Ogni volta che aprite la portiera di un'auto, girate il tappo di un serbatoio o usate un lavandino in acciaio inossidabile, state maneggiando un pezzo imbutito. L'imbutitura profonda è uno dei metodi più affidabili per modellare la lamiera in forme senza giunture e durevoli, da piccoli alloggiamenti elettrici a grandi pannelli strutturali.
Questo processo trasforma uno spezzone di metallo piatto in una forma cava tirandolo con un punzone nella cavità di uno stampo. Quando la profondità del pezzo è maggiore del suo diametro, si parla di imbutitura profonda. A differenza dello stampaggio normale, che taglia o piega principalmente il metallo, l'imbutitura profonda allunga la lamiera per creare una forma liscia, continua e priva di giunzioni, leggera e resistente.
Solo nella produzione di automobili, più di 150 componenti vengono imbutiti, come gli alloggiamenti degli airbag, i filtri e i coperchi del carburante. Il processo è apprezzato per la precisione, la coerenza e l'elevata efficienza dei materiali, che lo rendono essenziale per una produzione scalabile ed economicamente vantaggiosa.

Che cos'è il disegno profondo
L'imbutitura è un processo di flusso controllato del metallo. Un pezzo grezzo piatto viene tenuto tra lo stampo e il porta-stampi mentre un punzone lo trascina nella cavità dello stampo. Durante questo movimento, il metallo si tende lungo la parete e si comprime sulla flangia. Il giusto equilibrio tra tensione e compressione garantisce una formatura regolare; un equilibrio insufficiente porta a grinze o strappi.
Le moderne presse servo e idrauliche monitorano la posizione del punzone e la forza di formatura durante ogni corsa. La curva forza-spostamento che registrano indica la stabilità del flusso: una curva regolare significa una deformazione uniforme, mentre picchi improvvisi indicano spesso problemi di attrito o di lubrificazione.
Componenti essenziali e loro ruolo
Questi pezzi devono essere perfettamente allineati e avere superfici lisce. Anche uno scarto di 0,05 mm può causare uno spessore della parete non uniforme o una distorsione dei bordi.
Applicazioni tipiche
L'imbutitura profonda è comune ovunque siano importanti le superfici senza giunture e la geometria forte:
- Automobile: Serbatoi del carburante, gusci dei filtri, alloggiamenti dei sensori
- Elettronica: involucri, schermi EMI, cappucci per connettori
- Elettrodomestici: lavelli, pentole, apparecchi di illuminazione
- Medicale e industriale: alloggiamenti, custodie per pompe, contenitori di precisione
Questo metodo combina qualità ripetibile e scarti minimi, rendendolo ideale per le lunghe tirature.
Come funziona il disegno profondo: passo dopo passo
Ciascuno formazione La fase di lavoro serve a uno scopo. Se messa a punto correttamente, la sequenza assicura un flusso regolare, una precisione e una lunga durata dell'utensile.
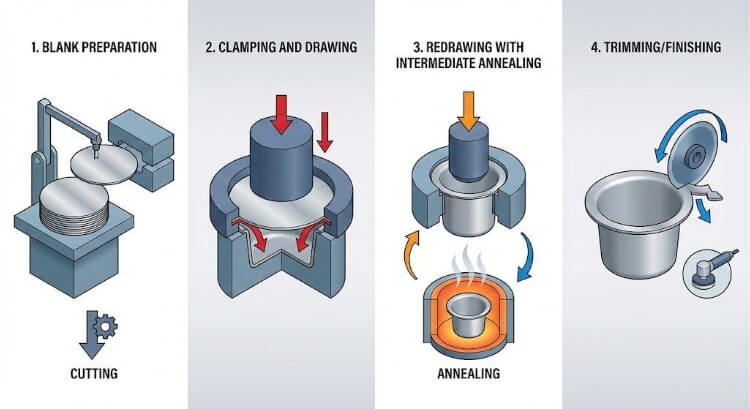
Fase 1: Preparazione della fustella
Il processo inizia con il taglio di pezzi grezzi da lamiere o bobine, solitamente in acciaio dolce, acciaio inox o alluminio. Il taglio preciso con laser o cesoie consente di ottenere bordi puliti che impediscono la formazione di crepe.
Successivamente, i grezzi vengono puliti e lubrificati. Uno strato consistente di olio o di film polimerico riduce l'attrito e garantisce un flusso equilibrato. Un rivestimento non uniforme può causare un allungamento più rapido di un lato rispetto all'altro.
