
From smartphone housings to aircraft interiors, anodized aluminum colors define the modern look of metal design. Anodizing is more than a surface finish. It’s a precise process that makes aluminum stronger, more corrosion-resistant, and visually appealing.
Unlike paint or plating, anodizing changes the metal itself. The color becomes part of the aluminum, not a layer that can chip or peel. Knowing how this color forms helps balance appearance, performance, and cost in design and manufacturing.

What Is Anodized Aluminum?
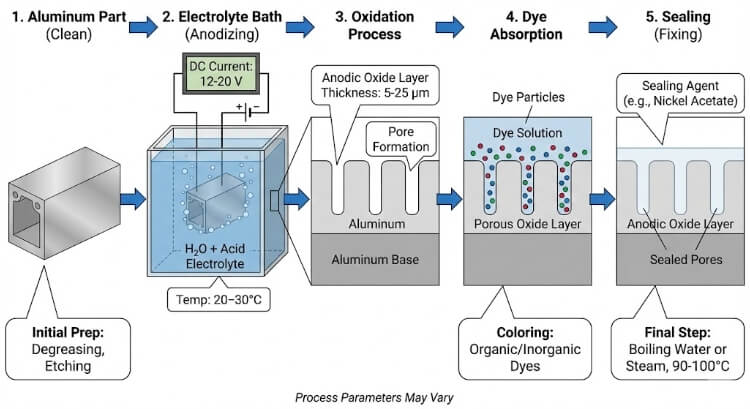
Anodizing is an electrochemical process that thickens the aluminum’s natural oxide film. During the process, the aluminum part becomes the anode in an acid solution. Electricity passes through, and oxygen reacts with aluminum to form a microporous oxide layer (Al₂O₃) that bonds with the base metal.
Typical layer thickness:
- Decorative anodizing: 5–25 µm
- Hard anodizing: 25–100 µm
The surface hardness usually reaches HV 300–500, while raw aluminum is only HV 100–120. Because the oxide grows from the metal itself, it will not peel or flake.
The tiny pores formed in this layer act like small tubes. They absorb dyes or metallic salts that create color inside the coating. Afterward, the pores are sealed, locking the color and forming a strong protective layer.
Types of Anodizing and Their Impact on Color
Industrial anodizing falls into three main types, each with its own color and performance features:
| Type | Electrolyte | Thickness | Color Range | Typical Use |
| Type I – Chromic Acid | Chromic acid | ≤ 5 µm | Gray / Natural | Aerospace base coat |
| Type II – Sulfuric Acid | Sulfuric acid | 5–25 µm | Clear to bright colors | Architectural & consumer products |
| Type III – Hard Anodizing | Sulfuric acid (cold) | 25–100 µm | Dark gray to black | Mechanical & optical parts |
- Type I gives a thin and flexible layer, useful for painting but limited in color options.
- Type II offers good color variety and corrosion resistance, perfect for decorative finishes.
- Type III builds a thick, hard layer that resists wear but limits bright colors, often resulting in dark or matte tones.
When choosing the anodizing type, engineers often balance color depth and surface strength. For example, a bright red Type II coating looks attractive but may fade faster outdoors than a dark Type III black coating.
How Anodized Aluminum Gets Its Color?
Color forms after the oxide layer develops. The pores in the layer control how much dye or metal enters, which affects color depth, brightness, and UV resistance.
Dye Absorption and Electrolytic Coloring
There are two main ways to color anodized aluminum:
Dye Absorption (One-Step):
The anodized part is dipped in a dye bath. The dye moves into the open pores. After sealing, the color becomes part of the metal.
Advantages: Wide range of vivid colors, low cost.
Limitations: Limited UV resistance — best for indoor or consumer use.
Electrolytic Coloring (Two-Step):
The part is placed in a metallic salt bath (tin, nickel, or cobalt). Electricity deposits these metals at the base of the pores, creating metallic tones like bronze or black.
Advantages: Excellent outdoor and UV durability.
Limitations: Fewer color choices and higher cost.
Factors Affecting Final Color
Color consistency depends on tight process control.
| Factor | Effect on Color |
| Alloy Composition | High silicon or copper alloys produce darker colors. Pure aluminum gives bright, clear tones. |
| Oxide Layer Thickness | Thicker layers hold more dye, creating deeper shades. 10 µm ≈ light tone, 20 µm ≈ deep tone. |
| Bath Temperature / Current Density | Affect pore size and dye uptake. Best range: 18–22 °C and 1.3–1.8 A/dm². |
| Sealing Quality | Poor sealing causes fading or stains. Good sealing improves gloss and corrosion resistance. |
Example: In bronze anodizing (20 µm film, tin-based electrolytic method), proper sealing can keep color stable for over 10 years outdoors.
Common Color Families and Their Use Cases
- Clear / Natural: Keeps metal texture visible; used in precision parts.
