
Нержавеющая сталь 303 и 304 может выглядеть одинаково в списке материалов или на стеллаже, но они решают совершенно разные производственные задачи. Выбор неправильной марки может привести к поломке оснастки, срыву производственного бюджета или катастрофическим отказам при сварке.
На фундаментальном уровне решение простое: 303 обычно выбирают для Обработка на станках с ЧПУ Эффективность. Она предназначена для шпинделя. 304 обычно выбирают для коррозионной стойкости, сварки, формовки и изготовления листового металла. Это основа листогибочного пресса и сварочного стенда.
Независимо от того, режете ли вы быстрый прототип или масштабируете его для массового производства, понимание того, как эти два сплава ведут себя в цеху, будет определять конечную стоимость и производительность вашей детали.

Матрица принятия решений за 60 секунд TL;DR
Если у вас мало времени, вот базовое сравнение для инженеров и менеджеров по закупкам:
| Характеристика / Цель | Нержавеющая сталь 303 | Нержавеющая сталь 304 |
| Первичный процесс | Высокоскоростная обработка с ЧПУ | Листовой металл, сварка, формовка |
| Обрабатываемость | Превосходно (~78%) | Ярмарка (~45%) |
| Свариваемость | Плохо (высокий риск термического растрескивания) | Превосходно |
| Устойчивость к коррозии | Умеренный (в помещении/сухой) | Высокий (Влажность, пища, открытый воздух) |
| Общие формы | Пруток, стержень, шестигранник | Лист, пластина, труба, пруток |
Чем отличается нержавеющая сталь 303 и 304?
И 303, и 304 относятся к аустенитному семейству нержавеющих сталей (их часто называют 18/8 за содержание хрома примерно 18% и никеля 8%). Однако они не предназначены для одной и той же производственной цели. Разница заключается в небольшом, но очень важном химическом изменении.
Сера и чип-контроль в 303
Определяющей характеристикой нержавеющей стали 303 является намеренное добавление серы (или иногда селена). В металлической матрице сера действует как встроенная твердая смазка. Когда режущий инструмент ударяет по материалу, сера заставляет металлическую стружку легко и чисто отламываться, не позволяя материалу стать "липким" и прилипнуть к инструменту.
📊 По цифрам: Используя сталь B1112 в качестве базового уровня 100%, нержавеющая сталь 303 имеет рейтинг обрабатываемости около 78%. 304, с другой стороны, находится на уровне 45%. Этот разрыв в 33% напрямую означает более быстрое время цикла и меньшее количество смен инструмента на участке ЧПУ.
Коррозионная стойкость в 304
304 практически не содержит серы и отличается низким содержанием углерода. Благодаря такому чистому химическому составу на ее поверхности образуется очень равномерный защитный слой оксида хрома.
304 не содержит включений серы, которые могут создавать крошечные слабые места в металле. Благодаря этому он хорошо противостоит ржавчине, окислению и слабому химическому воздействию. Поэтому 304 часто используется в моечных отделениях, медицинском оборудовании и других областях, где требуется чистая и надежная коррозионная стойкость.
Основной производственный компромисс
Основной выбор между этими двумя материалами - это прямой компромисс: вы обмениваете коррозионную стойкость и свариваемость на высокую скорость обработки.
💡 Правило большого пальца машиниста: Если деталь подвергается сложной обработке 80% и простой среде 20%, используйте 303. Если сварщик TIG должен коснуться детали в любой момент во время сборки, немедленно перейдите на 304.
Как ведут себя 303 и 304 при обработке на станках с ЧПУ?
В цеху разница между обработкой 303 и 304 - как день и ночь. 303 очень рентабелен для небольших точеных деталей, резьбовых компонентов и крупносерийных заказов на механическую обработку. 304 абсолютно точно можно обрабатывать, но он требует строгого контроля. Она более жесткая и подвержена закалке.

Износ инструмента и время цикла
Благодаря тому, что 303-я пластина самосмазывающаяся и образует хрупкую стружку, машинисты могут использовать оборудование на значительно более высоких скоростях и подачах (SFM). Это снижает время цикла обработки одной детали и продлевает срок службы твердосплавных пластин.
Напротив, 304 образует длинную, нитевидную стружку, которая может запутаться в инструментах. Если скорость подачи слишком низкая, инструмент будет тереться о 304, выделяя большое количество тепла и разрушая вставку, что в конечном итоге приведет к увеличению стоимости крупносерийного производства.
Резьба и нарезание резьбы
Нарезание внутренней или внешней резьбы - одна из самых сложных операций механической обработки. 303-я сталь блестяще справляется с этой задачей: она режет чисто, оставляя точную, гладкую резьбу без разрыва материала.
