
303 and 304 stainless steel may look identical on a material list or sitting on a rack, but they solve entirely different manufacturing problems. Specifying the wrong grade can lead to shattered tooling, blown production budgets, or catastrophic field failures during welding.
At a fundamental level, the decision is straightforward: 303 is usually chosen for CNC machining efficiency. It is built for the spindle. 304 is usually chosen for corrosion resistance, welding, forming, and sheet metal fabrication. It is the backbone of the press brake and the welding booth.
Whether you are cutting a quick prototype or scaling up for mass manufacturing, understanding how these two alloys behave on the shop floor will dictate your part’s final cost and performance.

The 60-Second TL;DR Decision Matrix
If you are short on time, here is the baseline comparison for engineers and purchasing managers:
| Feature / Goal | 303 Stainless Steel | 304 Stainless Steel |
| Primary Process | High-Speed CNC Machining | Sheet Metal, Welding, Forming |
| Machinability | Excellent (~78%) | Fair (~45%) |
| Weldability | Poor (High risk of thermal cracking) | Excellent |
| Corrosion Resistance | Moderate (Indoor/Dry) | High (Moisture, Food, Outdoor) |
| Common Forms | Bar, Rod, Hex | Sheet, Plate, Tube, Bar |
What Makes 303 and 304 Stainless Steel Different?
Both 303 and 304 belong to the austenitic family of stainless steels (often referred to as 18/8 for their roughly 18% chromium and 8% nickel content). However, they are not built for the same production goal. The difference comes down to a slight, yet critical, chemical tweak.
Sulfur and chip control in 303
The defining characteristic of 303 stainless steel is the intentional addition of sulfur (or sometimes selenium). In the metal matrix, sulfur acts as a built-in solid lubricant. When a cutting tool strikes the material, the sulfur causes the metal chips to break off cleanly and easily, preventing the material from becoming “gummy” and sticking to the tool.
📊 By the Numbers: Using B1112 steel as a 100% baseline, 303 stainless steel has a machinability rating of about 78%. 304, on the other hand, sits at around 45%. That 33% gap translates directly into faster cycle times and fewer tool changes on the CNC floor.
Corrosion resistance in 304
304 contains virtually no sulfur and maintains a lower carbon content. This pure chemistry allows it to form a highly uniform, protective chromium oxide layer on its surface.
304 does not contain the sulfur inclusions that can create tiny weak points in the metal. Because of this, it resists rust, oxidation, and mild chemical exposure very well. This makes 304 a common choice for washdown areas, medical equipment, and other applications that need clean and reliable corrosion resistance.
Main manufacturing trade-off
The core decision between these two materials is a direct trade-off: you are trading corrosion resistance and weldability for sheer machining speed.
💡 The Machinist’s Rule of Thumb: If the part is 80% complex machining and 20% simple environment, quote 303. If a TIG welder needs to touch the part at any point during assembly, immediately switch to 304.
How 303 and 304 Behave During CNC Machining?
On the shop floor, the difference between machining 303 and 304 is night and day. 303 is highly cost-effective for small turned parts, threaded components, and high-volume machined orders. 304 can absolutely be machined, but it demands strict control. It is tougher and highly prone to work hardening.

Tool wear and cycle time
Because 303 is self-lubricating and produces brittle chips, machinists can run equipment at significantly higher speeds and feeds (SFM). This drops the cycle time per part and extends the life of carbide inserts.
In contrast, 304 generates long, stringy chips that can tangle around tooling. If feed rates are too slow, the tool will rub against the 304, generating massive heat and destroying the insert, ultimately driving up the cost of high-volume runs.
Threading and tapping
Cutting internal or external threads is one of the most demanding machining operations. 303 shines here; it cuts cleanly, leaving precise, smooth threads without tearing the material.
304 is notoriously difficult to tap. Its gummy nature means taps can easily bind, gall, or snap off entirely inside the blind hole if the cutting fluid and torque are not perfectly dialed in.
Work hardening in 304
304 stainless steel has a strong tendency to work harden—meaning the material literally gets harder and tougher the more it is deformed or cut. When machining 304, the tool must take a decisive, aggressive bite.
When a drill bit or end mill stays in one spot, it can rub the surface instead of cutting it. This rubbing can make 304 harden quickly in that area. Once this happens, the tool may wear out or fail on the next pass. The sulfur in 303 helps reduce this risk, so 303 is easier and safer to machine.
Hole quality and the hidden cost of burr control
When drilling deep holes, chip evacuation is critical. 303 allows for fast peck drilling, yielding straight holes with minimal exit burrs. 304’s stringy chips tend to pack into the flutes of the drill bit, requiring slower pecking cycles.
