
От корпусов смартфонов до интерьеров самолетов - цвета анодированного алюминия определяют современный облик металлического дизайна. Анодирование - это не просто отделка поверхности. Это точный процесс, который делает алюминий прочнее, устойчивее к коррозии и визуально привлекательнее.
В отличие от краски или гальванического покрытия, анодирование изменяет сам металл. Цвет становится частью алюминия, а не слоем, который может отколоться или отслоиться. Знание того, как формируется этот цвет, помогает сбалансировать внешний вид, эксплуатационные характеристики и стоимость при проектировании и производстве.

Что такое анодированный алюминий?
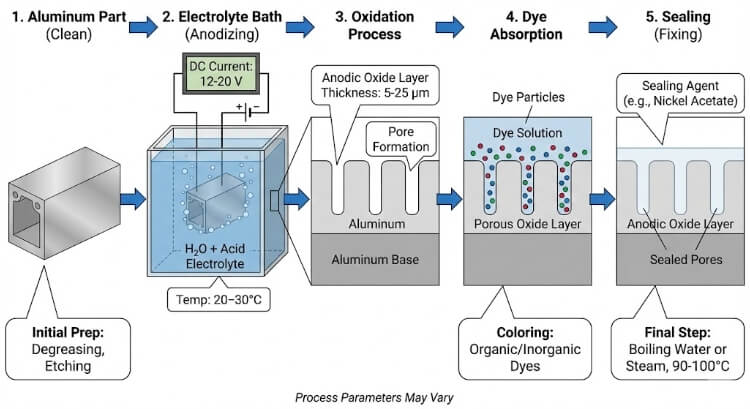
Анодирование - это электрохимический процесс, в результате которого на алюминии образуется толстая естественная оксидная пленка. В ходе процесса алюминиевая деталь становится анодом в растворе кислоты. Через него проходит электричество, и кислород вступает в реакцию с алюминием, образуя микропористый оксидный слой (Al₂O₃), который соединяется с основным металлом.
Типичная толщина слоя:
- Декоративное анодирование: 5-25 мкм
- Твердое анодирование: 25-100 мкм
Твердость поверхности обычно достигает HV 300-500, в то время как у необработанного алюминия она составляет всего HV 100-120. Поскольку оксид вырастает из самого металла, он не отслаивается и не шелушится.
Крошечные поры, образовавшиеся в этом слое, действуют как маленькие трубочки. Они впитывают красители или соли металлов, которые создают цвет внутри покрытия. Затем поры запечатываются, фиксируя цвет и образуя прочный защитный слой.
Виды анодирования и их влияние на цвет
Промышленное анодирование подразделяется на три основных типа, каждый из которых имеет свой цвет и эксплуатационные характеристики:
| Тип | Электролит | Толщина | Цветовая гамма | Типичное использование |
| Тип I - хромовая кислота | Хромовая кислота | ≤ 5 мкм | Серый / натуральный | Аэрокосмическое базовое покрытие |
| Тип II - серная кислота | Серная кислота | 5-25 мкм | От чистых до ярких цветов | Архитектурные и потребительские товары |
| Тип III - твердое анодирование | Серная кислота (холодная) | 25-100 мкм | От темно-серого до черного | Механические и оптические детали |
- Тип I дает тонкий и эластичный слой, удобный для рисования, но ограниченный в выборе цветов.
- Тип II предлагает хорошее цветовое разнообразие и устойчивость к коррозии, идеально подходит для декоративной отделки.
- Тип III Создает толстый, твердый слой, который противостоит износу, но ограничивает яркие цвета, часто приводя к темным или матовым оттенкам.
При выборе типа анодирования инженеры часто балансируют между глубиной цвета и прочностью поверхности. Например, ярко-красное покрытие типа II выглядит привлекательно, но может быстрее выцветать на открытом воздухе, чем темное черное покрытие типа III.
Как анодированный алюминий приобретает свой цвет?