- Black: Absorbs light; ideal for optical and electronic parts.
- Bronze / Gold: Durable and UV-resistant; common in building exteriors and hardware.
- Blue / Red / Green: Popular in branded consumer products.
- Custom Blends: Created by mixing dyes or combining baths to match specific brand colors.
Color consistency often follows ΔE ≤ 2 under ASTM B244 or ISO 7599 standards, ensuring similar tones across batches.
Design and Process Integration
To get consistent results, designers and engineers should include anodizing details early in the design phase. Specify alloy (e.g., 6061 or 5052), oxide thickness, color, and sealing method in technical drawings or RFQs. This helps avoid mismatched finishes between suppliers or production runs.
Design Insight: Instead of writing “black anodized,” say “Type II anodizing, 15 µm thickness, black dye, ΔE ≤ 2 per ISO 7599.”
Popular Colors and Their Applications
Anodized aluminum combines visual appeal with technical strength. Across industries like aerospace, architecture, and electronics, color choice reflects both engineering goals and environmental needs.
Industrial and Engineering Uses
In industrial fields, color often provides practical function.
- Black Anodizing: This is the most common finish in optical and electronic systems. Its matte texture reduces reflection and glare, helping sensors perform accurately. Black anodized housings made from 6061-T6 aluminum are standard in camera mounts, spectrometers, and laser equipment.
- Clear or Natural Anodizing: This finish protects against corrosion while keeping the natural look of the metal. It’s ideal for parts that need electrical contact or tight tolerance, such as aerospace brackets, automotive connectors, and medical devices.
- Color-Coded Components: In production, factories often use bright colors like blue, red, or green to mark different part sizes or functions. This improves visibility and reduces assembly mistakes, which is helpful in large-scale manufacturing.
Architectural and Consumer Products
In architecture and consumer goods, anodized colors express modern design and durability.
- Architectural Applications: Building panels, window frames, and façades often use bronze, champagne, or gold finishes made through electrolytic coloring. These tones resist UV rays and corrosion even in coastal or humid conditions.
- Consumer Electronics: Designers use anodized finishes to highlight craftsmanship and precision.
Laptops, smartphones, and audio gear often feature brushed or bead-blasted aluminum shells in silver, black, or gray. - Sports and Lifestyle Products: Bright colors like blue, red, and green are common in bicycles, outdoor tools, and sports gear. The finish resists fading and wear, while adding personality and brand identity.
Branding and Customization
Color also supports brand consistency and recognition. Anodizing makes it possible to match corporate colors while keeping surface hardness and metal texture. Unlike paint, anodized finishes show the natural grain, giving a refined metallic look.
To keep results consistent, quality teams use spectrophotometers to measure color difference between batches. A ΔE value of 2 or less ensures that colors look identical to the human eye — especially important for multi-part assemblies or architectural panels.
Design Insight: Combining anodizing with laser engraving allows permanent serial numbers or logos. This method resists wear and chemicals, ideal for aerospace tracking or high-end branding.

Technical and Performance Considerations
Color choice affects mechanical strength, UV stability, and long-term appearance. Knowing these relationships helps engineers balance design and function.
Durability and Corrosion Resistance
Anodized aluminum creates a strong oxide barrier that resists oxidation, salt, and wear. Tests following ASTM B117 show anodized samples lasting over 1,000 hours in salt spray with no corrosion, while bare aluminum fails after about 100 hours.
Dark finishes like black or bronze may be slightly softer because dyes absorb into the surface. Even so, they remain above HV 300, especially when applied to hard-anodized bases. These finishes are common in outdoor enclosures and automotive trims where toughness and style are both needed.
UV and Weather Resistance
Organic dyes fade under sunlight. Tests under ISO 16474-2 show that bright red and blue lose about 25–30% of their color after 1,000 hours, while metallic bronze keeps over 90%. For outdoor parts, metallic finishes made with tin or cobalt ions are better since they reflect UV light rather than absorb it.
When bright tones must last outdoors, engineers use dual sealing — a hot-water seal followed by nickel acetate — to improve color life.
Surface Uniformity and Color Consistency
Getting uniform color across many parts is challenging. Common problems come from:
- Alloy differences between material batches.
- Uneven current flow on complex or large parts.
- Changes in bath temperature or chemistry during long production runs.
To control these, finishers use statistical process control (SPC) to track bath pH, conductivity, and temperature. Color difference is measured by ΔE — with ΔE ≤ 3 acceptable for technical parts and ΔE ≤ 2 required for decorative or brand-critical products.
Process Tip: Include alloy type (e.g., 6063-T5) and anodizing spec (e.g., Type II, 20 µm, ΔE ≤ 2 per ISO 7599) in RFQs.
