
Sì, l'alluminio può essere verniciato a polvere. È anche uno dei modi migliori per dare a questo metallo leggero prestazioni durature e un aspetto pulito. Molti produttori, architetti e ingegneri scelgono la verniciatura a polvere perché conferisce all'alluminio una finitura resistente, uniforme ed ecologica.
Molte aziende hanno a che fare con rivestimenti che si scoloriscono, si scheggiano o si corrodono in pochi anni. La verniciatura a polvere riduce questi problemi formando uno strato continuo che protegge il metallo dai raggi UV, dall'umidità e dagli urti. Questo avviene senza l'utilizzo di solventi o metalli pesanti.
Se il processo è eseguito correttamente, un componente in alluminio verniciato a polvere può mantenere il suo colore e la sua lucentezza per 10-15 anni all'esterno. La superficie rimane liscia e resistente alla corrosione. Questo rende la finitura una buona scelta per i telai delle finestre, gli involucri elettrici, le finiture automobilistiche e le attrezzature industriali.

Cos'è e come funziona il rivestimento in polvere?
La verniciatura a polvere è un metodo di finitura a secco che utilizza l'elettricità statica e il calore per incollare uno strato di polvere alla superficie del metallo. La polvere si scioglie e si fonde in una pellicola liscia. Non si basa sull'evaporazione del solvente come la vernice liquida.
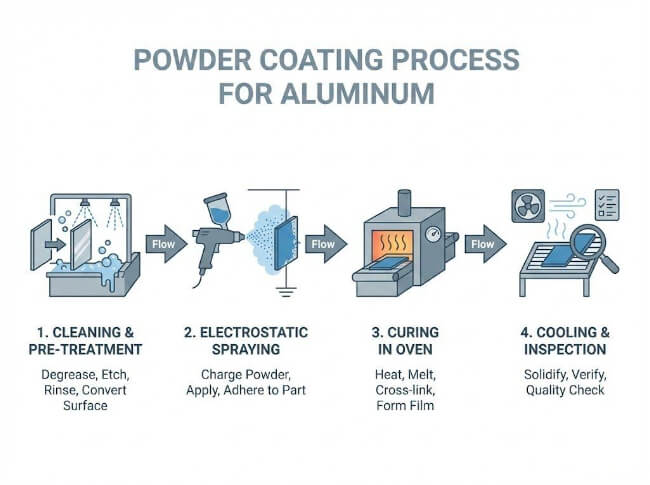
Ecco il processo di base:
- Applicazione elettrostatica
La pistola a spruzzo carica la polvere. L'alluminio messo a terra attrae le particelle cariche. - Polimerizzazione a caldo
La parte passa in un forno a 160-200 °C (320-390 °F) per 10-20 minuti. La polvere si scioglie, scorre e forma uno strato stabile. - Raffreddamento
Il pezzo si raffredda e il rivestimento diventa un guscio solido e resistente.
Esistono due tipi comuni di polvere:
- Polveri termoindurenti formano legami permanenti una volta induriti. Non si sciolgono più. Funzionano bene per le esigenze di alte prestazioni.
- Polveri termoplastiche si ammorbidiscono con il calore e si induriscono quando si raffreddano. Sono utili per rivestimenti più spessi o flessibili.
La verniciatura a polvere crea solitamente uno strato più spesso rispetto alla vernice liquida. La maggior parte dei rivestimenti misura 60-120 µm. Il processo evita colate o sgocciolamenti di vernice ed emette zero VOC, il che lo rende più sicuro per le persone e l'ambiente.
Perché l'alluminio funziona bene con la verniciatura a polvere?
L'alluminio si sposa naturalmente con la verniciatura a polvere. Offre diverse qualità che aiutano il rivestimento a legarsi saldamente e a funzionare bene.
