
I fori ciechi sono comuni nei pezzi lavorati, ma spesso creano più problemi di quanto le loro dimensioni facciano pensare. In produzione, un piccolo foro cieco può influire sull'evacuazione dei trucioli, sulla lunghezza della filettatura utilizzabile, sul gioco del fondo e sull'approvazione del primo pezzo.
Ecco perché i fori ciechi dovrebbero essere definiti in anticipo e non corretti in officina in un secondo momento. Se la profondità, la forma del fondo e i requisiti della filettatura non sono chiari, il risultato è spesso una filettatura corta, maschi rotti, cicli più lenti o una rilavorazione evitabile.
Questa guida si concentra sui punti più importanti per la produzione. Spiega cos'è un foro cieco, quando usarlo e perché di solito richiede un maggiore controllo rispetto a un foro passante.

Che cos'è un foro cieco?
Un foro cieco è un foro che entra in un pezzo ma non attraversa l'intero spessore. Si ferma a una profondità controllata e ha un fondo chiuso. A differenza di un foro passante, non si apre sul lato opposto del pezzo.
Un foro cieco si differenzia per il fatto che la profondità specificata deve supportare la funzione effettiva dell'elemento, non solo corrispondere al numero indicato sul disegno. Il foro deve fornire una profondità utile sufficiente, pur mantenendo chiuso il lato opposto del pezzo.
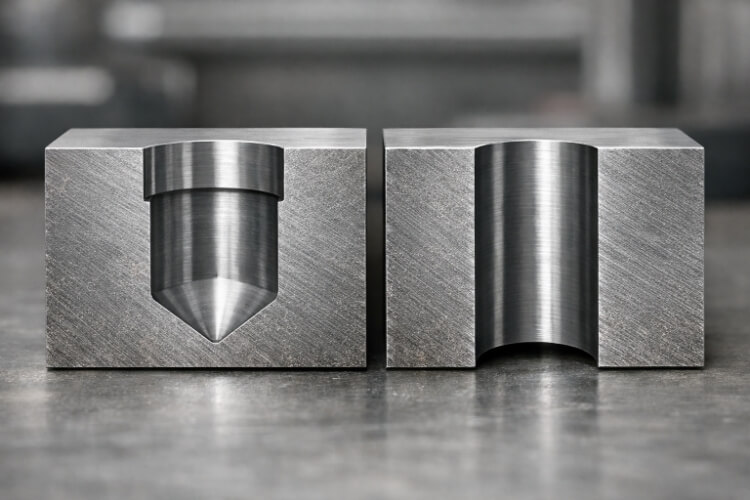
Nella lavorazione reale, una punta standard di solito non crea un fondo piatto. Lascia un fondo angolato a causa della geometria della punta. Gli angoli di punta più comuni, come 118° e 135°, significano che la parte inferiore del foro non è completamente utilizzabile come profondità di parete rettilinea.
I fori ciechi sono spesso utilizzati quando il lato posteriore del pezzo deve rimanere chiuso. Questo è comune in involucri, coperture, punti di montaggio e elementi filettati. I progettisti possono scegliere un foro cieco per proteggere la superficie esterna, mantenere sigillata una parete o creare un fissaggio interno senza sfondare la faccia opposta.
Foro cieco vs foro passante
A livello di base, la differenza è semplice. Un foro passante attraversa completamente il pezzo, mentre un foro cieco si ferma all'interno del materiale e lascia un fondo chiuso.
Dal punto di vista della produzione, questa differenza è più importante di quanto possa sembrare dal disegno. I fori passanti sono generalmente più facili da lavorare perché i trucioli possono uscire più liberamente, il refrigerante può raggiungere più facilmente la zona di taglio e l'utensile non deve fermarsi a una profondità interna fissa.