Цвет формируется после образования оксидного слоя. Поры в слое контролируют количество красителя или металла, попадающего внутрь, что влияет на глубину цвета, яркость и устойчивость к ультрафиолету.
Поглощение красителя и электролитическое окрашивание
Существует два основных способа окрашивания анодированного алюминия:
Поглощение красителя (одноэтапное):
Анодированная деталь погружается в ванну с красителем. Краситель проникает в открытые поры. После запечатывания цвет становится частью металла.
Преимущества: Широкий спектр ярких цветов, низкая стоимость.
Ограничения: Ограниченная устойчивость к ультрафиолетовому излучению - лучше всего подходит для использования внутри помещений или в быту.
Электролитическое окрашивание (двухэтапное):
Деталь помещается в ванну с металлической солью (олово, никель или кобальт). Электричество осаждает эти металлы в основании пор, создавая металлические оттенки, такие как бронзовый или черный.
Преимущества: Отличная устойчивость к воздействию ультрафиолетовых лучей.
Ограничения: Меньший выбор цветов и более высокая стоимость.
Факторы, влияющие на конечный цвет
Постоянство цвета зависит от жесткого контроля процесса.
| Фактор | Влияние на цвет |
| Состав сплава | Сплавы с высоким содержанием кремния или меди дают более темные цвета. Чистый алюминий дает яркие, чистые тона. |
| Толщина оксидного слоя | Более толстые слои удерживают больше красителя, создавая более глубокие оттенки. 10 мкм ≈ светлый тон, 20 мкм ≈ глубокий тон. |
| Температура ванны / плотность тока | Влияют на размер пор и поглощение красителя. Наилучший диапазон: 18-22 °C и 1,3-1,8 А/дм². |
| Качество уплотнения | Плохая герметизация приводит к выцветанию или появлению пятен. Хорошая герметизация повышает блеск и устойчивость к коррозии. |
Пример: При анодировании бронзы (пленка 20 мкм, электролитический метод на основе олова) правильная герметизация позволяет сохранить цвет стабильным в течение более 10 лет на открытом воздухе.
Распространенные семейства цветов и их использование
- Прозрачный / натуральный: Сохраняет видимость текстуры металла; используется в прецизионных деталях.
- Черный: Поглощает свет; идеально подходит для оптических и электронных деталей.
- Бронза / Золото: Прочный и устойчивый к ультрафиолетовому излучению; часто используется для наружной отделки зданий и фурнитуры.
- Синий / красный / зеленый: Популярны в брендовых потребительских товарах.
- Пользовательские смеси: Создается путем смешивания красителей или комбинирования ванн для соответствия определенным цветам бренда.
Цветовая консистенция часто соответствует ΔE ≤ 2 по стандартам ASTM B244 или ISO 7599, обеспечивая схожие оттенки в разных партиях.
Проектирование и интеграция процессов
Чтобы получить стабильные результаты, дизайнеры и инженеры должны включать детали анодирования на ранних этапах проектирования. Укажите сплав (например, 6061 или 5052), толщину оксида, цвет и метод герметизации в технических чертежах или RFQ. Это поможет избежать несовпадения отделок у разных поставщиков или в разных производственных партиях.
Дизайн: Вместо того чтобы писать "черное анодирование", скажите "анодирование типа II, толщина 15 мкм, черный краситель, ΔE ≤ 2 по ISO 7599".
Популярные цвета и их применение
Анодированный алюминий сочетает в себе визуальную привлекательность и техническую прочность. В таких отраслях, как аэрокосмическая промышленность, архитектура и электроника, выбор цвета отражает как инженерные цели, так и экологические потребности.
Использование в промышленности и машиностроении
В промышленности цвет часто выполняет практическую функцию.
- Черное анодирование: Это наиболее распространенное покрытие в оптических и электронных системах. Его матовая текстура уменьшает отражения и блики, помогая датчикам работать точно. Черные анодированные корпуса из алюминия 6061-T6 являются стандартными для креплений камер, спектрометров и лазерного оборудования.