- Base di ossido naturale
L'alluminio forma un sottile strato di ossido che combatte la corrosione. Dopo la pulizia e il pretrattamento, questo strato favorisce una forte adesione. Molti test dimostrano una forza di adesione superiore a 5 MPa. - Buona conducibilità termica
L'alluminio diffonde il calore in modo uniforme. Questo aiuta il pezzo a polimerizzare senza punti caldi o variazioni di colore. Il metallo rimane stabile alla temperatura di polimerizzazione di 160-200 °C. - Struttura robusta ma leggera
La verniciatura a polvere aumenta la durezza della superficie fino a 2H-3H su una scala a matita. Inoltre, migliora la resistenza ai raggi UV. Questi vantaggi rendono l'alluminio rivestito adatto per usi marini, esterni e ad alta temperatura. - Ampie opzioni di design
Il processo offre migliaia di colori, livelli di lucentezza e texture superficiali. I progettisti possono scegliere con facilità tra finiture opache, satinate, metalliche o ruvide.
Preparazione essenziale della superficie per l'alluminio
La preparazione della superficie influisce sulla qualità finale del rivestimento. Una superficie pulita e attiva aiuta la polvere ad aderire in modo uniforme e impedisce la formazione di bucce, bolle o punti deboli.

Sgrassaggio e pulizia
Gli operatori rimuovono l'olio, le impronte digitali e lo sporco di lavorazione con un detergente alcalino o leggermente acido. Segue un risciacquo con acqua deionizzata. Le forme complesse possono richiedere la pulizia a ultrasuoni per raggiungere gli angoli più stretti.
Incisione o leggera abrasione
Una leggera mordenzatura acida, o sabbiatura media, rimuove il vecchio strato di ossido e aggiunge piccoli segni ruvidi. Questi segni aiutano la polvere ad aderire al metallo. Questa fase rivela anche i difetti minori, consentendo agli operatori di correggerli prima del rivestimento.
Rivestimento di conversione
Un sottile strato chimico migliora la resistenza alla corrosione e l'adesione. I sistemi moderni utilizzano spesso trattamenti allo zirconio o al silano al posto dei cromati. Queste opzioni offrono prestazioni simili ed evitano i rifiuti pericolosi.
Asciugatura e ispezione
Il pezzo deve essere asciutto. Qualsiasi umidità può creare fori di spillo durante l'indurimento. Gli operatori controllano i pezzi sotto una luce intensa per verificare che la superficie sia pulita e uniforme prima di spruzzare.
Passo dopo passo: Il processo di verniciatura a polvere dell'alluminio
La verniciatura a polvere dell'alluminio segue una serie controllata di fasi. Ogni fase aiuta il rivestimento ad aderire bene e a rimanere durevole.
1. Preparazione della superficie
La superficie di alluminio viene pulita, incisa e asciugata. In questo modo si crea una base pulita e conduttiva che trattiene bene la polvere. Una superficie ben preparata può raggiungere una forza di adesione di 5-7 MPa. Una buona preparazione riduce anche la possibilità di guasti precoci del rivestimento.
2. Applicazione della polvere
Gli operatori utilizzano una pistola a spruzzo elettrostatica per caricare le particelle di polvere fine. L'alluminio messo a terra attrae queste particelle, formando uno strato uniforme. La maggior parte dei lavori industriali mantiene il rivestimento tra 60 e 120 micron (0,002-0,005 pollici).
Alcuni dettagli aiutano a mantenere il livello coerente:
- Distanza della pistola rimane a circa 15-25 cm dalla superficie.
- La tensione rimane vicino a 60-90 kV per fornire una copertura completa.
- Umidità rimane al di sotto di 60%, quindi la carica elettrostatica funziona bene.
Alcuni pezzi grandi o pesanti utilizzano un metodo diverso. Nel processo a letto fluido, l'alluminio viene preriscaldato e poi immerso in una nuvola di polvere. La polvere si scioglie al contatto, formando uno strato spesso. Questo metodo funziona bene per le parti marine, i componenti strutturali e gli involucri protettivi.