I fori ciechi richiedono un maggiore controllo. Il fondo chiuso rende più difficile l'evacuazione dei trucioli, aumenta il rischio di calore intrappolato e lascia meno spazio agli errori di foratura e maschiatura. Negli elementi filettati, questa differenza diventa ancora più importante, perché il foro deve garantire sia l'innesto della filettatura che uno spazio sufficiente al di sotto della stessa.
La scelta giusta dipende dalla funzione. Se il pezzo ha bisogno di una parete sigillata, di una faccia esterna protetta o di un arresto interno controllato, un foro cieco può essere l'opzione migliore. Se queste condizioni non si verificano, un foro passante è spesso la scelta più semplice e meno rischiosa per la lavorazione, la maschiatura e l'ispezione.
Quando utilizzare un foro cieco?
Il foro cieco deve essere utilizzato solo quando il fondo chiuso ha una funzione ben precisa. Nella maggior parte dei casi, ciò significa tenuta, profondità di inserimento controllata, superficie esterna protetta o fissaggio interno senza sfondamento.
Quando il lato posteriore deve rimanere chiuso?
Un foro cieco è spesso la scelta giusta quando il lato opposto del pezzo deve rimanere intatto. Ciò accade spesso in coperture, alloggiamenti, pareti sigillate e facce esterne visibili, dove un foro passante creerebbe un percorso di perdita, indebolirebbe la parete o lascerebbe un'apertura indesiderata.
In questi casi, un foro cieco consente di mantenere intatta la parete esterna, pur fornendo un elemento di montaggio o una filettatura. Quando la parte posteriore serve a sigillare, proteggere o migliorare l'aspetto, il foro cieco è generalmente giustificato.
Quando il progetto ha bisogno di una profondità fissa?
Un foro cieco ha senso anche quando l'elemento deve fermarsi a una profondità controllata. Ciò accade spesso quando un fissaggio, il perno di posizionamento o la parte di accoppiamento devono innestarsi solo fino a una distanza prestabilita all'interno del componente.
In questo caso, la profondità del foro è parte della funzione. Il fondo del foro aiuta a controllare l'accoppiamento, l'allineamento o la posizione di arresto dell'assemblaggio in un modo che un foro passante non può fare.
Ciò è ancora più importante nei fori filettati, dove l'impegno richiesto non è arbitrario. Una regola empirica comune è circa 1× il diametro nominale della filettatura nell'acciaio e circa 2× nell'alluminio. Nei fori ciechi in alluminio, la profondità utilizzabile si consuma più rapidamente di quanto previsto da molti disegni.
Quando l'impermeabilizzazione o l'aspetto hanno importanza?
Alcuni pezzi utilizzano fori ciechi perché la superficie esterna deve rimanere chiusa e pulita. Ciò può avvenire per motivi di tenuta, resistenza alla corrosione, isolamento elettrico o per evitare che la superficie esterna mostri un'apertura o un'estremità di fissaggio esposta.
In questi casi, il foro cieco supporta sia la funzione che l'aspetto. Se un foro passante danneggia la tenuta, la qualità della superficie o l'aspetto finito del pezzo, un foro cieco è di solito la scelta migliore.
Perché i fori ciechi sono più difficili da lavorare?
I fori ciechi comportano limiti di lavorazione che i fori passanti non hanno. Le sezioni seguenti spiegano dove il controllo del truciolo, il calore, la profondità e la maschiatura diventano più difficili.
Le schegge sono più difficili da eliminare
L'evacuazione dei trucioli è uno dei motivi principali per cui i fori ciechi sono più difficili da lavorare. Man mano che la punta si approfondisce, i trucioli hanno meno spazio per rompersi, muoversi e lasciare il foro.
In un foro passante, i trucioli possono solitamente spostarsi in avanti e uscire dal taglio più facilmente. In un foro cieco, invece, tendono a rimanere intrappolati più a lungo sul fondo. Questo può portare a tagli, superfici più ruvide, un maggiore carico di taglio e un'usura più rapida degli utensili.
