
Les aciers inoxydables 303 et 304 peuvent sembler identiques sur une liste de matériaux ou sur un rayonnage, mais ils résolvent des problèmes de fabrication totalement différents. La spécification d'une mauvaise qualité peut entraîner la destruction de l'outillage, l'explosion des budgets de production ou des défaillances catastrophiques sur le terrain pendant le soudage.
Au niveau fondamental, la décision est simple : 303 est généralement choisi pour Usinage CNC l'efficacité. Il est conçu pour la broche. Le 304 est généralement choisi pour sa résistance à la corrosion, le soudage, le formage et la fabrication de tôles. C'est l'épine dorsale de la presse plieuse et de la cabine de soudage.
Qu'il s'agisse de découper un prototype rapide ou de passer à la fabrication en série, la compréhension du comportement de ces deux alliages dans l'atelier déterminera le coût final et les performances de votre pièce.

La matrice de décision TL;DR en 60 secondes
Si vous manquez de temps, voici la comparaison de base pour les ingénieurs et les responsables des achats :
| Caractéristique / Objectif | Acier inoxydable 303 | Acier inoxydable 304 |
| Processus primaire | Usinage CNC à grande vitesse | Tôlerie, soudage, formage |
| Usinabilité | Excellent (~78%) | Moyen (~45%) |
| Soudabilité | Médiocre (risque élevé de fissuration thermique) | Excellent |
| Résistance à la corrosion | Modéré (intérieur/sec) | Haut (humidité, alimentation, extérieur) |
| Formes communes | Barre, tige, hexagone | Feuilles, plaques, tubes, barres |
Qu'est-ce qui différencie l'acier inoxydable 303 de l'acier inoxydable 304? ?
Les aciers 303 et 304 appartiennent tous deux à la famille des aciers inoxydables austénitiques (souvent appelés 18/8 en raison de leur teneur en chrome d'environ 18% et en nickel d'environ 8%). Cependant, ils ne sont pas conçus pour le même objectif de production. La différence se résume à une légère, mais essentielle, modification chimique.
Contrôle du soufre et des copeaux en 303
La caractéristique principale de l'acier inoxydable 303 est l'ajout intentionnel de soufre (ou parfois de sélénium). Dans la matrice métallique, le soufre agit comme un lubrifiant solide intégré. Lorsqu'un outil de coupe frappe le matériau, le soufre fait en sorte que les copeaux métalliques se détachent proprement et facilement, empêchant le matériau de devenir "gommeux" et de coller à l'outil.
📊 En chiffres : En utilisant l'acier B1112 comme référence 100%, l'acier inoxydable 303 a un taux d'usinabilité d'environ 78%. L'acier 304, quant à lui, se situe à environ 45%. Cet écart de 331 TTP3T se traduit directement par des temps de cycle plus rapides et moins de changements d'outils sur les machines à commande numérique.
Résistance à la corrosion en 304
Le 304 ne contient pratiquement pas de soufre et conserve une faible teneur en carbone. Cette pureté chimique lui permet de former une couche d'oxyde de chrome très uniforme et protectrice à sa surface.
Le 304 ne contient pas d'inclusions de soufre qui peuvent créer de minuscules points faibles dans le métal. Pour cette raison, il résiste très bien à la rouille, à l'oxydation et aux expositions chimiques légères. Cela fait du 304 un choix courant pour les zones de lavage, les équipements médicaux et d'autres applications qui nécessitent une résistance à la corrosion propre et fiable.
Principal compromis en matière de fabrication
Le choix fondamental entre ces deux matériaux est un compromis direct : vous échangez la résistance à la corrosion et la soudabilité contre une vitesse d'usinage pure et simple.
💡 La règle du pouce du machiniste : Si la pièce fait l'objet d'un usinage complexe 80% et d'un environnement simple 20%, indiquez 303. Si un soudeur TIG doit toucher la pièce à un moment quelconque de l'assemblage, passez immédiatement à 304.
Comment les métaux 303 et 304 se comportent-ils lors de l'usinage CNC ?
