La tranciatura della lamiera è uno dei processi più comuni nella fabbricazione dei metalli. Taglia la lamiera piatta in forme precise per la successiva formatura o assemblaggio. Il processo è veloce, coerente e conveniente. Per questo è ideale per produrre molti pezzi identici.
Negli ultimi anni, i produttori hanno richiesto tolleranze più strette e bordi più puliti. Questa esigenza ha spinto a migliorare la tecnologia di tranciatura. Le presse meccaniche tradizionali sono ancora utilizzate, ma i sistemi di precisione e servoassistiti stanno diventando sempre più popolari. Prima di esaminare questi nuovi metodi, è utile capire cos'è e come funziona la tranciatura.

Che cos'è la tranciatura della lamiera?
La tranciatura della lamiera è un processo di taglio a freddo che modella una lamiera piatta utilizzando un punzone e una matrice. La parte tagliata - il pezzo grezzo - diventa il pezzo finito. La lamiera avanzata viene solitamente riciclata.
Sembra simile a punzonaturama lo scopo è diverso:
- Oscuramento: il pezzo ritagliato è la parte finale.
- Punzonatura: si utilizza il foglio rimanente con i fori.
La tranciatura può produrre bordi lisci e dimensioni precise in un solo colpo di pressa. Inoltre, non comportando l'uso di calore, mantiene il metallo resistente.
Questo processo funziona solitamente con lamiere di spessore compreso tra 0,5 mm e 5 mm, anche se macchine speciali possono gestire materiali più spessi. I materiali più comuni sono l'acciaio dolce, l'acciaio inox, l'alluminio, l'ottone e il rame.
Come funziona il processo di tranciatura?
La tranciatura è un'azione di taglio controllata. Ogni fase influisce sulla qualità del bordo, sulla durata dell'utensile e sulla velocità di produzione.
Fase 1. Preparazione del materiale
La scelta del materiale giusto è il primo passo. Proprietà come la resistenza alla trazione, la duttilità e la direzione della grana influenzano il taglio della lastra. Le lastre vengono solitamente appiattite e pulite prima della lavorazione. La rimozione di olio, sporco o accumuli di ossido aiuta a prevenire l'usura degli utensili e i bordi irregolari.
Passo 2. Impostazione dello strumento
Gli strumenti principali sono il punzone, la matrice, la piastra di spellatura e i perni di guida. Il gioco tra punzone e matrice è fondamentale. Controlla la pulizia del taglio e la durata degli utensili.
Una regola generale per l'acciaio dolce è:
Spazio libero = 5-10% × spessore della lastra
Per i materiali più duri, come l'acciaio inossidabile, utilizzare un gioco leggermente maggiore (8-12%) per ridurre l'usura dell'utensile.
Fase 3. Serraggio e allineamento
Prima del taglio, la lamiera deve essere saldamente bloccata e allineata. Nelle configurazioni manuali, gli operatori utilizzano fermi e perni di posizionamento. Nei sistemi automatizzati, i servo alimentatori spostano il nastro in posizione per ogni corsa.
L'allineamento accurato garantisce che ogni fustella venga tagliata nel punto giusto. Questo migliora l'utilizzo del materiale e previene gli strappi.
Passo 4. Corsa di taglio
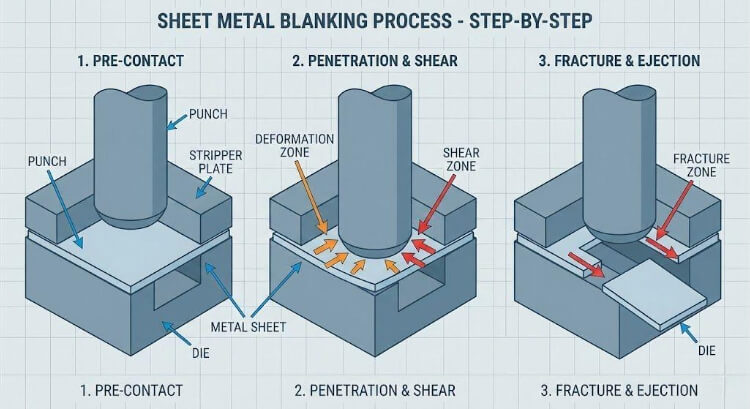
Una volta avviata la pressa, il punzone spinge nel metallo. L'azione di taglio avviene in tre fasi:
- Deformazione elastica - Il foglio si piega leggermente.