Un'utile regola d'officina è che la foratura a becco diventa spesso necessaria quando la profondità del foro supera circa 3-4 volte il diametro della punta. A quel punto, l'evacuazione dei trucioli diventa spesso il limite principale del processo.
Il calore è più difficile da controllare
Anche il calore è più difficile da gestire in un foro cieco perché il taglio avviene in uno spazio più chiuso. Più l'utensile penetra in profondità nell'elemento, più diventa difficile per il calore uscire dal taglio.
Questo è importante perché l'eccesso di calore riduce la durata dell'utensile e aumenta la variazione tra i fori ripetuti. Quando il flusso del truciolo è già debole, il calore intrappolato rende il processo meno stabile.
Per questo motivo i fori ciechi richiedono solitamente un controllo più accurato dell'avanzamento, della velocità, dell'accesso al refrigerante e del ciclo di foratura rispetto a un analogo foro passante.
La profondità è più facile da sbagliare
Un foro cieco dipende dal controllo della profondità, quindi l'utensile deve fermarsi sempre nel punto giusto. Questo crea un'altra fonte di rischio.
Il foro deve essere sufficientemente profondo per soddisfare il requisito funzionale, ma non così profondo da indebolire la parete rimanente o da sfondare il lato opposto. Questo aspetto diventa più delicato quando il pezzo ha sezioni sottili, profondità multiple dei fori ciechi o una sezione filettata vicino al fondo.
Anche il fondo del foro aggiunge complessità. Poiché le punte standard lasciano un fondo angolato, l'ultima parte del foro non è completamente utilizzabile come profondità della parete diritta. Se il disegno non tiene conto di questo aspetto, il foro può rispettare la profondità nominale e tuttavia fallire durante l'assemblaggio.
È più probabile che la maschiatura fallisca
La maschiatura a foro cieco è spesso una delle fasi più rischiose dell'intero processo. Il rubinetto taglia i filetti in un foro a fondo chiuso, quindi ha meno spazio per i trucioli e meno spazio per gli errori.
Se il foro praticato non lascia uno spazio sufficiente al di sotto del filetto pieno richiesto, il rubinetto può raggiungere il fondo troppo presto. Una volta che i trucioli si compattano vicino al fondo, la coppia di taglio aumenta rapidamente e la rottura dei maschi diventa molto più probabile.
Anche quando il rubinetto non si rompe, la filettatura può essere scadente. La filettatura utilizzabile può risultare corta, ruvida nella parte inferiore o parzialmente bloccata da trucioli. Un foro filettato alla cieca può sembrare completo, ma può comunque fallire durante l'assemblaggio.
Come progettare un foro cieco?
Un buon foro cieco inizia con un progetto che corrisponde al processo reale. Questi punti mostrano come la profondità, la forma del fondo e la geometria vicina influenzino la producibilità.
Profondità totale e profondità utile
Uno degli errori di progettazione più comuni è quello di considerare tutte le profondità di perforazione come ugualmente utilizzabili. In pratica, la profondità totale di perforazione e la profondità funzionale utilizzabile sono spesso diverse.
La profondità totale è la distanza che l'utensile percorre all'interno del pezzo. La profondità utile è la parte che supporta effettivamente la funzione, come l'innesto di una filettatura, l'inserimento di un perno o lo spazio per un elemento di accoppiamento.
Un progetto più solido definisce innanzitutto la profondità funzionale, quindi lascia una profondità di foratura aggiuntiva sufficiente per consentire al processo di creare tale risultato in modo sicuro. Nei piccoli fori filettati, anche una modesta perdita di profondità utile può ridurre l'impegno effettivo.
Profondità del foro e profondità della filettatura
Nei fori ciechi filettati, la profondità del foro e la profondità della filettatura non devono essere considerate lo stesso valore. Di solito il foro praticato deve essere più profondo della filettatura completa richiesta.