Известно, что 304-ю сталь трудно нарезать метчиками. Благодаря своей липкой природе метчик может легко заклинить, заклинить или полностью сорваться внутри глухого отверстия, если режущая жидкость и крутящий момент не будут идеально подобраны.
Закалка в 304
Нержавеющая сталь 304 имеет сильную тенденцию к закалке - это означает, что материал буквально становится тверже и жестче, чем больше он деформируется или режется. При обработке 304 инструмент должен делать решительный, агрессивный прикус.
Когда сверло или концевая фреза остаются на одном месте, они могут тереть поверхность, а не резать ее. Такое трение может привести к быстрому затвердеванию 304 в этой области. Когда это произойдет, инструмент может износиться или выйти из строя при следующем проходе. Сера в 303 помогает снизить этот риск, поэтому 303 легче и безопаснее обрабатывать.
Качество отверстий и скрытые затраты на контроль заусенцев
При сверлении глубоких отверстий отвод стружки имеет решающее значение. 303 позволяет быстро сверлить отверстия, получая прямые отверстия с минимальными заусенцами на выходе. Вязкая стружка 304 имеет тенденцию забиваться в канавки сверла, что требует более медленных циклов шарошечного сверления.
Если оператор тратит 2 дополнительные минуты на удаление заусенцев с каждой 304 детали вручную, затраты быстро возрастают. Для заказа из 5 000 деталей это означает более 160 часов дополнительной ручной работы. Эти скрытые трудозатраты могут повлиять на конечную цену и сроки поставки.
Почему 304 обычно лучше подходит для листового металла?
В производственном отделе производственный риск смещается от "износа инструмента" к "отказу материала". 304 - это неоспоримый стандарт, когда деталь должна быть согнутый, растянутые или сросшиеся.
Гибка и формовка: Избегание "трещин в зерне"
Когда вы кладете кусок нержавеющей стали на листогибочный пресс, вы проверяете его пластичность. 303-я сталь ведет себя здесь очень плохо. Включения серы в металлической матрице действуют как микроскопические концентраторы напряжения. Если вы попытаетесь согнуть кронштейн из 303-й стали более чем на 90 градусов, особенно против текстуры материала, он часто будет трескаться, ломаться или полностью ломаться по линии сгиба.
304, напротив, обладает отличными свойствами холодной штамповки и может выдерживать малые радиусы изгиба без ущерба для целостности конструкции.
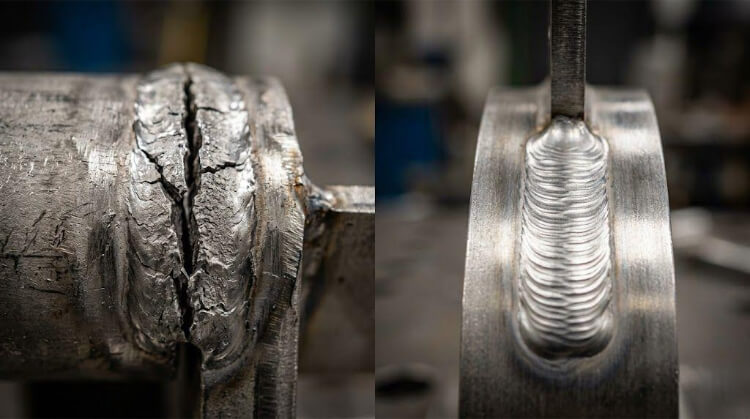
Кошмар "горячего растрескивания" в сварке
Сварка нержавеющей стали 303 является печально известной производственной ловушкой. Когда 303 подвергается интенсивному, локализованному нагреву при сварке TIG или MIG, сера плавится быстрее, чем окружающая сталь. Когда сварочная ванна остывает и затвердевает, сера выталкивается в центр сварного шва, вызывая катастрофический дефект, известный как горячее растрескивание (или растрескивание при затвердевании).
🛠️ DFM Engineering Fix (смешанная сборка): Что делать, если ваш проект требует, чтобы обработанная резьбовая стойка 303 была прикреплена к корпусу из листового металла 304? Не пытайтесь сварить ее. Вместо этого спроектируйте детали для механического крепления или используйте фурнитуру для запрессовки (например, гайки и стойки PEM). Они могут быть чисто впрессованы в панель 304 в холодном состоянии, что полностью исключает риск термического растрескивания.
Панели из листового металла и реальность цепочки поставок
Доступность материала диктует выбор материала. Поскольку 304 является королем формовки, глобальная цепочка поставок построена вокруг него - вы можете легко получить его в виде тонких листов, тяжелых плит и труб.