Fase :2:Collocazione e disegno iniziale
Il fustellato viene bloccato tra la matrice e il supporto del fustellato sotto una pressione controllata. Quando il punzone scende, tira la lamiera nella matrice. La flangia si comprime e la parete si allunga: entrambe devono rimanere in equilibrio per una formatura regolare.
Le impostazioni principali includono:
- Pressione del portabulino: un livello troppo basso provoca la formazione di rughe; un livello troppo alto provoca la lacerazione.
- Velocità dei pugni: La lentezza nella parte inferiore della corsa aiuta a evitare l'accumulo di tensione.
- Lubrificazione: deve rimanere stabile, con un attrito tra 0,05-0,10 per l'acciaio.
Per l'acciaio dolce, il miglior rapporto di imbutitura (diametro del pezzo grezzo ÷ diametro del punzone) è 1,8-2,2. Valori superiori richiedono una nuova imbutitura.
Fase 3: ridisegno e ricottura intermedia
Se una sola trafila non riesce a raggiungere la profondità richiesta, gli ingegneri utilizzano diverse fasi di trafilatura. Ogni fase approfondisce gradualmente il pezzo per evitare un assottigliamento eccessivo. Tra una fase e l'altra, la ricottura ripristina la duttilità perduta a causa dell'incrudimento, di solito a 600 °C per l'acciaio e a 350 °C per l'alluminio.
Questo equilibrio tra formatura e trattamento termico previene le cricche e migliora la finitura superficiale.
Fase 4: Rifinitura e rifinitura
Dopo l'imbutitura finale, la flangia viene rifilata per ottenere un'altezza uniforme. La rifilatura laser o CNC raggiunge una precisione di ±0,05 mm. Il pezzo viene quindi pulito, sbavato o lucidato, a seconda dell'utilizzo.
Per gli articoli di precisione, come gli alloggiamenti dei sensori o i coperchi delle pompe, l'ispezione CMM controlla la rotondità e la precisione delle pareti entro ±0,1 mm su tutta l'altezza. A questo punto, il pezzo grezzo, una volta piatto, è diventato un componente robusto, uniforme e pronto per l'assemblaggio - realizzato senza saldatura o lavorazioni aggiuntive.
Considerazioni su materiali e formabilità
Selezione del materiale determina se una lastra si forma in modo uniforme o si fessura durante la trafilatura. I materiali migliori per la trafilatura profonda hanno un'elevata duttilità, un basso limite di snervamento e grani fini e uniformi.
Materiali comuni utilizzati per l'imbutitura
L'allungamento misura quanto una lastra può allungarsi prima di rompersi. Il valore n indica quanto uniformemente il materiale si assottiglia sotto tensione. Un valore n più alto significa pareti più lisce e meno punti sottili.
Approfondimento per gli ingegneri:
L'acciaio inox 304 con allungamento 40% può raggiungere un rapporto di stiro di circa 2,0 : 1 in una sola passata. L'alluminio 6061-T6, più duro, necessita solitamente di una fase di ricottura a circa 350 °C per prevenire le cricche.
Proprietà meccaniche chiave da controllare
- Rapporto rendimento/trazione: Circa 0,6 fornisce un'elasticità sufficiente senza perdere forza.
- Anisotropia (valore r): Valori superiori a 1,5 riducono la spigatura e mantengono uniforme l'altezza della parete.
- Variazione dello spessore: Anche variazioni di ±0,02 mm possono spostare le sollecitazioni e causare ondulazioni.
Test come l'Erichsen cupping o il Limiting Drawing Ratio (LDR) aiutano a confermare se la lastra può gestire la profondità richiesta in modo sicuro.
Scambi di formabilità
- Acciaio forma in modo costante e resiste ai difetti, ma necessita di una forza di pressatura 25-40% maggiore rispetto all'alluminio.
- Alluminio è più leggero e si forma rapidamente, ma si attacca facilmente e necessita di lubrificanti speciali.
- Rame e ottone si formano in modo pulito ma si induriscono rapidamente, per cui necessitano di frequenti ricotture tra un'estrazione e l'altra.
Parametri di progettazione e ingegneria
Anche un buon materiale può fallire se il progetto ignora i limiti di formatura. Una geometria, un gioco e un controllo dell'attrito corretti rendono l'imbutitura consistente e prevedibile.