If an operator spends 2 extra minutes deburring each 304 part by hand, the cost adds up fast. For a 5,000-piece order, that becomes more than 160 hours of extra manual work. This hidden labor cost can affect the final price and delivery time.
Why 304 Usually Fits Sheet Metal Better?
In the fabrication department, manufacturing risk shifts away from “tool wear” and directly toward “material failure.” 304 is the undisputed standard when a part needs to be bent, stretched, or fused.
Bending and forming: Avoiding the “grain crack”
When you put a piece of stainless steel on a press brake, you are testing its ductility. 303 behaves very poorly here. The sulfur inclusions in the metal matrix act as microscopic stress concentrators. If you attempt to bend a 303 bracket past 90 degrees—especially against the material grain—it will frequently crack, fracture, or snap completely along the bend line.
304, conversely, has excellent cold-forming properties and can handle tight bend radii without sacrificing structural integrity.
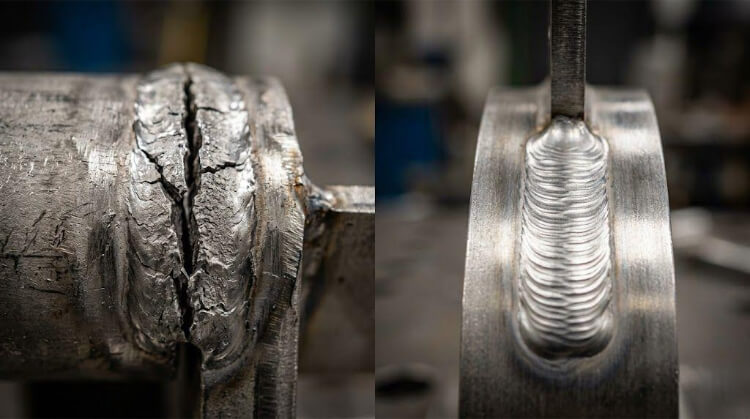
The “Hot Cracking” nightmare in welding
Welding 303 stainless steel is a notorious manufacturing trap. When 303 is subjected to the intense, localized heat of TIG or MIG welding, the sulfur melts faster than the surrounding steel. As the weld pool cools and solidifies, this sulfur is pushed to the center of the weld, causing a catastrophic defect known as hot cracking (or solidification cracking).
🛠️ DFM Engineering Fix (Mixed Assembly): What if your design absolutely requires a 303 machined threaded standoff to be attached to a 304 sheet metal enclosure? Do not attempt to weld it. Instead, design the parts for mechanical fastening, or use press-fit hardware (like PEM nuts and standoffs). These can be cleanly pressed into the 304 panel cold, completely eliminating the thermal cracking risk.
Sheet metal panels and supply chain reality
Material availability dictates material choice. Because 304 is the king of forming, the global supply chain is built around it—you can easily source it in thin sheets, heavy plates, and tubes.
303 is almost exclusively milled into bar stock (round or hex) specifically for CNC lathes. If you design a flat enclosure panel and specify 303, your purchasing manager will likely fail to find the raw sheet metal, forcing a costly redesign.
How Corrosion and Surface Requirements Change the Choice?
Beyond the factory floor, the choice between 303 and 304 is dictated by service risk. The sulfur in 303 that breaks up metal chips also breaks up the passive chromium oxide layer that protects the steel from rust.
Food, Medical, and FDA Compliance
In industries governed by FDA or NSF standards, surface hygiene is a matter of compliance, not preference.
- The 304 Standard: Because of its smooth, uninterrupted oxide layer, 304 can withstand harsh chemical washdowns and is widely accepted for FDA-compliant food-contact surfaces.
- The 303 Risk: 303 is generally restricted or explicitly banned in these zones. The sulfur inclusions create microscopic pits and crevices on the surface where bacteria can hide from sterilization chemicals.
The “Hidden Cost” of Passivation and Pitting
Most stainless steel parts require chemical passivation (a nitric or citric acid bath) to strip free iron and enhance long-term rust resistance.
However, strong passivation acids will aggressively attack the sulfur pockets in 303. This leaves the part with a frosted, micro-pitted appearance. This is a massive hidden cost. You may save $1.00 in CNC cycle time by choosing 303. However, that saving can disappear quickly if acid passivation causes sulfur pitting. If 15% of the parts fail cosmetic inspection, the total cost can rise far above the cost of using 304 from the beginning.
Visible and polished surfaces
If the part is used in a medical device housing, a high-end consumer product, or an architectural fixture, the surface finish matters a lot. The part needs to look clean, smooth, and consistent.
304 is much easier to finish to a high visual standard. It can take a uniform bead blast finish or a bright mirror polish very well.
303 is less suitable when appearance is critical. Its sulfur content can make polishing more difficult, and the surface may look slightly cloudy, hazy, or uneven.