- Deformazione plastica - Il metallo inizia a cedere.
- Frattura - Il foglio bianco si separa dal foglio.
Fase 5. Ispezione e rimozione dei rifiuti
Dopo il taglio, i pezzi grezzi vengono controllati per verificare la precisione delle dimensioni, l'altezza delle bave e la planarità dei bordi. I sistemi automatizzati utilizzano spesso ispezioni laser o visive per misurare i pezzi direttamente sulla linea di produzione.
Nozioni di base sulla progettazione degli utensili
Una matrice di tranciatura è più di uno strumento di taglio: è un sistema di precisione che definisce il modo in cui il foglio si separa.
Un tipico set di stampi comprende le seguenti parti:
- Set di punzoni e fustelle - forma lo spazio vuoto.
- Piastra spogliatrice - rimuove la parte tagliata dal punzone.
- Perni di guida e boccole - mantenere tutto allineato durante il funzionamento.
Geometria di punzoni e stampi
La forma del punzone definisce il pezzo grezzo finale, mentre l'apertura della matrice consente il passaggio. I bordi affilati rendono i tagli più uniformi. Il gioco determina la quantità di bordo che diventa una zona setosa e brunita rispetto a una zona ruvida e fratturata.
Materiale e rivestimenti degli utensili
I materiali più comuni per gli utensili sono D2, SKD11 e carburo di tungsteno. Per i metalli duri come l'acciaio inossidabile o il titanio, i rivestimenti come il TiN o l'AlCrN possono aumentare la durata dell'utensile di due o tre volte.
Lubrificazione e raffreddamento
La lubrificazione riduce l'attrito e mantiene una finitura superficiale liscia. I sistemi automatizzati utilizzano nebulizzatori o spalmatori a rullo per una copertura uniforme. Una buona lubrificazione riduce anche il calore dell'utensile, contribuendo a mantenere l'affilatura dei bordi.
Tipi di operazioni di tranciatura
La tranciatura è disponibile in diverse forme, a seconda del design del pezzo, del volume e del metodo di produzione. Scegliere quella giusta significa bilanciare i costi e la qualità della produzione.
Blanking convenzionale
Questo è il metodo più semplice. Un solo colpo di punzone taglia il pezzo grezzo dal foglio. È veloce e conveniente, ed è ideale per pezzi di media precisione come staffe, rondelle e coperchi. Tolleranza tipica: ±0,05-0,1 mm, a seconda del materiale e della configurazione del gioco.
Tranciatura progressiva degli stampi
In questo metodo, il nastro di lamiera passa attraverso più fasi all'interno di un unico stampo. Ogni stazione esegue un'azione, come la perforazione o la formatura, fino a quando il pezzo è interamente realizzato alla corsa finale. È perfetto per i grandi volumi di produzione con alimentazione a bobina e può produrre un pezzo al secondo.
Tranciatura di stampi composti
Le matrici composte eseguono la tranciatura e la perforazione nella stessa corsa. Questa azione di taglio bilanciata garantisce un'eccellente planarità e precisione dimensionale. Sono comunemente utilizzate per flange, laminazioni di motori e rondelle di precisione.
Striscia continua di copertura
In questo caso, una bobina di metallo continua passa attraverso la matrice, tagliando uno o più pezzi per ogni corsa. Questo approccio migliora l'efficienza e riduce al minimo gli scarti, soprattutto nel settore delle clip per auto, dei terminali elettrici e dei connettori.
Operazioni combinate e secondarie
La tranciatura può essere combinata con la piegatura, la goffratura o la coniatura in un'unica configurazione. Questo metodo trasforma un semplice processo di taglio in una produzione di pezzi quasi finiti, risparmiando tempo e migliorando la planarità.
Materiali utilizzati per la tranciatura
| Materiale | Caratteristiche | Liquidazione consigliata | Applicazioni comuni |
| Acciaio dolce | Facile da formare e conveniente | 5-8% t | Staffe, pannelli |
| Acciaio inox | Forte e resistente alla corrosione | 7-10% t | Articoli da cucina, parti mediche |
| Alluminio | Leggero e morbido, può aderire agli strumenti | 8-12% t | Alloggiamenti, dissipatori di calore |
| Rame / Ottone | Taglio conduttivo e pulito | 6-9% t | Connettori elettrici |
La scelta del materiale giusto aiuta a mantenere la qualità dei bordi e la durata dell'utensile. I diversi metalli si comportano in modo diverso sotto pressione, quindi è necessario regolare il gioco e la forza di pressatura.