Dans l'atelier, la différence entre l'usinage de la 303 et de la 304 est le jour et la nuit. Le 303 est très rentable pour les petites pièces tournées, les composants filetés et les commandes usinées en grande quantité. Le 304 peut absolument être usiné, mais il exige un contrôle strict. Il est plus résistant et très enclin à l'écrouissage.

Usure des outils et durée du cycle
Le 303 étant autolubrifiant et produisant des copeaux fragiles, les machinistes peuvent faire fonctionner leur équipement à des vitesses et des avances nettement plus élevées (SFM). Cela permet de réduire le temps de cycle par pièce et de prolonger la durée de vie des plaquettes en carbure.
En revanche, le 304 génère des copeaux longs et filandreux qui peuvent s'emmêler autour de l'outillage. Si les vitesses d'avance sont trop lentes, l'outil frottera contre le 304, générant une chaleur massive et détruisant l'insert, ce qui augmentera en fin de compte le coût des grandes séries.
Filetage et taraudage
La coupe de filets intérieurs ou extérieurs est l'une des opérations d'usinage les plus exigeantes. Le 303 brille ici ; il coupe proprement, laissant des filets précis et lisses sans déchirer le matériau.
Le 304 est notoirement difficile à tarauder. Sa nature gommeuse signifie que les tarauds peuvent facilement se bloquer, se gondoler ou se casser complètement à l'intérieur du trou borgne si le liquide de coupe et le couple ne sont pas parfaitement réglés.
L'écrouissage en 304
L'acier inoxydable 304 a une forte tendance à l'écrouissage, ce qui signifie que le matériau devient littéralement plus dur et plus résistant à mesure qu'il est déformé ou coupé. Lors de l'usinage de l'acier 304, l'outil doit mordre de manière décisive et agressive.
Lorsqu'un foret ou une fraise reste au même endroit, il peut frotter la surface au lieu de la couper. Ce frottement peut entraîner un durcissement rapide de 304 dans cette zone. Dans ce cas, l'outil peut s'user ou tomber en panne lors de la passe suivante. Le soufre contenu dans le 303 contribue à réduire ce risque, de sorte que le 303 est plus facile et plus sûr à usiner.
Qualité des trous et coût caché du contrôle des bavures
Lors du perçage de trous profonds, l'évacuation des copeaux est essentielle. La nuance 303 permet un perçage rapide, produisant des trous droits avec un minimum de bavures à la sortie. Les copeaux filandreux de la 304 ont tendance à s'accumuler dans les cannelures du foret, ce qui nécessite des cycles de perçage plus lents.
Si un opérateur consacre 2 minutes supplémentaires à l'ébavurage manuel de chaque pièce 304, les coûts s'accumulent rapidement. Pour une commande de 5 000 pièces, cela représente plus de 160 heures de travail manuel supplémentaire. Ce coût caché de la main-d'œuvre peut avoir une incidence sur le prix final et le délai de livraison.
Pourquoi le 304 s'adapte généralement mieux à la tôle?
Dans le département de fabrication, le risque de fabrication s'éloigne de l'"usure de l'outil" et se rapproche directement de la "défaillance du matériau". La norme 304 est la norme incontestée lorsqu'une pièce doit être pliéLes enfants de moins de 18 ans peuvent être enlevés, étirés ou fusionnés.
Cintrage et formage : Éviter la "fissure du grain"
Lorsque vous placez une pièce d'acier inoxydable sur une presse plieuse, vous testez sa ductilité. Le 303 se comporte très mal dans ce cas. Les inclusions de soufre dans la matrice métallique agissent comme des concentrateurs de contraintes microscopiques. Si vous tentez de plier un support en 303 au-delà de 90 degrés - en particulier contre le grain du matériau - il se fissurera, se cassera ou se brisera complètement le long de la ligne de pliage.
Le 304, en revanche, possède d'excellentes propriétés de formage à froid et peut supporter des rayons de courbure étroits sans sacrifier l'intégrité structurelle.