Rapporti geometrici critici
- Rapporto di prelievo (DR) = Diametro del vuoto ÷ Diametro del punzone
- Intervallo di sicurezza per la maggior parte degli acciai: 1,8-2,2
- Oltre il 2,3 → richiede un ridisegno in più fasi
- Rapporto di prelievo limite (LDR): Il rapporto massimo di sicurezza prima del guasto.
- Acciaio dolce ≈ 2,2 Al 5052 ≈ 1,9 Inox 304 ≈ 1,8
Esempio:
Aumentando la DR da 1,8 a 2,0, la forza di pressatura aumenta di circa 15%. L'uso di un lubrificante a basso attrito (μ ≈ 0,06) può compensare l'aumento del carico e mantenere l'assottigliamento della parete sotto le 15%.
Geometria e gioco dell'utensile
Anche un raggio di matrice più grande di 1 mm può ridurre l'assottigliamento dei bordi di 20-25%, prolungando notevolmente la durata dell'utensile durante le produzioni ad alto volume.
Controllo dell'attrito e della lubrificazione
L'attrito definisce il modo in cui il metallo scorre nella matrice. L'obiettivo è un movimento fluido e costante.
- Acciaio: Utilizzare lubrificanti a base di esteri sintetici o grafite.
- Alluminio: Utilizzare pellicole in PTFE o polimeri per evitare la formazione di gocce.
- Finitura superficiale: Ra 0,2-0,4 µm garantisce una buona presa e uno scorrimento costante.
Una rugosità superficiale non uniforme o una scarsa lubrificazione possono causare strappi o uno spessore della parete non uniforme.
Precisione dimensionale e tolleranza
I pezzi imbutiti spesso mantengono ± 0,05 mm di spessore della parete e ± 0,1 mm di altezza dopo la rifilatura. Le servo-presse con sensori in tempo reale regolano la pressione e la velocità durante ogni corsa per mantenere i pezzi costanti durante le lunghe tirature.
Prevenzione dei difetti più comuni
Anche con un'impostazione accurata, possono comparire problemi come grinze, strappi o orecchini. La comprensione di questi problemi aiuta gli ingegneri a prevenire i tempi di inattività e gli scarti.
Rughe
Le rughe compaiono quando l'area della flangia si comprime troppo.
- Cause: Bassa pressione del porta-stampi, eccesso di lubrificante o dimensioni eccessive degli spezzoni.
- Soluzioni: Aumentare la pressione del supporto 10-15%, aggiungere perline di trazione o utilizzare matrici a gradini.
Il controllo della pressione può ridurre le rughe visibili fino a 60% e migliorare la planarità della superficie.
Strappi e crepe
Le lacerazioni si verificano quando la tensione di trazione supera il limite del materiale, di solito in prossimità del raggio del punzone.
- Cause: Angoli taglienti, scarsa lubrificazione o elevata velocità del punzone.
- Correzioni: Lucidare i bordi dell'utensile, utilizzare lubrificanti più resistenti e rallentare verso la fine della corsa.
Approfondimento per gli ingegneri:
Rallentando la corsa finale 20% dell'alluminio 5052 è possibile ridurre i tassi di strappo di circa un terzo.
Orecchiabilità
Le "orecchie" sono piccoli picchi del bordo causati da un flusso irregolare della grana durante la formatura.
- Cause: Anisotropia da direzione di rotolamento.
- Soluzioni: Ruotare i pezzi grezzi di 45° rispetto alla venatura, scegliere materiali con valori di r più elevati o tagliare l'altezza extra durante la finitura.
I moderni sistemi di visione sono in grado di misurare l'altezza dell'orecchio entro ± 0,1 mm e di regolare automaticamente l'orientamento del fustellato per il ciclo successivo.
Vantaggi dell'imbutitura
L'imbutitura profonda rimane uno dei metodi più affidabili per formare la lamiera in forme robuste, omogenee e coerenti in scala. I suoi vantaggi riguardano la resistenza, il costo, l'accuratezza e l'aspetto, il tutto supportando una produzione sostenibile e in grandi volumi.
Resistenza e durata senza soluzione di continuità
Ogni pezzo imbutito inizia come una lastra solida, il che significa che non ci sono saldature o giunture che potrebbero danneggiarsi.
Questa struttura a grani ininterrotti aumenta la forza e la resistenza alla fatica, rendendola ideale per gli alloggiamenti di automobili, parti idrauliche e contenitori a pressione.
I test dimostrano che le coppe in acciaio a basso tenore di carbonio imbutite possono sopportare una pressione interna 15-20% superiore a quella dei pezzi saldati dello stesso spessore, dimostrando la loro superiore affidabilità.
