
Desde carcasas de smartphones hasta interiores de aviones, los colores del aluminio anodizado definen el aspecto moderno del diseño metálico. El anodizado es más que un acabado superficial. Es un proceso preciso que hace que el aluminio sea más fuerte, más resistente a la corrosión y visualmente más atractivo.
A diferencia de la pintura o el chapado, el anodizado modifica el propio metal. El color se convierte en parte del aluminio, no en una capa que pueda desconcharse o desprenderse. Saber cómo se forma este color ayuda a equilibrar el aspecto, el rendimiento y el coste en el diseño y la fabricación.

¿Qué es el aluminio anodizado?
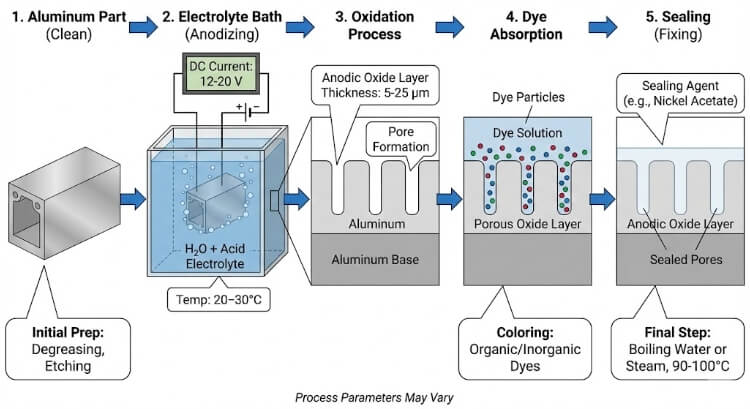
El anodizado es un proceso electroquímico que espesa la película de óxido natural del aluminio. Durante el proceso, la pieza de aluminio se convierte en el ánodo en una solución ácida. La electricidad pasa a través de ella y el oxígeno reacciona con el aluminio para formar una capa de óxido microporoso (Al₂O₃) que se une al metal base.
Espesor de capa típico:
- Anodizado decorativo: 5-25 µm
- Anodizado duro: 25-100 µm
La dureza de la superficie suele alcanzar HV 300-500, mientras que el aluminio en bruto sólo tiene HV 100-120. Como el óxido crece a partir del propio metal, no se pela ni se descascarilla.
Los diminutos poros que se forman en esta capa actúan como pequeños tubos. Absorben tintes o sales metálicas que crean color en el interior del revestimiento. Después, los poros se sellan, fijando el color y formando una fuerte capa protectora.
Tipos de anodizado y su impacto en el color
El anodizado industrial se divide en tres tipos principales, cada uno con sus propias características de color y rendimiento:
| Tipo | Electrolito | Espesor | Gama de colores | Uso típico |
| Tipo I - Ácido crómico | Ácido crómico | ≤ 5 µm | Gris / Natural | Capa base aeroespacial |
| Tipo II - Ácido sulfúrico | Ácido sulfúrico | 5-25 µm | Colores claros a brillantes | Productos arquitectónicos y de consumo |
| Tipo III - Anodizado duro | Ácido sulfúrico (frío) | 25-100 µm | Gris oscuro a negro | Piezas mecánicas y ópticas |
- Tipo I da una capa fina y flexible, útil para pintar pero limitada en opciones de color.
- Tipo II ofrece una buena variedad de colores y resistencia a la corrosión, perfecta para acabados decorativos.
- Tipo III construye una capa gruesa y dura que resiste el desgaste pero limita los colores brillantes, lo que suele dar lugar a tonos oscuros o mates.
Al elegir el tipo de anodizado, los ingenieros suelen sopesar la profundidad del color y la resistencia de la superficie. Por ejemplo, un revestimiento rojo brillante de Tipo II resulta atractivo, pero puede decolorarse más rápidamente en exteriores que un revestimiento negro oscuro de Tipo III.
Cómo adquiere su color el aluminio anodizado?
El color se forma después de que se desarrolle la capa de óxido. Los poros de la capa controlan la cantidad de colorante o metal que entra, lo que afecta a la profundidad del color, el brillo y la resistencia a los rayos UV.
Absorción de colorantes y coloración electrolítica
Hay dos formas principales de colorear el aluminio anodizado:
Absorción de colorantes (un solo paso):
La pieza anodizada se sumerge en un baño de tinte. El tinte penetra en los poros abiertos. Tras el sellado, el color pasa a formar parte del metal.
Ventajas: Amplia gama de colores vivos, bajo coste.
Limitaciones: Resistencia limitada a los rayos UV - mejor para uso en interiores o de consumo.
Coloración electrolítica (dos pasos):
La pieza se introduce en un baño de sales metálicas (estaño, níquel o cobalto). La electricidad deposita estos metales en la base de los poros, creando tonos metálicos como el bronce o el negro.
Ventajas: Excelente resistencia a la intemperie y a los rayos UV.
Limitaciones: Menos opciones de color y mayor coste.
