
La scelta del giusto metodo di giunzione della lamiera non è una questione di preferenze, ma un calcolo strutturale ed economico. La scelta tra saldatura e rivettatura determina la capacità di carico dell'assemblaggio, il collo di bottiglia della produzione in fabbrica e il costo finale per pezzo.
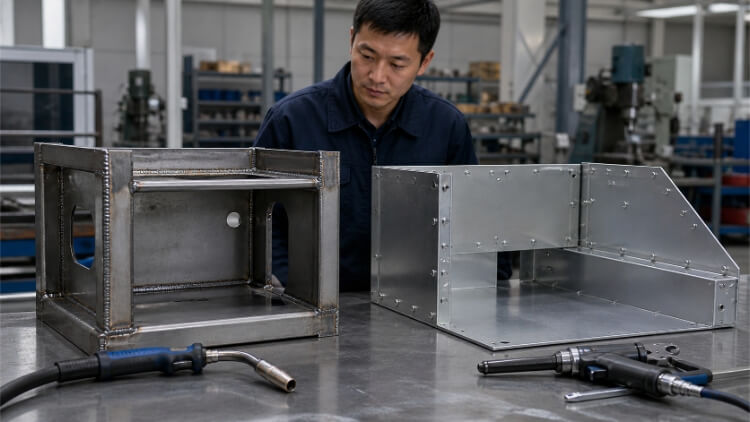
La saldatura fonde i materiali in un'unica struttura continua, ideale per carichi pesanti e requisiti di tenuta rigorosi. La rivettatura si basa su dispositivi di fissaggio meccanici per bloccare insieme lamiere sovrapposte, offrendo una soluzione con processo a freddo che evita la distorsione del materiale.
Una scelta sbagliata già in fase di progettazione può portare a lamiere sottili deformate, a test di vibrazione sul campo falliti o a inutili costi di finitura secondaria. Questa guida illustra le realtà ingegneristiche di entrambi i processi per aiutarvi a specificare il giunto giusto per il vostro assemblaggio.
Saldatura e rivettatura in sintesi
Non esiste un processo universalmente "migliore" tra la saldatura e la rivettatura. La scelta ottimale è strettamente determinata dalla funzione del pezzo, dai materiali utilizzati e dall'ambiente di produzione.
La saldatura forma un giunto continuo
Saldatura applica un calore intenso per fondere i metalli di base (spesso con un materiale di riempimento), fondendoli in un unico pezzo continuo. È il processo ideale quando un assemblaggio richiede la massima rigidità, una resistenza strutturale permanente o una tenuta assoluta a liquidi e gas.
La rivettatura forma un giunto meccanico
Rivincita è un processo di formatura a freddo. Consiste nel praticare fori, inserire un elemento di fissaggio e deformare la coda del rivetto per fissare le lamiere. È molto efficace per unire metalli di spessore ridotto, materiali sensibili al calore e metalli dissimili che non possono essere fusi insieme.
La scelta giusta dipende dalla funzione del pezzo
Gli ingegneri devono valutare i compromessi. Un giunto saldato offre una finitura estetica senza giunture, ma richiede manodopera specializzata e rischia la distorsione termica. Un giunto rivettato è veloce e altamente ripetibile, ma lascia visibili le teste degli elementi di fissaggio e richiede la sovrapposizione delle flange.
Tabella 1: Guida alla selezione rapida
| Requisiti | Scelta migliore | Motivo |
| Elevata resistenza strutturale | Saldatura | Forma un giunto continuo |
| Resistenza alle perdite | Saldatura | Può creare cuciture sigillate |
| Fogli sottili termosensibili | Rivincita | Evita la distorsione da calore di saldatura |
| Materiali misti | Rivincita | Nessuna fusione di metalli comuni |
| Superficie esterna pulita | Saldatura | Nessuna testa di rivetto visibile |
| Riparazione semplice | Rivincita | I rivetti possono essere rimossi e sostituiti |
| Lamiere rivestite o zincate | Rivincita | Riduce i danni al rivestimento |
Cosa cambia quando si saldano o rivettano le lamiere?