Suggerimento di qualità: Per materiali fragili come l'acciaio inox 304, allineare la direzione della grana con il taglio più corto per ridurre la lacerazione dei bordi.
Spessore e forza
La maggior parte delle presse gestisce fogli di spessore compreso tra 0,5 mm e 6 mm. Le lastre più spesse richiedono una forza maggiore, stimata da:
F=L×t×τ
Esempio:
Per una lastra di acciaio inossidabile di 2 mm di spessore con un perimetro di 150 mm e una resistenza al taglio di 600 N/mm²:
F=150×2×600=180,000N=180kN
Vantaggi e limiti
La tranciatura della lamiera è nota per la sua velocità, precisione e basso costo nella produzione di grandi volumi. Tuttavia, come ogni processo, ha i suoi limiti. La comprensione di entrambi aiuta gli ingegneri a scegliere l'approccio giusto per ogni progetto.
Vantaggi
Alta precisione dimensionale
Le moderne presse di tranciatura possono raggiungere tolleranze di ±0,05 mm o superiori con stampi ben lavorati. La stabilità del gioco e la robustezza dei telai delle presse consentono di ottenere una qualità costante per migliaia di cicli, rendendo la tranciatura ideale per i lavori con tolleranze ristrette nella produzione automobilistica o elettronica.
Eccellente ripetibilità e velocità
Una volta impostato lo stampo, ogni corsa produce un duplicato dell'ultimo pezzo. I tempi di ciclo inferiori a 1 secondo sono standard nei sistemi progressivi con alimentazione a bobina. Questa ripetibilità è il motivo principale per cui la tranciatura rimane il fulcro delle linee di stampaggio ad alta velocità in tutto il mondo.
Basso costo per unità su scala
Sebbene la produzione di utensili possa rappresentare fino a 40% del costo iniziale del progetto, il prezzo per pezzo diminuisce rapidamente con l'aumento della produzione. A volumi di produzione superiori a 50.000 pezzi, la tranciatura spesso costa 30-50% in meno per pezzo rispetto al taglio laser o alla lavorazione.
Uso efficiente del materiale
Una buona progettazione dello stampo consente di raggiungere un utilizzo del foglio di 90-95%. Gli scarti sono facili da riciclare e i sistemi di rimozione automatica aiutano a ridurre gli scarti e a migliorare la sostenibilità.
Processo a freddo - Nessun danno da calore
La tranciatura taglia il metallo meccanicamente, non termicamente. In questo modo si evita la zona termicamente alterata (ZTA) e si mantengono la resistenza e la finitura superficiale del materiale, riducendo la necessità di un'ulteriore lucidatura o ricottura.
Limitazioni
Elevati costi di attrezzaggio e allestimento
Gli stampi complessi sono costosi da progettare e lavorare. Per piccoli lotti o prototipi, l'investimento è spesso superiore ai vantaggi.
Limited Design Flexibility
Each die is made for one shape. Even small design changes can require new tooling or rework, which increases downtime and costs.
Burrs and Edge Deformation
Standard blanking often leaves burrs around 0.03–0.08 mm high. Poor clearance or dull tools can make it worse and require post-processing.
Tool Wear and Maintenance
Tool edges dull over time. Cutting stainless steel or galvanized material wears tools 20–30% faster than mild steel. Regular sharpening and alignment checks are essential to maintain precision.
Rumore e vibrazioni
Mechanical presses can reach sound levels above 85 dB, so operators often need hearing protection or soundproof enclosures.
Common Quality Issues and How to Optimize
Even with a stable setup, blanking performance can decline due to tool wear, misalignment, or uneven material. Detecting problems early helps maintain consistent quality and reduces waste.
1. Burr Formation
Causa:
Too much clearance, dull punches, or weak lubrication.
Correggere:
- Keep clearance at 6–10% of sheet thickness.
- Resharpen tools every 100,000–200,000 strokes.
- Use micro-lubrication or dry-film coatings.