Elevata precisione e ripetibilità
Le moderne servo-presse controllano la forza e la posizione con un margine di pochi micron. Una volta completata l'impostazione, il processo si ripete con una coerenza quasi perfetta. Una servo-pressa da 200 tonnellate può produrre oltre 50.000 involucri identici prima che gli stampi debbano essere rilucidati. I sensori tengono costantemente traccia della forza di formatura e dell'allineamento per mantenere la qualità.
Riduzione dei costi e degli sprechi di materiale
L'imbutitura profonda trasforma quasi tutto lo spezzone in un pezzo finito, lasciando pochissimi scarti. Ogni corsa richiede solo 1-3 secondi, il che consente di mantenere alta la produzione e bassi i costi.
Rispetto alla lavorazione o alla filatura, l'imbutitura è in grado di
- Riduzione degli sprechi di materie prime di 80-90%
- Costo per pezzo inferiore di 30-50% nella produzione in serie
- Eliminano la necessità di saldature o assemblaggi secondari
Eccellente finitura superficiale
Quando il metallo scorre sugli utensili lucidati, sviluppa una superficie liscia e riflettente.
Le finiture tipiche raggiungono Ra 0,2-0,4 µm, che è sufficientemente pulito per l'uso diretto in utensili da cucina, illuminazione e parti mediche senza ulteriore lucidatura.
Questa finitura naturale non solo fa risparmiare tempo, ma migliora anche la resistenza alla corrosione e la qualità visiva.
Design flessibile in tutti i settori
L'imbutitura gestisce con facilità forme rotonde, rettangolari e complesse. È utilizzato in un'ampia gamma di settori:
- Automobile: tappi del carburante, alloggiamenti dei filtri, gusci dei sensori
- Elettronica: Schermi EMI, custodie per connettori
- Aerospaziale: gusci di precisione, coperture protettive
- Beni di consumo: pentole, pannelli per elettrodomestici
Poiché è facilmente scalabile dal prototipo alla produzione completa, l'imbutitura supporta in modo efficiente sia i progetti personalizzati che la produzione di massa.
Conclusione
L'imbutitura profonda combina la scienza dei materiali, la progettazione degli utensili e il controllo preciso per realizzare pezzi più leggeri, più resistenti e uniformi in ogni lotto. La moderna tecnologia di servoassistenza e il monitoraggio digitale hanno trasformato questo processo in un processo intelligente e guidato dai dati, in grado di garantire difetti prossimi allo zero.
Grazie al suo mix di efficienza, resistenza e controllo dei costi, l'imbutitura profonda rimane una pietra miliare della produzione moderna.
Avete bisogno di aiuto per progettare o produrre parti metalliche imbutite? Il nostro team di ingegneri è specializzato nella fabbricazione di lamiere di precisione, dalla selezione dei materiali alla progettazione degli utensili, dalla convalida dei prototipi alla produzione in serie. Contattate per discutere i requisiti del vostro progetto e ricevere un preventivo rapido e dettagliato.
Domande frequenti
Cosa differenzia il disegno profondo dallo stampaggio?
Lo stampaggio taglia o piega principalmente parti poco profonde, mentre l'imbutitura profonda allunga la lamiera in forme più profonde e senza giunture che offrono una maggiore resistenza.
Quali sono i metalli migliori per l'imbutitura?
I metalli con una buona duttilità e una resistenza equilibrata, come l'acciaio dolce, l'acciaio inox 304 e l'alluminio 5052, si formano senza problemi e mantengono uno spessore di parete costante.
Come fanno i produttori a evitare strappi o pieghe?
Controllano la pressione del porta-stampi, il rapporto di stiro e la lubrificazione. Le servo presse possono regolare automaticamente questi parametri durante ogni corsa per mantenere stabile il flusso di metallo.
L'imbutitura può essere utilizzata per prototipi o piccole tirature?
Sì. Con gli stampi morbidi o modulari, gli ingegneri possono testare rapidamente i progetti prima di investire in utensili temprati, accelerando così lo sviluppo del prodotto.
L'estrazione profonda è efficiente dal punto di vista energetico?
Sì. Le moderne servopresse consumano 30-40% meno energia rispetto ai vecchi sistemi meccanici. In combinazione con l'elevato utilizzo dei materiali e la loro riciclabilità, favoriscono una produzione sostenibile e a basse emissioni di carbonio.