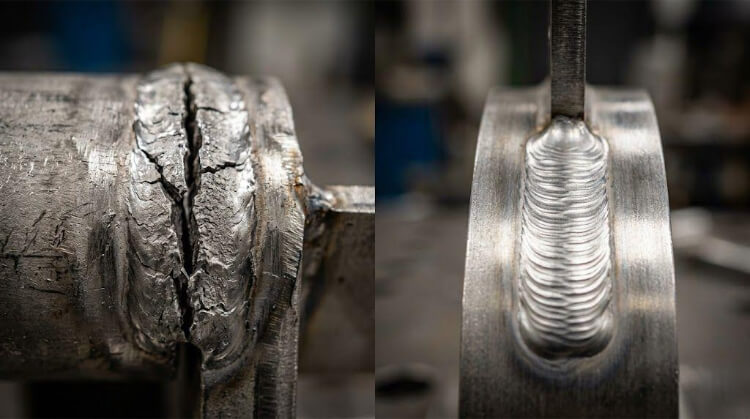
Le cauchemar de la "fissuration à chaud" dans le domaine du soudage
Soudage de l'acier inoxydable 303 est un piège de fabrication notoire. Lorsque le 303 est soumis à la chaleur intense et localisée du soudage TIG ou MIG, le soufre fond plus rapidement que l'acier environnant. Lorsque le bain de soudure se refroidit et se solidifie, ce soufre est poussé vers le centre de la soudure, ce qui provoque un défaut catastrophique connu sous le nom de fissuration à chaud (ou fissuration par solidification).
🛠️ DFM Engineering Fix (assemblage mixte) : Que faire si votre projet exige absolument qu'un support fileté usiné 303 soit fixé à un boîtier en tôle 304 ? N'essayez pas de le souder. Au lieu de cela, concevez les pièces pour une fixation mécanique, ou utilisez du matériel à sertir (comme les écrous et les supports PEM). Ceux-ci peuvent être proprement pressés à froid dans le panneau 304, ce qui élimine complètement le risque de fissuration thermique.
Panneaux de tôle et réalité de la chaîne d'approvisionnement
La disponibilité du matériau dicte le choix du matériau. Le 304 étant le roi du formage, la chaîne d'approvisionnement mondiale est construite autour de lui - vous pouvez facilement l'obtenir sous forme de feuilles minces, de plaques lourdes et de tubes.
Le 303 est presque exclusivement fraisé en barres (rondes ou hexagonales) spécifiquement pour les tours à commande numérique. Si vous concevez un panneau de boîtier plat et que vous spécifiez le 303, votre responsable des achats ne parviendra probablement pas à trouver la tôle brute, ce qui vous obligera à revoir votre conception à grands frais.
Comment la corrosion et les exigences de surface modifient le choix?
Au-delà de l'usine, le choix entre 303 et 304 est dicté par le risque de service. Le soufre contenu dans le 303, qui brise les copeaux de métal, brise également la couche passive d'oxyde de chrome qui protège l'acier de la rouille.
Conformité alimentaire, médicale et FDA
Dans les industries régies par les normes FDA ou NSF, l'hygiène des surfaces est une question de conformité, pas de préférence.
- La norme 304 : Grâce à sa couche d'oxyde lisse et ininterrompue, le 304 peut résister à des lavages chimiques agressifs et est largement accepté pour les surfaces en contact avec les aliments conformes à la FDA.
- Le risque 303 : La norme 303 est généralement limitée ou explicitement interdite dans ces zones. Les inclusions de soufre créent des fosses et des crevasses microscopiques à la surface où les bactéries peuvent se cacher des produits chimiques de stérilisation.
Le "coût caché" de la passivation et de la corrosion par piqûre
La plupart des pièces en acier inoxydable nécessitent une passivation chimique (un bain d'acide nitrique ou citrique) pour éliminer le fer libre et améliorer la résistance à la rouille à long terme.
Cependant, les acides de passivation puissants attaquent agressivement les poches de soufre dans le 303. La pièce présente alors un aspect givré et micro-piqué. Il s'agit là d'un coût caché considérable. Vous pouvez économiser $1.00 en temps de cycle CNC en choisissant le 303. Toutefois, cette économie peut disparaître rapidement si la passivation à l'acide provoque des piqûres de soufre. Si 15% des pièces échouent à l'inspection cosmétique, le coût total peut dépasser de loin le coût de l'utilisation de 304 dès le départ.