Questo spazio aggiuntivo consente al rubinetto di scorrere verso il fondo e ai trucioli di andare a finire nella zona della filettatura. Se il disegno indica solo una profondità, l'officina può dover indovinare se quel numero si riferisce alla profondità totale di foratura o alla profondità utile della filettatura.
Anche in questo caso è importante l'impegno reale. Una regola empirica comune è di circa 1× il diametro nominale dell'innesto nell'acciaio e circa 2× il diametro nominale nell'alluminio. Questo rende la pianificazione della profondità del foro cieco particolarmente importante nei pezzi in alluminio, dove i requisiti di lunghezza della filettatura possono crescere rapidamente.
Perché il fondo del foro non è piatto?
Un trapano standard di solito crea un fondo conico, non piatto. Questo ha un effetto diretto sul funzionamento del foro cieco.
Se l'elemento dipende da una superficie di appoggio piatta o da un contatto a tutta profondità nella parte inferiore, un foro standard può non essere sufficiente. La forma del fondo può ridurre la profondità utilizzabile, modificare il modo in cui la parte di accoppiamento si posiziona o limitare la zona di filettatura realmente efficace.
Non è necessario prevedere un fondo piatto, a meno che il pezzo non ne abbia effettivamente bisogno. Quando un fondo piatto è critico per la funzione, di solito significa che è necessaria una seconda operazione dopo la foratura.
In che modo la profondità e il diametro influiscono sulla stabilità?
Profondità e diametro lavorano insieme in un foro cieco. Man mano che il foro diventa più profondo rispetto al diametro, il processo diventa solitamente meno stabile e più sensibile all'evacuazione dei trucioli, al calore e al comportamento dell'utensile.
Un foro cieco poco profondo e di diametro maggiore è generalmente più facile da eseguire rispetto a uno profondo e stretto. Le punte più piccole sono meno rigide, i tagli più profondi rendono più difficile l'evacuazione dei trucioli e l'accesso al refrigerante diventa più limitato con l'aumentare della profondità.
Come vengono lavorati e maschiati i fori ciechi?
I fori ciechi vengono solitamente realizzati in più fasi. Il foro viene prima praticato e poi rifinito ulteriormente se il progetto richiede un fondo più piatto o una sezione filettata.
Esecuzione di un foro cieco standard
Un foro cieco standard viene solitamente eseguito a una profondità controllata. A differenza di un foro passante, l'utensile non può uscire dall'altro lato, quindi la profondità di foratura deve supportare sia la funzione dell'elemento che la geometria lasciata dalla punta.
La foratura standard definisce il corpo del foro, non la condizione finale del fondo utilizzabile. Se in seguito l'elemento necessita di un innesto a filettatura completa vicino al fondo o di una superficie di appoggio piatta, la prima fase di foratura deve lasciare spazio per l'operazione successiva.
Quando si usa la perforazione a becco?
La foratura Peck viene utilizzata quando l'impaccamento dei trucioli diventa un vero e proprio limite del processo. Invece di forare l'intera profondità con un unico avanzamento continuo, l'utensile avanza a scatti e si ritrae tra i tagli, consentendo ai trucioli di rompersi e liberarsi più facilmente.
Ciò diventa più utile con l'aumentare della profondità, soprattutto quando il foro si sposta oltre il diametro di foratura di circa 3-4×. A quel punto, l'evacuazione dei trucioli diventa spesso il problema principale piuttosto che la dimensione nominale del foro.
La foratura a becco aggiunge tempo al ciclo, ma spesso è più conveniente che affrontare un nuovo taglio, un accumulo di calore, una finitura scadente o problemi nella fase successiva.
Quando è necessario un foro a fondo piatto?
Un trapano standard non produce un fondo piatto. Lascia un fondo conico che segue la geometria della punta.
Se l'elemento necessita di una superficie di appoggio, di un arresto di profondità preciso o di un'area inferiore più utilizzabile, la sola foratura potrebbe non essere sufficiente. In questo caso, dopo la foratura è solitamente necessaria una seconda operazione.