303 почти исключительно фрезеруется в виде прутка (круглого или шестигранного) специально для токарных станков с ЧПУ. Если вы спроектируете плоскую корпусную панель и укажете 303, ваш менеджер по закупкам, скорее всего, не сможет найти необработанный листовой металл, что приведет к дорогостоящему перепроектированию.
Как коррозия и требования к поверхности меняют выбор?
За пределами заводского цеха выбор между 303 и 304 диктуется риском эксплуатации. Сера в 303, разрушающая металлическую стружку, также разрушает пассивный слой оксида хрома, который защищает сталь от ржавчины.
Соответствие требованиям FDA для пищевой, медицинской промышленности
В отраслях, где действуют стандарты FDA или NSF, гигиена поверхностей - это вопрос соответствия, а не предпочтений.
- Стандарт 304: Благодаря гладкому, непрерывному оксидному слою сталь 304 выдерживает жесткие химические промывки и широко применяется для изготовления поверхностей, контактирующих с пищевыми продуктами, в соответствии с требованиями FDA.
- Риск 303: 303, как правило, ограничены или прямо запрещены в этих зонах. Включения серы создают на поверхности микроскопические ямки и щели, в которых бактерии могут прятаться от стерилизационных химикатов.
Скрытая стоимость пассивации и питтинга
Большинство деталей из нержавеющей стали требуют химической пассивации (в ванне с азотной или лимонной кислотой) для удаления свободного железа и повышения долговременной устойчивости к ржавчине.
Однако сильные пассивирующие кислоты агрессивно воздействуют на серные карманы в 303. В результате деталь приобретает матовый, микропятнистый вид. Это огромные скрытые затраты. Вы можете сэкономить $1.00 времени цикла ЧПУ, выбрав 303. Однако эта экономия может быстро исчезнуть, если кислотная пассивация приведет к появлению точечной серы. Если 15% деталей не пройдет косметический осмотр, общая стоимость может значительно превысить стоимость использования 304 с самого начала.
Видимые и полированные поверхности
Если деталь используется в корпусе медицинского прибора, в потребительском изделии высокого класса или в архитектурном приспособлении, то отделка поверхности имеет большое значение. Деталь должна выглядеть чистой, гладкой и целостной.
304 гораздо легче подвергнуть высококачественной обработке. Она хорошо переносит равномерную дробеструйную обработку или яркую зеркальную полировку.
303 менее подходит, когда внешний вид имеет решающее значение. Содержание серы может затруднить полировку, а поверхность может выглядеть слегка мутной, неровной или нечеткой.
Как выбор материала изменяет реальную стоимость детали?
Цена сырья - это только одна часть стоимости производства. Реальные затраты включают машинное время, износ инструмента, количество брака, отделку и дополнительную рабочую силу.

Цена сырья
На уровне завода нержавеющая сталь 303 обычно немного дороже, чем 304. Отчасти это объясняется тем, что в 303-й стали необходимо контролировать содержание серы, а 304-я производится в гораздо больших мировых объемах.
Однако в проектах с ЧПУ эта разница в цене часто оказывается незначительной. Для деталей, обрабатываемых в больших объемах, экономия от сокращения времени цикла и уменьшения износа инструмента может быть намного больше, чем разница в цене материала.
Время обработки и стоимость инструмента
Именно здесь 303 часто окупает себя. Во многих прецизионных деталях с ЧПУ сырье составляет лишь одну часть конечной стоимости. Время работы станка, трудозатраты, настройка, износ инструмента и контроль часто занимают гораздо большую долю.
Если 303 стоит больше в пересчете на фунт, но при этом сокращается время цикла ЧПУ, общая стоимость детали все равно может быть ниже. Вы можете потратить немного больше на материал, но сэкономите больше времени на шпинделе.
304 создает больший риск при обработке. Она легко затвердевает и может быстрее изнашивать режущий инструмент. Замена твердосплавных пластин, сверл или метчиков останавливает производство и повышает стоимость единицы продукции.
303 машины более плавно. Содержание серы помогает стружке легче разрушаться и снижает трение при резании. Это позволяет увеличить срок службы инструмента и обеспечить более стабильную работу станка.
Форма запасов и наличие материалов
Стоимость также зависит от того, в каком виде она доступна. 304 широко доступна в виде листов, труб, пластин, прутков и конструкционных форм. Это облегчает поиск источников для изготовления деталей из листового металла, сварных рам, корпусов и общих узлов из нержавеющей стали.