Il comportamento fisico di un assemblaggio di lamiere cambia in modo significativo a seconda di come vengono formate le giunzioni. La comprensione di queste differenze meccaniche è fondamentale per evitare guasti prematuri sul campo.
Resistenza e percorso di carico
Una saldatura eseguita correttamente distribuisce le sollecitazioni meccaniche in modo continuo su tutta la lunghezza del giunto. Il giunto saldato è spesso resistente come, o più, del metallo di base stesso.
Al contrario, le connessioni rivettate trasferiscono i carichi attraverso punti specifici e isolati. La perforazione o la punzonatura dei fori per i rivetti rimuove intrinsecamente il materiale, riducendo l'area della sezione trasversale della lamiera e creando concentrazioni di sollecitazioni localizzate sui bordi dei fori.
Vita a fatica sotto vibrazione
La rigidità non è sempre un vantaggio. In ambienti caratterizzati da vibrazioni ad alta frequenza, come telai di autoveicoli, contenitori di trasporto o macchinari pesanti, una saldatura molto rigida può essere un problema. Un carico ciclico costante può causare la formazione di microcricche e la loro propagazione attraverso la fragile zona termicamente alterata della saldatura.
I giunti rivettati possiedono un certo grado di microflessibilità. Ciò consente all'assemblaggio di assorbire e dissipare leggermente l'energia delle vibrazioni, spesso con una maggiore durata a fatica sotto carichi dinamici.
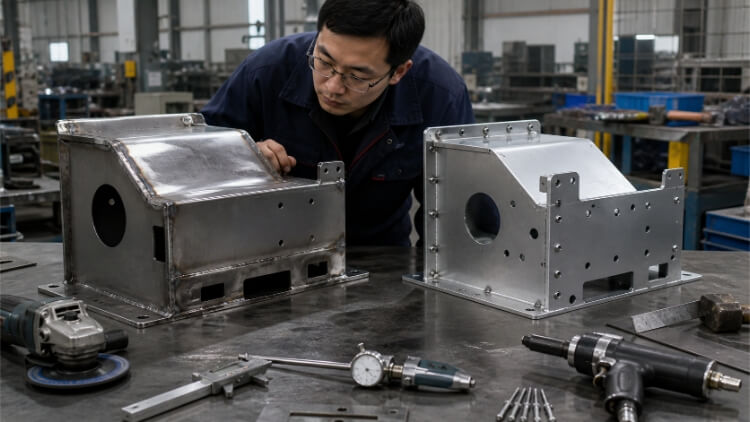
Apporto di calore e distorsione delle lastre sottili
La saldatura genera una zona termicamente alterata (ZTA) che modifica la microstruttura del metallo circostante. Quando si saldano materiali sottili, come l'alluminio 5052 da 1,2 mm o l'acciaio inox 304 da 1,0 mm, questo calore intenso e localizzato provoca una forte espansione e contrazione termica.
Il risultato è una deformazione, una deformazione e un'occasionale bruciatura, che richiede un costoso raddrizzamento manuale in un secondo momento. La rivettatura elimina questo rischio, mantenendo la geometria precisa e la planarità delle lamiere a basso spessore.
💡 Un consiglio da professionista: Spesso vediamo file di progettazione in cui gli ingegneri specificano saldature complete su involucri di alluminio da 1,2 mm per evitare teste di fissaggio visibili. In realtà, il lavoro manuale necessario per eliminare la distorsione termica può facilmente far lievitare i costi unitari di 30% rispetto a un progetto rivettato.
Compatibilità dei materiali e rischio di corrosione
La rivettatura è la soluzione standard per unire metalli dissimili, ad esempio per fissare un pannello di alluminio 6061-T6 a un telaio in acciaio al carbonio. Tuttavia, questa soluzione introduce un'insidia tecnica critica: la corrosione galvanica.
Se un rivetto in acciaio nudo viene installato in una lamiera di alluminio ed esposto a un elettrolita (come l'umidità), i metalli reagiscono. Questo provoca la corrosione e il rapido cedimento del giunto, con conseguenti costosi richiami sul campo e richieste di garanzia.