- Прозрачное или натуральное анодирование: Такое покрытие защищает от коррозии, сохраняя естественный вид металла. Оно идеально подходит для деталей, требующих электрического контакта или жестких допусков, таких как аэрокосмические кронштейны, автомобильные разъемы и медицинские приборы.
- Компоненты с цветовой кодировкой: В производстве часто используются яркие цвета, такие как синий, красный или зеленый, для обозначения деталей разных размеров или функций. Это улучшает видимость и уменьшает количество ошибок при сборке, что полезно при крупномасштабном производстве.
Архитектурные и потребительские товары
В архитектуре и потребительских товарах анодированные цвета выражают современный дизайн и долговечность.
- Архитектурные приложения: В строительных панелях, оконных рамах и фасадах часто используются бронзовые, шампанские или золотые оттенки, полученные путем электролитического окрашивания. Эти оттенки устойчивы к ультрафиолетовым лучам и коррозии даже в прибрежных и влажных условиях.
- Потребительская электроника: Дизайнеры используют анодированную отделку, чтобы подчеркнуть мастерство и точность.
Ноутбуки, смартфоны и аудиоаппаратура часто имеют матовые или бисерные алюминиевые корпуса серебристого, черного или серого цвета. - Товары для спорта и образа жизни: Яркие цвета, такие как синий, красный и зеленый, часто встречаются в велосипедах, инструментах для активного отдыха и спортивном снаряжении. Такая отделка противостоит выцветанию и износу, придавая индивидуальность и фирменный стиль.
Брендинг и персонализация
Цвет также способствует постоянству и узнаваемости бренда. Анодирование позволяет подобрать корпоративные цвета, сохраняя при этом твердость поверхности и текстуру металла. В отличие от краски, на анодированных изделиях видна естественная зернистость, что придает им изысканный металлический вид.
Для того чтобы результаты были одинаковыми, специалисты по качеству используют спектрофотометры для измерения цветовых различий между партиями. Значение ΔE, равное 2 или менее, обеспечивает идентичность цветов для человеческого глаза - это особенно важно для многокомпонентных сборок или архитектурных панелей.
Дизайн: Сочетание анодирования с лазерной гравировкой позволяет наносить постоянные серийные номера или логотипы. Этот метод устойчив к износу и воздействию химикатов, что идеально подходит для аэрокосмического отслеживания или брендинга высокого класса.

Технические и эксплуатационные соображения
Выбор цвета влияет на механическую прочность, устойчивость к ультрафиолетовому излучению и долговременный внешний вид. Знание этих взаимосвязей помогает инженерам сбалансировать дизайн и функциональность.
Долговечность и устойчивость к коррозии
Анодированный алюминий создает прочный оксидный барьер, который противостоит окислению, соли и износу. Испытания по стандарту ASTM B117 показали, что анодированные образцы выдерживают более 1 000 часов в соляном тумане без коррозии, в то время как голый алюминий выходит из строя примерно через 100 часов.
Темные покрытия, такие как черный или бронзовый, могут быть немного мягче, поскольку красители впитываются в поверхность. Но даже в этом случае они остаются выше HV 300, особенно при нанесении на твердое анодированное основание. Такие покрытия часто используются в корпусах для наружной установки и автомобильных деталях, где требуется прочность и стиль.
Устойчивость к ультрафиолетовому излучению и погодным условиям
Органические красители выцветают под воздействием солнечного света. Испытания по стандарту ISO 16474-2 показали, что ярко-красный и синий цвета теряют около 25-30% своего цвета через 1000 часов, в то время как бронзовый металлик сохраняет более 90%. Для наружных деталей лучше использовать металлические покрытия с ионами олова или кобальта, поскольку они отражают ультрафиолетовое излучение, а не поглощают его.