Surfaces visibles et polies
Si la pièce est utilisée dans un boîtier de dispositif médical, un produit de consommation haut de gamme ou une fixation architecturale, la finition de la surface a beaucoup d'importance. La pièce doit avoir un aspect propre, lisse et homogène.
Le 304 est beaucoup plus facile à finir pour obtenir un niveau visuel élevé. Il peut très bien recevoir une finition uniforme par microbillage ou un poli miroir brillant.
Le 303 est moins adapté lorsque l'apparence est essentielle. Sa teneur en soufre peut rendre le polissage plus difficile, et la surface peut sembler légèrement trouble, brumeuse ou irrégulière.
Comment le choix des matériaux modifie-t-il le coût réel des pièces ?
Le prix des matières premières n'est qu'une partie du coût de fabrication. Le coût réel comprend le temps machine, l'usure des outils, le taux de rebut, la finition et la main-d'œuvre supplémentaire.

Prix des matières premières
Au niveau de l'usine, l'acier inoxydable 303 est généralement légèrement plus cher que l'acier 304. Cela s'explique en partie par le fait que la teneur en soufre de l'acier 303 doit être contrôlée et que l'acier 304 est produit dans des volumes globaux beaucoup plus importants.
Toutefois, cette différence de prix est souvent minime dans un projet CNC. Pour les pièces usinées en grande série, les économies réalisées grâce à la réduction du temps de cycle et à la diminution de l'usure des outils peuvent être bien plus importantes que le prix du matériau.
Temps d'usinage et coût de l'outillage
C'est là que 303 est souvent rentable. Dans de nombreuses pièces CNC de précision, la matière première ne représente qu'une partie du coût final. Le temps machine, la main d'œuvre, la configuration, l'usure des outils et l'inspection représentent souvent une part beaucoup plus importante.
Si la pièce 303 coûte plus cher à la livre mais réduit le temps de cycle de la CNC, le coût total de la pièce peut encore être inférieur. Vous dépensez peut-être un peu plus en matériaux, mais vous économisez davantage en temps de broche.
Le 304 présente plus de risques lors de l'usinage. Il se durcit facilement et peut user les outils de coupe plus rapidement. Le remplacement des plaquettes, des forets ou des tarauds en carbure interrompt la production et augmente le coût unitaire.
303 est plus souple. Sa teneur en soufre facilite la rupture des copeaux et réduit la friction de coupe. Cela permet d'améliorer la durée de vie de l'outil et d'assurer un fonctionnement plus régulier de la machine.
Forme du stock et disponibilité des matériaux
Le coût dépend également de la forme du stock disponible. Le 304 est largement disponible sous forme de feuilles, de tubes, de plaques, de barres et de structures. Il est donc plus facile de s'en procurer pour les pièces en tôle, les cadres soudés, les boîtiers et les assemblages généraux en acier inoxydable.
Le 303 est principalement utilisé comme alliage d'usinage. Il est généralement stocké sous forme de barres rondes, hexagonales ou carrées. Si un ingénieur spécifie 303 pour une plaque de montage plate de 5 mm, il se peut que l'atelier ne soit pas en mesure de la découper à partir d'une feuille. La pièce devra peut-être être fraisée à partir d'une barre ou d'un bloc solide. Cette opération peut entraîner un gaspillage de matière et ajouter de nombreuses heures d'usinage.
Finition et risque d'échec
Les coûts cachés apparaissent souvent après l'usinage.
Le risque 304 :
304 peut se durcir lors du perçage ou du taraudage. Si un taraud se casse à l'intérieur d'un trou borgne, le coût est supérieur à celui de l'outil lui-même. L'atelier peut mettre au rebut une pièce qui a déjà nécessité des heures d'usinage. Dans certains cas, le taraud cassé doit être retiré par électroérosion, ce qui augmente les coûts et les délais.
Le 303 réduit ce risque d'usinage car il se coupe plus facilement et risque moins d'endommager les outils dans les mêmes conditions.
Le risque 303 :
Le 303 présente ses propres risques en matière de finition. Si la pièce nécessite une passivation stricte ou un électropolissage, le processus chimique peut attaquer les zones riches en soufre. Cela peut entraîner de petites piqûres, des surfaces troubles ou des défauts cosmétiques.