Per avere successo, i giunti rivettati con metalli dissimili richiedono un isolamento adeguato, come rivestimenti dielettrici, zincatura o rondelle non conduttive. La saldatura evita completamente i problemi galvanici perché è generalmente limitata alla giunzione di leghe identiche o altamente compatibili.
Requisiti di tenuta e visivi
Per le applicazioni che richiedono involucri a tenuta d'acqua o d'aria, come i serbatoi di fluidi o i serbatoi di acqua. armadi elettrici da esternoÈ obbligatorio eseguire una saldatura completa e continua. La saldatura consente anche di ottenere un'estetica di alto livello: il cordone di saldatura può essere rettificato e lucidato, diventando completamente invisibile dopo la verniciatura a polvere.
La rivettatura non può garantire una tenuta ermetica senza l'aggiunta di sigillanti liquidi secondari o guarnizioni. Inoltre, le teste dei rivetti sporgeranno sempre, rompendo il piano visivo della superficie.
Regole di progettazione che influiscono sulla qualità dei giunti
Un giunto è affidabile quanto la sua progettazione. Le saldature o i rivetti mal progettati non falliscono solo sul campo, ma causano colli di bottiglia immediati in fabbrica. Progettare per la producibilità (DFM) significa comprendere i limiti fisici degli strumenti e dei materiali utilizzati.
Distanza tra i fori dei rivetti e distanza dai bordi
Se si posiziona un rivetto troppo vicino al bordo di un pezzo di lamiera, si rischia un guasto catastrofico. La forza di serraggio e il carico operativo possono causare lo strappo o la deformazione del metallo.
Una regola di produzione standard è quella di mantenere il centro del foro del rivetto ad almeno due volte il diametro del rivetto dal bordo. Allo stesso modo, una distanza troppo ravvicinata tra i rivetti rimuove una quantità eccessiva di materiale di base, indebolendo gravemente la resistenza al taglio complessiva della flangia.
Larghezza della flangia e accesso agli utensili
Gli ingegneri spesso progettano angoli stretti in CAD, dimenticando che un operatore umano ha bisogno di spazio fisico per inserire una pistola pneumatica per rivetti.
Se la flangia di piegatura è troppo stretta (in genere inferiore a 15 mm per i rivetti standard), l'ogiva della pistola per rivetti non può appoggiarsi a filo della lamiera. Ciò comporta rivetti angolati, giunzioni allentate e superfici graffiate. Verificate sempre il raggio d'azione degli utensili di rivettatura standard e progettate la larghezza della flangia in modo da adattarla.
Lunghezza della saldatura e gestione del calore
Specificare una saldatura continua su tutta la lunghezza di un giunto lungo in lamiera è raramente necessario per l'integrità strutturale e quasi sempre comporta una forte deformazione.
Invece di un singolo cordone continuo, gli ingegneri più esperti specificano saldatura delle cuciture. Ad esempio, specificando una saldatura di 25 mm ogni 75 mm si ottiene un'eccellente resistenza, consentendo al contempo la dissipazione del calore. Questo riduce drasticamente la distorsione termica in materiali come l'acciaio laminato a freddo da 1,5 mm (SPCC).
Spostamento della tolleranza dopo il montaggio
La saldatura restringe intrinsecamente il metallo quando il bagno di saldatura si raffredda e si solidifica. Questa contrazione termica può portare l'intero assemblaggio fuori tolleranza, in particolare su telai di grandi dimensioni o involucri precisi.
La rivettatura blocca i pezzi in posizione esattamente dove i fori sono allineati. Perché Punzonato a CNC o taglio laser I fori pilota sono incredibilmente precisi e gli operai possono usare i perni Cleco per bloccare insieme grandi parti di lamiera prima della rivettatura. In questo modo i pezzi si "autofissano", garantendo che l'assemblaggio finale corrisponda alle dimensioni CAD senza restringimenti indotti dal calore.