3. La stagionatura in forno
Dopo il rivestimento, i pezzi vengono messi in un forno di polimerizzazione. Il calore provoca la fusione della polvere e la formazione di una pellicola reticolata che si lega saldamente all'alluminio. La maggior parte delle polveri polimerizza a 160-200 °C (320-390 °F) per 10-20 minuti.
Gli impianti moderni utilizzano spesso forni a nastro o forni a infrarossi per mantenere temperature stabili. Una polimerizzazione stabile aiuta a mantenere la lucentezza e la durezza, soprattutto sui pezzi complessi.
4. Raffreddamento e ispezione
I pezzi si raffreddano naturalmente all'aria aperta. Il raffreddamento forzato viene evitato perché può opacizzare la finitura o creare piccole crepe. Una volta raffreddati, gli operatori controllano che il colore e la consistenza della finitura siano uniformi. Utilizzano misuratori dello spessore del film e test di adesione a punti incrociati (ASTM D3359) per confermare la resistenza del rivestimento. Solo i pezzi approvati passano all'imballaggio o all'assemblaggio.
Vantaggi prestazionali dell'alluminio verniciato a polvere
I vantaggi dell'alluminio verniciato a polvere vanno ben oltre l'aspetto estetico. Il rivestimento crea una barriera resistente che migliora le prestazioni in molti modi.
Resistenza alla corrosione e agli agenti atmosferici
I test di resistenza alla salsedine (ASTM B117) dimostrano che l'alluminio ben rivestito può resistere a più di 1.000 ore di esposizione alla salsedine senza presentare ruggine o bolle. Questo lo rende una buona scelta per gli ambienti costieri, marini o esterni dove l'alluminio nudo fatica a funzionare.
Forza meccanica e resistenza agli urti
I rivestimenti in polvere formano uno strato denso che resiste a graffi e scheggiature. La durezza è solitamente compresa tra 2H e 3H sulla scala delle matite. Il rivestimento rimane inoltre sufficientemente flessibile da poter gestire piegatura sulle parti in alluminio più sottili senza incrinarsi.
Stabilità ai raggi UV e ritenzione della brillantezza
Le polveri di poliestere e fluoropolimero di alta qualità mantengono circa 90% della loro brillantezza dopo 5.000 ore di test UV. Questo soddisfa gli standard AAMA 2604/2605. Questi rivestimenti impediscono lo sbiadimento delle strutture e dei veicoli esposti alla luce solare.
Efficienza ambientale e dei costi
La verniciatura a polvere non rilascia VOC e produce pochissimi rifiuti. L'overspray può essere raccolto e riutilizzato, con un'efficienza del materiale fino a 98%. Le polveri che polimerizzano a bassa temperatura possono anche ridurre il consumo energetico di 20-30% rispetto alle vernici liquide.
Flessibilità del design e scelta estetica
La verniciatura a polvere è in grado di supportare quasi tutti i colori, i livelli di lucentezza e la struttura. Può abbinarsi ai colori del marchio o imitare l'acciaio inossidabile, il rame o le finiture anodizzate. Offre ai progettisti più opzioni, pur proteggendo il metallo dalla corrosione.
Verniciatura a polvere e altre opzioni di finitura
La scelta della finitura giusta dipende dalle esigenze di prestazione, dagli obiettivi estetici e dal budget. Ecco come la verniciatura a polvere si confronta con altri metodi standard.
Rivestimento in polvere vs. anodizzazione
L'anodizzazione crea uno strato di ossido più spesso sull'alluminio. Crea un aspetto duro e metallico con una forte resistenza all'usura e alla corrosione. Funziona bene per le parti di precisione e dà una finitura metallica pulita.
Tuttavia, l'anodizzazione ha dei limiti nella gamma di colori e può reagire in modo diverso con le diverse leghe di alluminio. La verniciatura a polvere offre una protezione più spessa (60-120 µm contro 5-25 µm) e una completa libertà di colore.
Gli ingegneri scelgono spesso l'anodizzazione per i componenti con tolleranze strette e la verniciatura a polvere per le parti esterne decorative o protettive.
