi fotografici.
È molto conveniente per i prototipi a basso volume, poiché non ci sono costi di allestimento dello schermo. Il compromesso è la durata. Gli inchiostri digitali a polimerizzazione UV si depositano generalmente sulla superficie e presentano una minore resistenza ai graffi e agli agenti chimici rispetto agli inchiostri serigrafici epossidici cotti.
Incisione o incisione per ambienti difficili
Per le apparecchiature utilizzate in condizioni estreme, come gli ambienti marini, le miniere o le lavorazioni chimiche, l'inchiostro superficiale può consumarsi.
L'incisione chimica o l'incisione CNC rimuovono il metallo per creare una depressione fisica, che spesso viene riempita con una vernice smaltata altamente resistente. Anche se la vernice si graffia a distanza di anni, il testo inciso rimane fisicamente leggibile. Questo è il metodo di marcatura più duraturo disponibile, anche se comporta tempi di ciclo e costi più elevati.

Conclusione
La serigrafia funziona bene quando il pezzo, la superficie e la grafica si adattano al processo. Offre marcature chiare, una forte copertura del colore e risultati stabili in caso di produzione ripetuta.
La maggior parte dei problemi non deriva dalla fase di stampa in sé. Di solito derivano dalle condizioni della superficie, da una polimerizzazione insufficiente o da scelte progettuali non adatte al processo. Piccoli dettagli come la posizione della stampa, la finitura della superficie e la spaziatura degli elementi possono influenzare in modo significativo il risultato finale.
Se si lavora su un pezzo metallico con loghi, etichette o marcature, è utile rivedere il progetto e le condizioni della superficie prima di effettuare un ordine. Un piccolo aggiustamento in questa fase può prevenire i difetti e ridurre il costo complessivo.
Caricate il vostro disegno e contattateci oggi stesso. Esamineremo il vostro pezzo, valuteremo se la serigrafia è adatta e vi forniremo un feedback pratico prima dell'inizio della produzione. Questo può aiutarvi a ridurre il rischio di stampa, a evitare inutili rilavorazioni e a passare più rapidamente alla quotazione e alla campionatura.