💡 Un consiglio da professionista: Quando progettiamo un telaio saldato che richiede tolleranze strette per lo scorrimento dei componenti interni, prevediamo sempre un margine di lavorazione di 1-2 mm. Saldiamo prima il telaio, lasciamo che la distorsione si assesti e poi fresiamo i punti critici di montaggio alla dimensione finale esatta.
Costi, tempi di consegna e rischi di produzione
I responsabili degli acquisti spesso si concentrano sul costo grezzo di un rivetto rispetto al costo del filo di saldatura. È una trappola. La vera differenza economica risiede nei tassi di manodopera, nella preparazione delle superfici, nella complessità delle attrezzature e nel rischio di scarto dei pezzi.
Opzioni per la manodopera qualificata e l'automazione
La saldatura manuale richiede operatori altamente qualificati e certificati, il che la rende uno dei centri di lavoro più costosi in una fabbrica di lamiere.
La rivettatura è un processo standardizzato e altamente ripetibile. L'impostazione di un rivetto cieco pneumatico richiede da 3 a 5 secondi e può essere eseguita da operatori con una formazione minima. Per contro, una saldatura TIG di 25 mm su acciaio inossidabile può richiedere 45 secondi di arco, oltre all'impostazione e alla post-elaborazione.
Il ponte tra prototipo e produzione
Nella fase di prototipazione e di basso volume, la rivettatura la fa da padrona. Poiché i pezzi sono autolocalizzati grazie ai fori pilota e ai perni Cleco, non sono necessarie attrezzature personalizzate. È possibile iterare rapidamente i progetti a costi contenuti.
Tuttavia, quando si passa alla produzione di massa, la strategia si sposta spesso sulla saldatura robotizzata a punti o sulla saldatura MIG. Sebbene ciò richieda un investimento di migliaia di dollari in pesanti maschere di saldatura lavorate su misura per evitare la deformazione termica, la velocità completamente automatizzata e la rigidità strutturale riducono in ultima analisi i costi unitari di scala.
Costi nascosti nella pulizia e nella finitura delle saldature
Raramente una saldatura è finita quando la torcia viene spenta. Se il prodotto richiede una finitura estetica liscia, gli operatori devono smerigliare manualmente la saldatura, levigare l'area e pulire chimicamente la tinta a caldo.
La smerigliatura e la passivazione di una saldatura TIG su un involucro in acciaio inox 304 spesso richiede da 2 a 3 minuti per ogni giunzione, molto più della saldatura stessa. In uno chassis con 50 punti di connessione, questo lavoro manuale rappresenta un'enorme fonte di costi. La rivettatura non richiede alcuna post-elaborazione. Una volta che il rivetto è stato estratto, il pezzo è pronto per la fase successiva.
Sequenza di trattamento della superficie
Il metodo di giunzione è dettato dalla sequenza di produzione. La saldatura deve essere eseguita su metallo nudo; non è possibile saldare su vernici a polvere o placcature pesanti senza creare fumi tossici e saldature porose e deboli.
La rivettatura può essere eseguita dopo che il metallo è stato completamente trattato in superficie. Questo è un grande vantaggio quando si lavora con lamiere prezincate o pannelli preverniciati, in quanto preserva completamente il rivestimento anticorrosione applicato in fabbrica.
Rischio di rilavorazione e tolleranza di assemblaggio
Gli errori capitano in catena di montaggio. Se un componente saldato è disallineato, per correggerlo è necessario tagliare, molare e ricominciare da capo, spesso rottamando completamente il pezzo.
I rivetti offrono una rete di sicurezza a basso rischio. Un pannello rivettato disallineato può essere forato in pochi secondi. Le parti vengono separate in modo pulito, riposizionate e rivettate senza danneggiare il metallo di base.