Verniciatura a polvere vs vernice liquida
La vernice liquida è facile da riparare, ma non è all'altezza della resistenza della verniciatura a polvere. La verniciatura a polvere offre una copertura 2-3 volte più spessa, una migliore resistenza agli urti e nessuna emissione di solventi. Questo la rende migliore per le grandi produzioni e per gli obiettivi di sostenibilità.
Verniciatura a polvere vs placcatura metallica
La placcatura dei metalli (come il cromo o il nichel) offre conduttività e lucentezza. Ma la placcatura utilizza sostanze chimiche pericolose e richiede più energia. Il rivestimento in polvere offre una resistenza alla corrosione simile con un processo più pulito ed economico.
Difetti comuni e come prevenirli
La verniciatura a polvere può comunque sviluppare difetti se la preparazione, la spruzzatura o l'indurimento non sono ben controllati. Conoscere questi problemi e le loro cause aiuta a mantenere stabile la qualità.
Fori e bolle
Causa: Umidità, gas intrappolati o sporcizia sulla superficie dell'alluminio.
Prevenzione: Assicurarsi che la parte sia asciutta dopo il pretrattamento. Utilizzare aria compressa pulita ed evitare di toccare la superficie a mani nude. Il preriscaldamento del pezzo per un breve periodo (degassamento) aiuta a rimuovere l'umidità nascosta dall'alluminio fuso.
Texture della buccia d'arancia
Causa: Un rivestimento troppo spesso, una bassa temperatura di polimerizzazione o un flusso irregolare durante la polimerizzazione.
Prevenzione: Mantenere una distanza costante dalla pistola e impostare correttamente le impostazioni elettrostatiche. Mantenere un'alimentazione costante della polvere. Controllare regolarmente la temperatura del forno. Un additivo a flusso regolare nella polvere può contribuire a ridurre la consistenza.
Scarsa aderenza o desquamazione
Causa: Pulizia incompleta, residui di olio o pretrattamento non corretto.
Prevenzione: Verificare che la superficie sia pulita e uniforme. Seguire le fasi standard di preparazione della superficie. Eseguire test di adesione prima della produzione completa.
Rivestimento sottile o irregolare
Causa: Messa a terra debole, angoli di spruzzatura non ottimali o polvere che si accumula negli angoli.
Prevenzione: Ispezionare spesso i morsetti di messa a terra. Utilizzare pistole automatiche o reciprocatori per rivestire forme complesse. Se necessario, regolare il flusso d'aria e ruotare il pezzo per migliorare la copertura.
Variazione di colore o di lucentezza
Causa: Variazioni della temperatura del forno, differenze tra i lotti di polvere o cattiva conservazione della polvere.
Prevenzione: Conservare la polvere in un luogo fresco e asciutto a una temperatura pari o inferiore a 25°C (77°F). Tenere traccia dei lotti per mantenere il colore costante. Mantenere i forni puliti per evitare la contaminazione da polvere.

Considerazioni di progettazione e ingegneria
Una buona progettazione può migliorare la qualità del rivestimento e ridurre i problemi di produzione. Gli ingegneri devono considerare la forma, la messa a terra e le esigenze di assemblaggio.
Geometria e copertura
Spigoli vivi, cavità profonde e spazi ristretti possono causare un rivestimento non uniforme. I bordi arrotondati consentono un flusso di polvere più uniforme e riducono i punti sottili. Per le cavità profonde, l'utilizzo di un metodo di spruzzatura a due passate aiuta a raggiungere le zone d'ombra.
Strategia di sospensione e messa a terra
Una messa a terra adeguata aiuta la carica elettrostatica a tirare uniformemente la polvere. I pezzi sono appesi a ganci o scaffali metallici che conducono elettricità. I punti di contatto devono rimanere non rivestiti per mantenere una messa a terra stabile. Per le forme complesse, i punti di messa a terra devono essere pianificati per ridurre le zone di "gabbia di Faraday" in cui la polvere non arriva bene.