How Material Choice Changes the Real Part Cost?
Raw material price is only one part of the manufacturing cost. The real part cost includes machine time, tool wear, scrap rate, finishing, and extra labor.

Raw material price
At the mill level, 303 stainless steel is usually slightly more expensive than 304. This is partly because 303 needs controlled sulfur content, and 304 is produced in much larger global volumes.
However, this price difference is often small in a CNC project. On high-volume machined parts, the savings from shorter cycle time and lower tool wear can be much larger than the material premium.
Machining time and tooling cost
This is where 303 often pays for itself. In many precision CNC parts, raw material is only one part of the final cost. Machine time, labor, setup, tool wear, and inspection often take a much larger share.
If 303 costs more per pound but reduces CNC cycle time, the total part cost may still be lower. You may spend a little more on material, but you save more on spindle time.
304 creates more risk during machining. It work-hardens easily and can wear cutting tools faster. Replacing carbide inserts, drills, or taps stops production and raises the unit cost.
303 machines more smoothly. Its sulfur content helps chips break more easily and reduces cutting friction. This can improve tool life and keep the machine running more steadily.
Stock form and material availability
Cost also depends on which stock form is available. 304 is widely available in sheet, tube, plate, bar, and structural forms. This makes it easier to source for sheet metal parts, welded frames, enclosures, and general stainless steel assemblies.
303 is mainly used as a machining alloy. It is commonly stocked as round bar, hex bar, or square bar. If an engineer specifies 303 for a flat 5 mm mounting plate, the shop may not be able to cut it from sheet. The part may need to be milled from solid bar or block. This can waste material and add many hours of machining time.
Finishing and failure risk
Hidden costs often appear after machining.
The 304 risk:
304 can work-harden during drilling or tapping. If a tap breaks inside a blind hole, the cost is more than the tool itself. The shop may scrap a part that already has hours of machining time in it. In some cases, the broken tap must be removed by EDM hole popping, which adds more cost and delay.
303 reduces this machining risk because it cuts more easily and is less likely to damage tools under the same conditions.
The 303 risk:
303 has its own finishing risk. If the part needs strict passivation or electropolishing, the chemical process may attack the sulfur-rich areas. This can cause small pits, cloudy surfaces, or cosmetic defects.
If 10% of finished parts fail inspection because of surface appearance, the cheaper machining route can quickly become the more expensive option.
303 or 304: Best Choice by Part Type and Production Stage
The best stainless steel grade depends on the part design, the working environment, and the production stage. A prototype part and a mass production part may need different material choices.
CNC turned and milled parts
303 is usually the better choice for CNC turned and milled parts. It works well for parts with heavy material removal, complex shapes, and long machining time.
It is a strong option for shafts, gears, fittings, custom housings, and other machined parts. This is especially true when the part does not need welding or high corrosion resistance.
Threaded parts and precision fittings
303 is also a good choice for threaded parts and precision fittings. Thread cutting creates high friction between the tool and the material.
303 helps reduce tearing, galling, and tool wear. This makes it useful for custom nuts, bolts, threaded standoffs, and fluid fittings used in mild environments.
Sheet metal parts and welded assemblies
304 is the better choice for sheet metal parts and welded assemblies. It bends well, welds well, and performs better in wet or washdown environments.
304 is commonly used for brackets, machine chassis, enclosures, panels, and welded structures. It is also a practical choice for stainless control panels that need clean cutouts for a push button switch, indicator light, or emergency stop button. It supports forming and welding without the same risks found in 303.
Prototype vs mass production
Material choice can change as the product moves from prototype to mass production.
During prototyping, speed may matter more than unit cost. A complex bracket may be CNC machined from 303 bar stock because this route is fast and flexible. The team can test the design quickly without waiting for stamping tools or forming fixtures.
However, the same method may not make sense for a 10,000-piece production run. CNC machining every part from solid 303 would waste time and material.
At that stage, the better choice may be to redesign the part for 304 sheet metal stamping or forming. This can reduce unit cost, improve production speed, and make the assembly easier to scale.
Conclusion
303 and 304 stainless steel are both useful, but they are not used for the same reason. 303 is usually the better choice when CNC machining speed, chip control, and threading performance matter most.
304 is usually the safer choice when the part needs welding, bending, corrosion resistance, or a clean visible surface. It is also a better fit for sheet metal parts, welded assemblies, food equipment, outdoor parts, and long-term use.
The right choice should not depend on material price alone. The part design, production route, surface finish, service environment, and order volume can all change the real cost.
If you are not sure whether 303 or 304 is better for your part, send us your drawing or 3D file. Our engineering team can review the machining features, welding needs, tolerance requirements, and working environment before production starts.