Если яркие тона должны сохраняться на открытом воздухе, инженеры используют двойную герметизацию - герметизацию горячей водой с последующим нанесением ацетата никеля - для увеличения срока службы цвета.
Равномерность поверхности и однородность цвета
Получить равномерный цвет на многих деталях очень сложно. Чаще всего проблемы возникают из-за:
- Различия в сплавах между партиями материала.
- Неравномерное протекание тока на сложных или крупных деталях.
- Изменение температуры или химического состава ванны при длительном производстве.
Для их контроля финишеры используют статистический контроль процесса (SPC) для отслеживания pH, электропроводности и температуры ванны. Разница в цвете измеряется ΔE - ΔE ≤ 3 допустимо для технических деталей и ΔE ≤ 2 требуется для декоративных или важных для бренда продуктов.
Совет по обработке: включите в запрос предложений тип сплава (например, 6063-T5) и спецификацию анодирования (например, тип II, 20 мкм, ΔE ≤ 2 по ISO 7599).
Экологические факторы и факторы стоимости
Выбор цвета анодированного алюминия - это не только внешний вид. Воздействие на окружающую среду, потребление энергии и стоимость производства - все это определяет современные решения по отделке.
Экологически чистые варианты анодирования
Для традиционного анодирования используются растворы серной или хромовой кислоты. Они создают прочные оксидные слои, но при этом образуются кислотные отходы, требующие сложной обработки. В новых системах используются более безопасные химикаты и системы рециркуляции, позволяющие снизить загрязнение окружающей среды и уменьшить количество отходов.
Современные усовершенствования включают:
- Органические электролиты:
Ванны на основе лимонной или щавелевой кислоты заменяют тяжелые металлы и создают меньше вредных побочных продуктов. Они легче поддаются обработке и служат дольше. На предприятиях, сертифицированных по стандарту ISO 14001, анодирование с использованием лимонной кислоты позволило сократить выход отработанной кислоты на 70% по сравнению с серными системами. - Рециркуляция воды по замкнутому циклу: Устройства фильтрации восстанавливают ионы алюминия и повторно используют промывочную воду, сокращая расход воды на 60-80%. Это экономит деньги и снижает нагрузку на окружающую среду.
- Автоматизированный химический контроль: Датчики отслеживают pH и электропроводность для поддержания химического баланса в пределах ±2%. Стабильный химический состав улучшает насыщенность цвета и снижает количество брака из-за неравномерного окисления.
- Нехромовое уплотнение: Уплотнение ацетатом никеля или нанокремнеземом обеспечивает высокую коррозионную стойкость без выделения шестивалентного хрома. Эти методы соответствуют стандартам RoHS, REACH и аэрокосмическим "зеленым" стандартам.
Энергоэффективность и оптимизация процессов
При анодировании используется как электрическая, так и тепловая энергия. Среднее потребление составляет около 5-7 кВт/ч на м² поверхности, но грамотное изменение технологического процесса может снизить этот показатель на 20% и более.
Способы экономии энергии:
- Анодирование импульсным током: Импульсы переменного тока выращивают оксид более эффективно. Это снижает потребность в напряжении, экономит энергию и улучшает равномерность покрытия.
- Системы рекуперации тепла: Отработанное тепло из баков для ополаскивания или уплотнения подогревает поступающую воду, экономя до 15% общей энергии.
- Интеллектуальное планирование: Группировка схожих деталей и цветов сокращает время очистки резервуара и смены красителя, экономя время и химикаты.