Environmental and Cost Factors
Choosing an anodized aluminum color involves more than looks. Environmental impact, energy use, and production cost all shape modern finishing decisions.
Eco-Friendly Anodizing Options
Traditional anodizing used sulfuric or chromic acid solutions. While these create strong oxide layers, they also produce acidic waste that needs complex treatment. Newer systems now use safer chemicals and recycling setups to reduce pollution and waste.
Modern improvements include:
- Organic Electrolytes:
Baths based on citric or oxalic acid replace heavy metals and create fewer harmful byproducts. These are easier to treat and last longer. In ISO 14001-certified plants, citric acid anodizing has cut waste acid output by 70% compared to sulfuric systems. - Closed-Loop Water Recycling: Filtration units recover aluminum ions and reuse rinse water, cutting water use by 60–80%. This saves money and reduces environmental load.
- Automated Chemical Control: Sensors track pH and conductivity to keep chemical balance within ±2%. Stable chemistry improves color consistency and reduces rejects from uneven oxidation.
- Non-Chromium Sealing: Nickel acetate or nano-silica sealing keeps corrosion resistance high without releasing hexavalent chromium. These methods meet RoHS, REACH, and aerospace green standards.
Energy Efficiency and Process Optimization
Anodizing uses both electrical and thermal energy. Average consumption is around 5–7 kWh per m² of surface, but smart process changes can reduce that by 20% or more.
Ways to save energy:
- Pulse Current Anodizing: Alternating current pulses grow oxide more efficiently. This lowers voltage needs, saves energy, and improves coating uniformity.
- Heat Recovery Systems: Waste heat from rinse or sealing tanks warms incoming water, saving up to 15% of total energy.
- Smart Scheduling: Grouping similar parts and colors reduces tank cleaning and dye changes, saving time and chemicals.
Balancing Cost, Performance, and Appearance
Color affects both cost and process time. Bright or metallic finishes require tighter control and more expensive dyes or metal-salt solutions. Knowing how costs are distributed helps engineers choose finishes that meet both budget and quality targets.
| Color Type | Coloring Method | Relative Cost | Durability / UV Resistance | Typical Application |
| Clear / Natural | Standard sulfuric anodizing | ★ | Excellent | Aerospace, machinery parts |
| Black / Dark Bronze | Organic dye + sealing | ★★ | Good | Industrial, optical housings |
| Bright Red / Blue | Organic dye | ★★★ | Moderate | Consumer, sports equipment |
| Champagne / Gold | Electrolytic (tin, cobalt) | ★★★★ | Excellent | Architecture, décor |
| Custom Metallics | Dual-bath or mixed dyes | ★★★★★ | Variable | Branding, premium products |
On average, decorative anodizing costs 20–40% more than clear coatings but provides longer life and fewer repairs.
Engineering Tip: When ordering, specify both looks and function — for example, “Type II, 20 µm, Bronze, Electrolytic, ΔE ≤ 2.”
Conclusion
Anodized aluminum colors combine science, design, and strength in one finish. The color isn’t a coating applied on top — it’s built into the metal itself during a precise electrochemical process. This structure gives anodized surfaces exceptional resistance to corrosion, fading, and abrasion while keeping the clean metallic look that paint can’t truly match.
If your project needs a finish that looks refined and lasts long, anodizing is a reliable choice. Our engineering team provides custom anodizing and finishing services to help you achieve the exact color, gloss, and performance you want — all with certified consistency. Reach out to discuss your anodized color requirements and get technical support from our specialists.
FAQs
What’s the difference between anodized and painted aluminum?
Anodizing changes the metal surface itself through a controlled oxidation process that forms a hard aluminum oxide (Al₂O₃) layer. Paint or powder coating, by contrast, adds an external film. The anodized layer is about three times harder than base aluminum and cannot peel or crack, making it better for outdoor or high-wear use.
Why does color vary between batches?
Small changes in alloy composition, bath temperature, or electrolyte age can affect pore size and dye absorption. Professional finishers use spectrophotometers to measure color difference (ΔE). A ΔE of 2 or less ensures colors look identical across production runs, which is crucial for architectural or branded components.
Which anodized colors last longest outdoors?
Metallic finishes such as bronze, champagne, and black created by electrolytic coloring resist UV fading best. Organic-dyed colors like red or blue look more vivid but can fade over time unless sealed twice — typically with hot water followed by nickel acetate.
Can anodized aluminum be re-colored or repaired?
Minor surface wear can often be cleaned or resealed. However, changing color requires stripping off the old oxide and re-anodizing the part. Since the oxide is integral to the metal, rework should only be handled by qualified surface-finishing professionals.
How does alloy selection affect color appearance?
High-purity aluminum alloys such as 1000, 5000, and 6000 series give smoother, more uniform color. Alloys with silicon or copper — like the 2000 or 7000 series — often darken or show visible grain contrast after anodizing.