La domanda chiave è semplice: Il pezzo ha effettivamente bisogno di un fondo piatto per la sua funzione o il disegno lo prevede solo per abitudine? Se la funzione non lo richiede, l'aggiunta di una fase a fondo piatto di solito aggiunge costi e tempo senza aggiungere molto valore.
Scelta del metodo di maschiatura o di filettatura corretto
Il metodo di filettatura deve essere adatto al foro, al materiale e al livello di rischio del pezzo. Nei fori ciechi, il controllo del truciolo è più importante, quindi anche la scelta del maschiatore è più importante.
Per molti fori a filettatura cieca, un rubinetto con scanalatura a spirale è una scelta pratica perché aiuta a tirare i trucioli verso l'alto anziché spingerli in profondità nel foro. Quando la caratteristica è ad alto rischio, la fresatura del filetto è spesso il metodo più sicuro.
La fresatura della filettatura è più lenta in alcuni casi, ma offre un controllo migliore quando la qualità della filettatura è critica o quando un rubinetto rotto sarebbe costoso da recuperare. Il metodo migliore non è sempre quello più veloce. È quello che dà risultati stabili in tutto il lotto.
Come ispezionare un foro cieco?
Un foro cieco è utile solo se l'elemento finito funziona effettivamente durante il montaggio. I controlli che seguono si concentrano sulla funzione, non solo sulle dimensioni nominali.
Controllo della profondità del foro
La profondità del foro è una delle prime cose da verificare in un foro cieco. Poiché l'elemento si ferma all'interno del pezzo, anche una piccola mancanza può ridurre l'innesto del dispositivo di fissaggio, limitare l'inserimento del perno o eliminare lo spazio inferiore necessario per la maschiatura.
Il principale errore di ispezione consiste nel controllare solo il punto più profondo lasciato dalla punta del trapano. In un foro cieco, questo valore non corrisponde sempre alla profondità funzionale utilizzabile, perché la punta lascia un fondo angolato anziché un'intera sezione di parete rettilinea.
Un buon metodo di ispezione controlla la profondità effettivamente importante per il pezzo. In un foro cieco filettato, ciò significa di solito confermare che la profondità di foratura e il gioco inferiore rimanente supportano entrambi la filettatura utilizzabile richiesta.
Controllo della qualità del filo
Per i fori ciechi filettati, la qualità della filettatura è importante quanto la profondità del foro. Una filettatura può avere un aspetto accettabile e tuttavia fallire durante l'assemblaggio se l'impegno utilizzabile è più corto di quanto richiesto dal progetto o se i trucioli hanno danneggiato la filettatura nella parte inferiore.
È qui che conta l'impegno reale. Una regola empirica comune è di circa 1× il diametro nominale di ingaggio nell'acciaio e circa 2× nell'alluminio, anche se i materiali più morbidi o i giunti con carichi più elevati possono richiedere di più.
L'ispezione deve confermare non solo l'esistenza della filettatura, ma anche che la lunghezza della filettatura utilizzabile supporta il giunto. Nei fori filettati ciechi, questa è la differenza tra una filettatura che sembra completa e una che funziona davvero.
Cosa dovrebbe confermare l'ispezione del primo pezzo?
L'ispezione del primo pezzo è particolarmente preziosa per i fori ciechi, perché i problemi dei fori ciechi spesso si ripetono una volta impostato il ciclo. Se il primo pezzo mostra già una profondità ridotta, un ingaggio corto o uno scarso controllo del truciolo, lo stesso problema può ripetersi in tutto il lotto.
Per un foro cieco, l'ispezione del primo pezzo deve confermare la profondità di foratura, le condizioni della filettatura se il foro è filettato e lo spazio rimanente sotto la filettatura utilizzabile. Questi controlli indicano se il processo sta producendo un foro funzionale o solo nominale.