Tabella 2: Ripartizione dei costi e dei rischi di produzione
| Fattore di produzione | Impatto della saldatura | Impatto avvincente |
| Livello di abilità dell'operatore | Alto (richiede saldatori certificati) | Basso (Facile da formare, strumenti standardizzati) |
| Costo iniziale dell'apparecchio | Alto (necessita di maschere di serraggio rigide e personalizzate) | Basso (auto-localizzazione tramite Clecos/fori pilota) |
| Lavoro di post-elaborazione | Alto (smerigliatura, levigatura, pulizia con acidi) | Zero (pronto per l'uso immediato o per la spedizione) |
| Materiali pre-rivestiti | Non può essere utilizzato (distrugge il rivestimento, fumi tossici) | Eccellente (mantiene l'integrità del rivestimento di fabbrica) |
| Costo della rilavorazione | Molto alto (è necessario un taglio distruttivo) | Molto basso (basta forare il rivetto) |
| Miglior adattamento al volume | Produzione di massa (giustifica l'automazione delle attrezzature) | Prototipazione ad alto livello (flessibile e scalabile) |
Dove si colloca ogni metodo negli assemblaggi reali di lamiere?
In fabbrica è l'applicazione a dettare il processo. Ecco come ingegneri di produzione esperti applicano la saldatura e la rivettatura in categorie di prodotti industriali standard.
Quadri elettrici e armadi di controllo
Se l'involucro richiede una tenuta ambientale rigorosa, ad esempio un grado di protezione IP67 o NEMA 4X per ambienti esterni o di lavaggio, la saldatura continua non è negoziabile.
Un armadio di controllo in acciaio inox 316L da 1,5 mm deve essere completamente saldato a TIG sulle giunture, rettificato a filo e passivato. Il tentativo di rivettare un involucro con grado di protezione IP richiede sigillanti siliconici secondari o guarnizioni pesanti. Queste ultime si degradano con l'esposizione ai raggi UV e ai cicli termici, causando in ultima analisi infiltrazioni d'acqua e cortocircuiti catastrofici.
Armadietti per telecomunicazioni e gruppi pre-copertinati
Gli armadi per telecomunicazioni 5G e le unità HVAC esterne sono spesso stampati in lamiera prezincata per evitare la ruggine.
Se si salda l'acciaio zincato, l'arco a 3000°C vaporizza istantaneamente il rivestimento protettivo di zinco, rilasciando fumi tossici e lasciando la zona colpita dal calore completamente priva di protezione. A meno che l'intero telaio saldato non venga sottoposto a una costosa zincatura a caldo post-fabbricazione, il cordone saldato arrugginirà entro 6 mesi in un ambiente costiero. La rivettatura lascia intatto lo strato di zinco 100%, il che la rende il processo obbligatorio per i materiali pre-rivestiti.
Staffe strutturali pesanti e volume di spedizione
Quando si costruiscono telai portanti in acciaio al carbonio Q235 da 3 mm a 6 mm, la saldatura MIG fornisce la necessaria resistenza al taglio per gestire carichi statici massicci. Tuttavia, per le catene di fornitura transfrontaliere, un telaio di grandi dimensioni 100% completamente saldato comporta il pagamento di una spedizione aerea a vuoto.
I team di approvvigionamento più intelligenti utilizzano una strategia modulare. Saldano a TIG o MIG i sottogruppi critici e ad alta sollecitazione in fabbrica, ma progettano il telaio esterno principale per l'assemblaggio utilizzando rivetti o bulloni strutturali per impieghi gravosi. Questo approccio ibrido mantiene l'integrità strutturale dell'acciaio Q235, riducendo al contempo il volume delle spedizioni via mare di oltre 40%.
Componenti trafilati e sollecitazioni residue
Nello stampaggio di metalli con imbutitura profonda, la lamiera subisce un'estrema deformazione plastica. Ciò lascia enormi tensioni residue interne alle pareti del pezzo imbutito.
Se si applica un intenso calore di saldatura per fissare una staffa interna a un guscio imbutito, le sollecitazioni vengono rapidamente rilasciate. È probabile che l'alloggiamento si incrini, si deformi o esca completamente dalla tolleranza dimensionale. Per le aree altamente formate sui pezzi imbutiti, i processi di formatura a freddo come la rivettatura cieca rimangono la scelta ingegneristica più sicura per fissare i componenti secondari senza compromettere la geometria primaria.
Quando la saldatura e la rivettatura funzionano meglio insieme?