- Apply TiCN or AlCrN coatings when working with stainless steel.
2. Die Wear and Misalignment
Causa:
Improper alignment or uneven load during repeated cycles.
Correggere:
- Check alignment daily with pins or dowels.
- Add load sensors to monitor unbalanced forces.
- Use carbide or SKD11 inserts for longer runs.
- Track die life and set maintenance schedules.
3. Material Deformation and Edge Roll
Causa:
Thin sheets bending under pressure, excess force, or weak stripping.
Correggere:
- Adjust stripper plate pressure.
- Support large blanks with pads.
- Lower stroke speed for thin aluminum.
- Utilizzo fine blanking or vacuum systems for sheets thinner than 0.5 mm.
4. Dimensional Drift
Causa:
Tool wear, temperature changes, or uneven material thickness.
Correggere:
- Use in-line optical inspection for live feedback.
- Adjust clearance automatically in servo presses.
- Record stroke counts to plan resharpening.
5. Surface Scratches and Poor Lubrication
Causa:
Insufficient oiling or trapped debris between the sheet and the die.
Correggere:
- Use roller or mist lubrication for even coating.
- Clean tools frequently to remove chips.
- Use urethane strippers for decorative or brushed stainless parts.
Applicazioni in tutti i settori
Sheet metal blanking plays a vital role across industries that depend on accurate, lightweight, and consistent metal parts. Because it combines high precision with high speed, it bridges the gap between prototyping and full-scale production.
Automotive Engineering
The automotive industry relies heavily on blanking to produce brake pad back plates, clutch discs, seat brackets, steering locks, and suspension links. Progressive lines can reach speeds of 200 strokes per minute, creating hundreds of identical parts from a single coil.
Fine blanking is especially popular for parts that must meet strict safety and performance standards. It produces smooth, fully sheared edges, which improve fatigue resistance and reduce noise and vibration in brake assemblies.
Electronics and Electrical Equipment
In electronics, precision and conductivity are top priorities. Blanking is used to make motor laminations, shielding frames, terminals, and contact plates from copper and brass. These materials require tight dimensional control to ensure reliable electrical performance.
Modern servo presses can blank thin foils below 0.3 mm for miniature sensors and connectors, maintaining tolerances within ±0.03 mm.
Appliance and Industrial Enclosures
Manufacturers of HVAC units, lighting fixtures, and control panels use blanking to create flat panels, brackets, and frames. The smooth, burr-free edges help speed up assembly and ensure tight sealing when parts are joined.
Automated coil-feeding and stacking systems enable 24-hour production, boosting productivity while reducing labor costs.
Aerospace and Energy Systems
The aerospace and renewable energy sectors demand the highest strength-to-weight ratio.
Blanking is used to form titanium brackets, stainless-steel clamps, and EV battery plates, where precision and clean edges are critical.
Servo-driven presses help control cutting force and prevent micro-cracks, ensuring the parts meet strict reliability standards.

Conclusione
Sheet metal blanking remains one of the most reliable and cost-efficient cutting methods in modern manufacturing. Its ability to produce millions of identical parts with minimal waste makes it essential for industries that demand both quality and speed.
Today’s servo-controlled and sensor-equipped presses bring new precision to the process. With features like real-time monitoring, automatic load adjustment, and energy-saving modes, blanking has evolved into an innovative, data-driven manufacturing system.
Looking for a supplier that can deliver high-precision sheet metal parts at scale? At TZR, our team specializes in servo press blanking, precision tooling, and automated coil-fed production lines — built to meet your tolerance, finish, and delivery requirements. Send us your drawings or specifications today, and our engineers will review them within 24 hours to provide a tailored quote and DFM suggestions.
Domande frequenti
What’s the difference between blanking and stamping?
Blanking is one specific operation within stamping. It cuts out a shape, while stamping can also include bending or forming.
How does blanking compare to laser cutting?
Laser cutting is excellent for short runs or custom parts. Blanking, however, is faster, more repeatable, and cheaper for large volumes. It also causes no heat damage.
Which materials are commonly used for blanking?
Mild steel, stainless steel, aluminum, copper, and brass are the most common. Each material needs its own clearance setting and lubrication type.
How can manufacturers improve efficiency?
Upgrading to servo presses, optimizing nesting layouts, and implementing predictive maintenance can improve productivity and extend tool life.