Mascheramento e zone di montaggio
Spesso è necessario mascherare le filettature, gli accoppiamenti scorrevoli e le aree di contatto elettrico. I tappi e i nastri in silicone per alte temperature proteggono queste zone durante la spruzzatura e l'indurimento. In questo modo le dimensioni rimangono precise e si evitano problemi durante l'assemblaggio.
Fori di sfiato e distribuzione del calore
Le parti cave hanno bisogno di fori di sfiato per scaricare la pressione durante la polimerizzazione. In assenza di sfiati, l'aria intrappolata può espandersi, formando bolle o difetti. Una buona ventilazione e uno spessore uniforme delle pareti aiutano a mantenere stabile il flusso di calore e a prevenire l'indurimento eccessivo.
Spessore del rivestimento e tolleranza di adattamento
La polvere aggiunge spessore, di solito 60-120 micron. Gli ingegneri dovrebbero includere questo aspetto nei loro piani di adattamento e di gioco. Parti come involucri o pannelli possono richiedere una lavorazione supplementare o istruzioni di mascheratura sul disegno.
Conclusione
La verniciatura a polvere è una delle opzioni di finitura più efficaci e versatili per l'alluminio. Migliora la resistenza alla corrosione, aumenta la forza meccanica e offre una superficie uniforme ed esteticamente accattivante, il tutto nel rispetto dell'ambiente.
In TZR lavoriamo con parti di alluminio di precisione dalla fase di estrusione grezza alla superficie finale verniciata a polvere. Il nostro team vanta oltre dieci anni di esperienza ingegneristica e le nostre linee di verniciatura producono finiture coerenti con colori stabili e forte adesione che soddisfano gli standard prestazionali globali.
Se avete bisogno di parti in alluminio con rivestimenti durevoli, resistenti alla corrosione e professionali, il nostro team può supportare il vostro progetto. Contattateci su sales@goodsheetmetal.com per condividere le vostre esigenze o richiedere un preventivo gratuito.
Domande frequenti
Tutte le leghe di alluminio possono essere verniciate a polvere?
Sì, la maggior parte delle leghe di alluminio, tra cui 5052, 6061 e 7075, può essere verniciata a polvere. Tuttavia, l'alluminio fuso può richiedere una speciale pre-cottura per rilasciare i gas intrappolati e prevenire i fori di spillo durante l'indurimento.
Qual è la temperatura di polimerizzazione ideale per i componenti in alluminio?
Gli intervalli di polimerizzazione tipici sono 160-200°C (320-390°F) per 10-20 minuti. I pezzi più spessi o le leghe sensibili al calore possono richiedere temperature più basse e cicli di polimerizzazione più lunghi.
La verniciatura a polvere sostituisce l'anodizzazione?
Non necessariamente. L'anodizzazione fornisce uno strato più sottile, metallico e resistente alla corrosione, mentre la verniciatura a polvere offre una protezione più spessa e flessibile ai colori. La scelta dipende dai requisiti visivi del pezzo e dall'ambiente di esposizione.
Quanto dura la verniciatura a polvere all'esterno?
I rivestimenti in polvere di alta qualità possono durare 10-15 anni in ambienti esterni se applicati e mantenuti correttamente. I rivestimenti di tipo architettonico conformi agli standard AAMA 2604/2605 durano ancora di più.
La vernice in polvere danneggiata può essere riparata o riverniciata?
Sì. I graffi minori possono essere carteggiati e riverniciati localmente, mentre i danni più gravi possono richiedere la sverniciatura completa e la riapplicazione. Poiché il rivestimento è termoindurente, non può essere fuso di nuovo, ma la riapplicazione offre una protezione simile.
La verniciatura a polvere è ecologica?
Assolutamente sì. Le vernici in polvere non emettono VOC e l'eventuale overspray può essere recuperato e riutilizzato. Inoltre, il processo consuma nel tempo meno energia rispetto alla verniciatura a liquido.