Si 10% des pièces finies échouent à l'inspection en raison de l'aspect de la surface, l'option d'usinage la moins chère peut rapidement devenir l'option la plus onéreuse.
303 ou 304 : Meilleur choix en fonction du type de pièce et de l'étape de production
La meilleure qualité d'acier inoxydable dépend de la conception de la pièce, de l'environnement de travail et du stade de production. Un prototype et une production de masse peuvent nécessiter des choix de matériaux différents.
Pièces tournées et fraisées CNC
Le 303 est généralement le meilleur choix pour les pièces tournées et fraisées CNC. Il donne de bons résultats pour les pièces à fort enlèvement de matière, les formes complexes et les longues durées d'usinage.
Il s'agit d'une option solide pour les arbres, les engrenages, les raccords, les boîtiers personnalisés et autres pièces usinées. C'est particulièrement vrai lorsque la pièce n'a pas besoin d'être soudée ou qu'elle ne présente pas une résistance élevée à la corrosion.
Pièces filetées et raccords de précision
Le 303 est également un bon choix pour les pièces filetées et les raccords de précision. Le filetage crée une forte friction entre l'outil et le matériau.
303 contribue à réduire les déchirures, le grippage et l'usure des outils. Il est donc utile pour les écrous, les boulons, les supports filetés et les raccords pour fluides utilisés dans des environnements doux.
Pièces en tôle et assemblages soudés
Le 304 est le meilleur choix pour les pièces en tôle et les assemblages soudés. Il se plie bien, se soude bien et donne de meilleurs résultats dans les environnements humides ou de lavage.
304 est couramment utilisé pour parenthèseschâssis de la machine, enceintesIl s'agit d'un choix pratique pour les panneaux de contrôle en acier inoxydable qui nécessitent des découpes nettes pour le passage des câbles. C'est également un choix pratique pour les panneaux de contrôle en acier inoxydable qui nécessitent des découpes nettes pour un système d'alimentation en énergie. interrupteur à bouton-poussoirIl est possible d'utiliser un bouton d'arrêt d'urgence, un voyant lumineux ou un bouton d'arrêt d'urgence. Il permet le formage et le soudage sans les mêmes risques que le 303.
Prototype ou production de masse
Le choix des matériaux peut changer au fur et à mesure que le produit passe du stade du prototype à celui de la production de masse.
Lors du prototypage, la vitesse peut être plus importante que le coût unitaire. Un support complexe peut être usiné par commande numérique à partir d'une barre de 303, car cette méthode est rapide et flexible. L'équipe peut tester la conception rapidement sans attendre les outils d'emboutissage ou les montages de formage.
Cependant, la même méthode n'est pas forcément judicieuse pour une production de 10 000 pièces. L'usinage CNC de chaque pièce à partir de 303 solides entraînerait une perte de temps et de matière.
À ce stade, le meilleur choix peut être de redessiner la pièce pour l'emboutissage ou le formage de la tôle 304. Cela permet de réduire le coût unitaire, d'améliorer la vitesse de production et de faciliter la mise à l'échelle de l'assemblage.
Conclusion
Les aciers inoxydables 303 et 304 sont tous deux utiles, mais ils ne sont pas utilisés pour les mêmes raisons. Le 303 est généralement le meilleur choix lorsque la vitesse d'usinage CNC, le contrôle des copeaux et les performances de filetage sont les plus importants.
Le 304 est généralement le choix le plus sûr lorsque la pièce doit être soudée, pliée, résistante à la corrosion ou présenter une surface visible propre. Il convient également mieux aux pièces en tôle, aux assemblages soudés, aux équipements alimentaires, aux pièces extérieures et à l'utilisation à long terme.
Le bon choix ne doit pas dépendre uniquement du prix du matériau. La conception de la pièce, l'itinéraire de production, l'état de surface, l'environnement de service et le volume de la commande sont autant d'éléments qui peuvent modifier le coût réel.
Si vous n'êtes pas sûr de savoir si 303 ou 304 est la meilleure solution pour votre pièce, envoyez-nous votre dessin ou fichier 3D. Notre équipe d'ingénieurs peut examiner les caractéristiques d'usinage, les besoins de soudage, les exigences de tolérance et l'environnement de travail avant le début de la production.