Баланс между стоимостью, производительностью и внешним видом
Цвет влияет как на стоимость, так и на время процесса. Яркие или металлические покрытия требуют более строгого контроля и более дорогих красителей или металлосолевых растворов. Знание того, как распределяются затраты, помогает инженерам выбирать отделочные материалы, которые соответствуют бюджету и качеству.
| Тип цвета | Метод раскрашивания | Относительная стоимость | Долговечность / устойчивость к ультрафиолету | Типовое применение |
| Прозрачный / натуральный | Стандартное серное анодирование | ★ | Превосходно | Аэрокосмическая промышленность, детали машин |
| Черный / темная бронза | Органический краситель + уплотнение | ★★ | Хорошо | Промышленные, оптические корпуса |
| Ярко-красный / синий | Органический краситель | ★★★ | Умеренный | Потребительское, спортивное оборудование |
| Шампанское / Золото | Электролитические (олово, кобальт) | ★★★★ | Превосходно | Архитектура, декор |
| Металлики на заказ | Двойная ванна или смешанные красители | ★★★★★ | Переменная | Брендинг, продукция премиум-класса |
В среднем декоративное анодирование стоит на 20-40% дороже прозрачных покрытий, но обеспечивает более длительный срок службы и меньшее количество ремонтов.
Совет инженера: При заказе указывайте как внешний вид, так и назначение - например, "Тип II, 20 мкм, бронза, электролитический, ΔE ≤ 2".
Заключение
Цвета анодированного алюминия объединяют науку, дизайн и прочность в одном покрытии. Цвет не наносится сверху - он встраивается в сам металл в ходе точного электрохимического процесса. Такая структура придает анодированным поверхностям исключительную устойчивость к коррозии, выцветанию и истиранию, сохраняя при этом чистый металлический вид, с которым не может сравниться краска.
Если вашему проекту требуется отделка, которая будет выглядеть изысканно и прослужит долго, анодирование - надежный выбор. Наша команда инженеров предоставляет услуги по анодированию и финишной обработке на заказ, чтобы помочь вам достичь точного цвета, блеска и характеристик, которые вы хотите - и все это с сертифицированным постоянством. Свяжитесь с нами, чтобы обсудить ваши требования к цвету анодирования и получить техническую поддержку от наших специалистов.
Вопросы и ответы
В чем разница между анодированным и окрашенным алюминием?
Анодирование изменяет саму металлическую поверхность за счет контролируемого процесса окисления, в результате которого образуется твердый слой оксида алюминия (Al₂O₃). Краска или порошковое покрытие, напротив, добавляют внешнюю пленку. Анодированный слой примерно в три раза тверже основного алюминия, не отслаивается и не трескается, что делает его более подходящим для использования на открытом воздухе или в условиях повышенной износостойкости.
Почему цвет в разных партиях отличается?
Небольшие изменения в составе сплава, температуре ванны или возрасте электролита могут повлиять на размер пор и поглощение красителя. Профессиональные финишеры используют спектрофотометры для измерения разницы в цвете (ΔE). Показатель ΔE, равный 2 или менее, гарантирует идентичность цветов в разных партиях, что очень важно для архитектурных или фирменных компонентов.
Какие анодированные цвета дольше всего сохраняются на открытом воздухе?
Металлические покрытия, такие как бронза, шампанское и черный, созданные путем электролитического окрашивания, лучше всего противостоят выцветанию под воздействием ультрафиолета. Окрашенные органическими красителями цвета, такие как красный или синий, выглядят более ярко, но со временем могут потускнеть, если их не запечатать дважды - обычно горячей водой с последующим нанесением ацетата никеля.
Можно ли перекрасить или отремонтировать анодированный алюминий?
Незначительный износ поверхности часто можно очистить или заново покрыть лаком. Однако изменение цвета требует удаления старого оксида и повторного анодирования детали. Поскольку оксид является неотъемлемой частью металла, повторной обработкой должны заниматься только квалифицированные специалисты по обработке поверхностей.
Как выбор сплава влияет на внешний вид цвета?
Алюминиевые сплавы высокой чистоты, такие как серии 1000, 5000 и 6000, дают более ровный и однородный цвет. Сплавы с кремнием или медью - например, серии 2000 или 7000 - после анодирования часто темнеют или демонстрируют видимый контраст зерен.