Factores que afectan al color final
La consistencia del color depende de un estricto control del proceso.
| Factor | Efecto sobre el color |
| Composición de la aleación | Las aleaciones con alto contenido en silicio o cobre producen colores más oscuros. El aluminio puro da tonos brillantes y claros. |
| Espesor de la capa de óxido | Las capas más gruesas retienen más tinte, creando tonos más profundos. 10 µm ≈ tono claro, 20 µm ≈ tono profundo. |
| Temperatura del baño / Densidad de corriente | Afectan al tamaño de los poros y a la absorción del colorante. Rango óptimo: 18-22 °C y 1,3-1,8 A/dm². |
| Calidad de sellado | Un mal sellado provoca decoloración o manchas. Un buen sellado mejora el brillo y la resistencia a la corrosión. |
Ejemplo: En el anodizado de bronce (película de 20 µm, método electrolítico a base de estaño), un sellado adecuado puede mantener el color estable durante más de 10 años a la intemperie.
Familias de colores comunes y sus casos de uso
- Transparente / Natural: Mantiene visible la textura del metal; se utiliza en piezas de precisión.
- Negro: Absorbe la luz; ideal para piezas ópticas y electrónicas.
- Bronce / Oro: Duradero y resistente a los rayos UV; habitual en exteriores de edificios y herrajes.
- Azul / Rojo / Verde: Popular en productos de consumo de marca.
- Mezclas personalizadas: Se crean mezclando tintes o combinando baños para igualar colores de marcas específicas.
La consistencia del color suele seguir ΔE ≤ 2 según las normas ASTM B244 o ISO 7599, lo que garantiza tonos similares en todos los lotes.
Diseño e integración de procesos
Para obtener resultados uniformes, los diseñadores e ingenieros deben incluir los detalles del anodizado al principio de la fase de diseño. Especifique la aleación (por ejemplo, 6061 o 5052), el grosor del óxido, el color y el método de sellado en los dibujos técnicos o en las peticiones de oferta. Esto ayuda a evitar acabados desiguales entre proveedores o series de producción.
Design Insight: En lugar de escribir "anodizado negro", diga "anodizado tipo II, 15 µm de espesor, tinte negro, ΔE ≤ 2 según ISO 7599".
Colores populares y sus aplicaciones
El aluminio anodizado combina el atractivo visual con la resistencia técnica. En sectores como el aeroespacial, la arquitectura y la electrónica, la elección del color refleja tanto los objetivos de ingeniería como las necesidades medioambientales.
Usos industriales y de ingeniería
En el ámbito industrial, el color suele desempeñar una función práctica.
- Anodizado negro: Es el acabado más común en sistemas ópticos y electrónicos. Su textura mate reduce los reflejos y el deslumbramiento, ayudando a los sensores a funcionar con precisión. Las carcasas anodizadas en negro fabricadas en aluminio 6061-T6 son estándar en soportes de cámaras, espectrómetros y equipos láser.
- Anodizado transparente o natural: Este acabado protege contra la corrosión manteniendo el aspecto natural del metal. Es ideal para piezas que necesitan contacto eléctrico o tolerancias estrechas, como soportes aeroespaciales, conectores de automoción y... productos sanitarios.
- Componentes codificados por colores: En producción, las fábricas suelen utilizar colores vivos como el azul, el rojo o el verde para marcar los distintos tamaños o funciones de las piezas. Esto mejora la visibilidad y reduce los errores de montaje, lo que resulta útil en la fabricación a gran escala.
Productos arquitectónicos y de consumo
En arquitectura y bienes de consumo, los colores anodizados expresan diseño moderno y durabilidad.
- Aplicaciones arquitectónicas: Los paneles de edificios, marcos de ventanas y fachadas suelen utilizar acabados en bronce, champán u oro realizados mediante coloración electrolítica. Estos tonos resisten los rayos UV y la corrosión incluso en condiciones costeras o húmedas.
- Electrónica de consumo: Los diseñadores utilizan acabados anodizados para resaltar la artesanía y la precisión.
Los ordenadores portátiles, los teléfonos inteligentes y los equipos de audio suelen tener carcasas de aluminio cepillado o granallado en plata, negro o gris. - Productos deportivos y de estilo de vida: Los colores brillantes como el azul, el rojo y el verde son habituales en bicicletas, herramientas de exterior y equipamiento deportivo. El acabado resiste la decoloración y el desgaste, al tiempo que añade personalidad e identidad de marca.
Marca y personalización
El color también favorece la coherencia y el reconocimiento de la marca. El anodizado permite igualar los colores corporativos manteniendo la dureza de la superficie y la textura del metal. A diferencia de la pintura, los acabados anodizados muestran el grano natural, lo que da un aspecto metálico refinado.
Para mantener la uniformidad de los resultados, los equipos de calidad utilizan espectrofotómetros para medir la diferencia de color entre lotes. Un valor ΔE igual o inferior a 2 garantiza que los colores parezcan idénticos al ojo humano, algo especialmente importante en el caso de ensamblajes de varias piezas o paneles arquitectónicos.
Visión del diseño: Combinar el anodizado con el grabado por láser permite obtener números de serie o logotipos permanentes. Este método resiste el desgaste y los productos químicos, ideal para el seguimiento aeroespacial o el marcado de alta gama.