303 в основном используется как сплав для механической обработки. Обычно он поставляется в виде круглого, шестигранного или квадратного прутка. Если инженер указывает 303 для плоской 5-миллиметровой монтажной пластины, цех может оказаться не в состоянии вырезать ее из листа. Возможно, деталь придется фрезеровать из цельного прутка или блока. Это может привести к потере материала и увеличению времени обработки.
Отделка и риск неудачи
Скрытые расходы часто появляются после обработки.
Риск 304:
304 может подвергаться закалке во время сверления или нарезания резьбы. Если метчик сломается в глухом отверстии, то затраты будут больше, чем сам инструмент. Цех может отбраковать деталь, на обработку которой уже потрачено несколько часов. В некоторых случаях сломанный метчик приходится удалять с помощью EDM, что увеличивает затраты и задержки.
303 снижает этот риск при обработке, поскольку он легче режется и с меньшей вероятностью повредит инструмент при тех же условиях.
Риск 303:
У 303 есть свои риски при отделке. Если деталь нуждается в строгой пассивации или электрополировке, химический процесс может воздействовать на участки, богатые серой. Это может привести к появлению небольших ямок, помутнению поверхности или косметическим дефектам.
Если 10% готовых деталей не проходят контроль из-за внешнего вида поверхности, то более дешевый способ обработки может быстро превратиться в более дорогой вариант.
303 или 304: лучший выбор в зависимости от типа детали и стадии производства
Выбор лучшей марки нержавеющей стали зависит от конструкции детали, условий работы и стадии производства. Для прототипа и серийного производства может потребоваться разный выбор материала.
Токарные и фрезерованные детали с ЧПУ
303 обычно является лучшим выбором для токарных и фрезерованных деталей с ЧПУ. Она хорошо подходит для деталей с интенсивным съемом материала, сложной формы и длительным временем обработки.
Это отличный вариант для валов, шестерен, фитингов, корпусов и других обработанных деталей. Это особенно актуально, если деталь не нуждается в сварке или высокой коррозионной стойкости.
Резьбовые детали и прецизионные фитинги
303 также является хорошим выбором для резьбовых деталей и прецизионных фитингов. Нарезание резьбы создает высокое трение между инструментом и материалом.
303 помогает уменьшить разрыв, заедание и износ инструмента. Это делает его полезным для изготовления гаек, болтов, резьбовых стоек и фитингов для жидкостей, используемых в мягких условиях.
Детали из листового металла и сварные узлы
304 - лучший выбор для деталей из листового металла и сварных узлов. Она хорошо гнется, хорошо сваривается и лучше работает во влажной или промывочной среде.
304 обычно используется для кронштейны, шасси машины, корпуса, панелей и сварных конструкций. Это также практичный выбор для нержавеющих панелей управления, в которых необходимы чистые вырезы для кнопочный переключатель, световой индикатор или кнопку аварийной остановки. Он поддерживает формовку и сварку без риска, характерного для 303.
Прототип против массового производства
Выбор материала может меняться по мере перехода от прототипа к серийному производству.
При создании прототипа скорость может иметь большее значение, чем стоимость единицы продукции. Сложный кронштейн может быть обработан на ЧПУ из прутка 303, потому что этот способ быстрый и гибкий. Команда может быстро протестировать конструкцию, не дожидаясь штамповки инструментов или формовочных приспособлений.
Однако при изготовлении 10 000 деталей этот метод может оказаться бессмысленным. Обработка каждой детали с ЧПУ из массива 303 приведет к потере времени и материала.
На этом этапе лучшим выбором может стать перепроектирование детали для штамповки или формовки из 304 листов металла. Это может снизить стоимость единицы продукции, повысить скорость производства и упростить масштабирование сборки.
Заключение
Нержавеющие стали 303 и 304 полезны, но используются они не по одной и той же причине. 303 обычно является лучшим выбором, когда скорость обработки с ЧПУ, контроль стружки и производительность резьбы имеют наибольшее значение.
304 обычно является более безопасным выбором, если деталь нуждается в сварке, изгибе, коррозионной стойкости или чистой видимой поверхности. Она также лучше подходит для деталей из листового металла, сварных узлов, пищевого оборудования, деталей, находящихся на открытом воздухе, и для длительного использования.
Правильный выбор не должен зависеть только от цены материала. Конструкция детали, маршрут производства, обработка поверхности, условия обслуживания и объем заказа - все это может изменить реальную стоимость.
Если вы не уверены, что для вашей детали лучше - 303 или 304, отправьте нам свой чертеж или 3D-файл. Наша команда инженеров может рассмотреть особенности обработки, необходимость сварки, требования к допускам и условиям работы до начала производства.