Come mostrare un foro cieco in un disegno?
Un foro cieco può essere lavorato correttamente solo se il disegno è chiaro. I punti seguenti mostrano cosa deve comunicare il callout per evitare errori in officina.
Cosa deve includere il disegno?
Un callout di foro cieco deve includere le informazioni necessarie per realizzare e controllare correttamente l'elemento. Come minimo, di solito si tratta delle dimensioni del foro, della profondità totale di foratura e del fatto che il foro sia liscio o filettato.
Profondità del foro vs. profondità della filettatura
La profondità del foro e la profondità della filettatura non devono essere considerate come lo stesso valore, a meno che il processo e la funzione non li rendano veramente uguali. Nella maggior parte dei fori a filettatura cieca, il foro praticato deve estendersi più in profondità rispetto alla filettatura completa richiesta.
Anche in questo caso è importante l'impegno reale. Una regola empirica comune è di circa 1× il diametro nominale dell'innesto nell'acciaio e circa 2× il diametro nominale nell'alluminio.
Cosa dovrebbe mostrare un callout chiaro?
Una chiara indicazione del foro cieco deve indicare all'officina che cosa deve essere controllato e che cosa non necessita di una precisione inutile. Per un foro cieco semplice, di solito si tratta del diametro e della profondità totale richiesta.
Per un foro cieco filettato, di solito si intende la specifica della filettatura, la profondità effettiva della filettatura richiesta, la profondità di foratura di supporto e qualsiasi condizione del fondo che influisca sulla funzione. Un chiaro richiamo dovrebbe indicare quale profondità controlla la funzione e quale supporta solo il processo.
Conclusione
I fori ciechi sembrano semplici, ma richiedono un controllo maggiore rispetto a molte altre caratteristiche dei fori. Poiché il foro si ferma all'interno del pezzo, influisce sulla progettazione, sulla foratura, sulla maschiatura, sull'ispezione e sulla chiarezza del disegno.
Ecco perché il foro cieco dovrebbe essere una decisione funzionale e non predefinita. Quando il progetto richiede un lato posteriore chiuso, una profondità di inserimento controllata o una superficie esterna pulita, un foro cieco può essere la risposta giusta.
Avete bisogno di aiuto con fori ciechi, elementi filettati o progettazione di pezzi pronti per la lavorazione? Inviateci i vostri disegni o i requisiti del progettoIl nostro team di ingegneri esaminerà la caratteristica, individuerà tempestivamente i rischi di lavorazione e fornirà un feedback pratico per la produzione, i costi e i tempi di consegna.
Domande frequenti
Perché i fori ciechi sono più difficili da lavorare?
I fori ciechi sono più difficili da lavorare perché l'utensile deve tagliare in uno spazio ristretto. L'evacuazione dei trucioli, il controllo del calore, la distanza dal fondo e la precisione della profondità diventano più sensibili.
Di quanta profondità supplementare ha bisogno un foro filettato cieco?
Il foro praticato di solito deve essere più profondo della filettatura completa richiesta. Una regola pratica è quella di lasciare circa 0,5× il diametro del foro come spazio non filettato nella parte inferiore, in modo che il rubinetto abbia spazio per scorrere e i trucioli abbiano spazio per raccogliersi.
Perché i rubinetti si rompono nei fori ciechi?
I maschi si rompono spesso nei fori ciechi perché i trucioli si compattano in prossimità del fondo, il foro praticato è troppo poco profondo o la distanza dal fondo non è sufficiente. Quando la coppia aumenta, il cedimento può avvenire rapidamente e il recupero può essere costoso.
Quando è opportuno sostituire un foro cieco con un foro passante?
Un foro cieco dovrebbe essere preso in considerazione quando il pezzo non ha realmente bisogno di un fondo chiuso. Se un foro passante può svolgere la stessa funzione, spesso è l'opzione più semplice e meno rischiosa.