L'errore più comune che commettono i giovani ingegneri è quello di considerare la saldatura e la rivettatura come una scelta binaria. Nella progettazione di hardware di livello mondiale, i migliori assemblaggi utilizzano una strategia di giunzione mista.
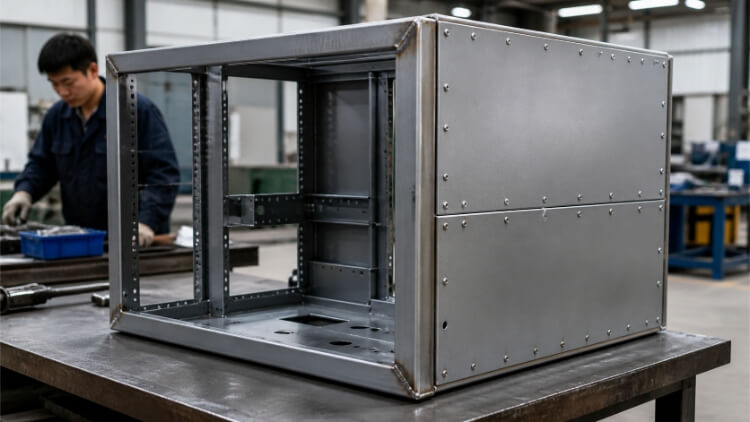
L'approccio dell'esoscheletro
Una strategia classica di DFM per i macchinari industriali è la costruzione dell'"esoscheletro".
Gli ingegneri progettano un pesante telaio strutturale interno utilizzando tubi d'acciaio saldati da 2 mm per garantire rigidità assoluta e smorzamento delle vibrazioni. Tuttavia, i pannelli estetici esterni, spesso realizzati in leggero alluminio anodizzato da 1,2 mm, sono fissati a questo telaio saldato mediante rivetti ciechi strutturali o inserti filettati. In questo modo si ottiene un'anima resistente con pannelli estetici perfettamente piatti e privi di distorsioni.
Cuciture saldate con pannelli di servizio rimovibili
Le giunzioni permanenti sono un incubo per la manutenzione sul campo. Se una pompa del fluido all'interno di un serbatoio completamente saldato si guasta, i tecnici sul campo non possono portare una smerigliatrice angolare e un saldatore TIG presso la struttura del cliente per aprire e risigillare la copertura.
Gli assemblaggi intelligenti utilizzano saldature continue per il corpo di contenimento primario per garantire la resistenza alle perdite, ma utilizzano flange rivettate o imbullonate per i pannelli di accesso. In caso di guasto di un componente, un tecnico può forare i rivetti in 10 secondi, sostituire il pezzo e installare nuovi rivetti con un utensile manuale $50, eliminando praticamente i tempi di fermo della fabbrica.
💡 Un consiglio da professionista: Quando si progetta una copertura per esterni ad assemblaggio misto, bisogna fare attenzione alla corrosione galvanica tra il telaio saldato e i pannelli rivettati. Se si rivettano i pannelli in alluminio su un telaio saldato in acciaio al carbonio, specificare sempre rivetti placcati in zinco-nichel o utilizzare rondelle di isolamento in nylon. Abbiamo visto armadi elettrici da $10.000 fallire semplicemente perché un rivetto in acciaio nudo da $0,05 ha reagito con una porta in alluminio.
Conclusione
La saldatura e la rivettatura non sono metodi concorrenti. Risolvono problemi di giunzione diversi nella produzione di lamiere. La saldatura è spesso più indicata per strutture robuste, cuciture sigillate e superfici esterne pulite. La rivettatura è spesso più indicata per lamiere sottili, materiali misti, parti rivestite e assemblaggi che possono richiedere riparazioni o sostituzioni.
Prima di scegliere tra la saldatura e la rivettatura, confermate il materiale, lo spessore, i requisiti di carico, la finitura superficiale, la tolleranza e la quantità di produzione. Se non siete sicuri di quale sia il metodo più adatto al vostro assemblaggio di lamiere, inviateci il vostro disegno. Il nostro team di ingegneri può esaminare il progetto del giunto e suggerire un percorso di produzione pratico.