Consideraciones técnicas y de rendimiento
La elección del color afecta a la resistencia mecánica, la estabilidad a los rayos UV y el aspecto a largo plazo. Conocer estas relaciones ayuda a los ingenieros a equilibrar diseño y función.
Durabilidad y resistencia a la corrosión
El aluminio anodizado crea una fuerte barrera de óxido que resiste la oxidación, la sal y el desgaste. Las pruebas realizadas según la norma ASTM B117 demuestran que las muestras anodizadas duran más de 1.000 horas en niebla salina sin sufrir corrosión, mientras que el aluminio desnudo falla al cabo de unas 100 horas.
Los acabados oscuros, como el negro o el bronce, pueden ser algo más suaves porque los tintes se absorben en la superficie. Aun así, se mantienen por encima de HV 300, especialmente cuando se aplican a bases anodizadas duras. Estos acabados son habituales en cerramientos exteriores y embellecedores de automoción, donde se necesita resistencia y estilo a la vez.
Resistencia a los rayos UV y a la intemperie
Los tintes orgánicos se decoloran con la luz solar. Las pruebas realizadas según la norma ISO 16474-2 demuestran que el rojo y el azul brillantes pierden entre 25 y 30% de su color después de 1.000 horas, mientras que el bronce metálico conserva más de 90%. Para las piezas de exterior, son mejores los acabados metálicos fabricados con iones de estaño o cobalto, ya que reflejan la luz UV en lugar de absorberla.
Cuando los tonos brillantes deben durar en el exterior, los ingenieros utilizan un sellado doble -un sellado con agua caliente seguido de acetato de níquel- para mejorar la duración del color.
Uniformidad de la superficie y consistencia del color
Conseguir un color uniforme en muchas piezas es todo un reto. Los problemas más comunes vienen de:
- Diferencias de aleación entre lotes de material.
- Flujo de corriente desigual en piezas complejas o de gran tamaño.
- Cambios en la temperatura o la química del baño durante largas tiradas de producción.
Para controlarlos, las empresas de acabado utilizan el control estadístico de procesos (SPC) para hacer un seguimiento del pH, la conductividad y la temperatura del baño. La diferencia de color se mide por ΔE - con ΔE ≤ 3 aceptable para piezas técnicas y ΔE ≤ 2 requerido para productos decorativos o críticos para la marca.
Consejo sobre procesos: Incluya el tipo de aleación (por ejemplo, 6063-T5) y la especificación de anodizado (por ejemplo, Tipo II, 20 µm, ΔE ≤ 2 según ISO 7599) en las peticiones de oferta.
Factores medioambientales y económicos
La elección del color del aluminio anodizado va más allá de la apariencia. El impacto medioambiental, el consumo de energía y el coste de producción determinan las decisiones modernas sobre el acabado.
Opciones de anodizado respetuosas con el medio ambiente
El anodizado tradicional utilizaba soluciones de ácido sulfúrico o crómico. Si bien éstas crean capas de óxido resistentes, también producen residuos ácidos que necesitan un tratamiento complejo. Los sistemas más modernos utilizan ahora productos químicos más seguros y sistemas de reciclado para reducir la contaminación y los residuos.
Las mejoras modernas incluyen:
- Electrolitos orgánicos:
Los baños a base de ácido cítrico u oxálico sustituyen a los metales pesados y generan menos subproductos nocivos. Son más fáciles de tratar y duran más. En las plantas con certificación ISO 14001, el anodizado con ácido cítrico ha reducido la producción de ácido residual en 70% en comparación con los sistemas sulfúricos. - Reciclaje de agua en circuito cerrado: Las unidades de filtración recuperan los iones de aluminio y reutilizan el agua de aclarado, reduciendo el consumo de agua en 60-80%. Esto ahorra dinero y reduce la carga medioambiental.
- Control químico automatizado: Los sensores controlan el pH y la conductividad para mantener el equilibrio químico dentro de ±2%. La estabilidad química mejora la consistencia del color y reduce los rechazos por oxidación desigual.
- Sellado sin cromo: El sellado con acetato de níquel o nanosílice mantiene alta la resistencia a la corrosión sin liberar cromo hexavalente. Estos métodos cumplen las normas RoHS, REACH y las normas ecológicas aeroespaciales.
Eficiencia energética y optimización de procesos
El anodizado utiliza energía eléctrica y térmica. El consumo medio es de unos 5-7 kWh por m² de superficie, pero los cambios inteligentes en el proceso pueden reducirlo en 20% o más.
Formas de ahorrar energía:
- Anodizado por corriente pulsada: Los pulsos de corriente alterna hacen crecer el óxido con mayor eficacia. Esto reduce las necesidades de voltaje, ahorra energía y mejora la uniformidad del revestimiento.
- Sistemas de recuperación de calor: El calor residual de las cubas de aclarado o sellado calienta el agua entrante, ahorrando hasta 15% de energía total.
- Programación inteligente: La agrupación de piezas y colores similares reduce la limpieza del depósito y los cambios de tinte, lo que ahorra tiempo y productos químicos.
Equilibrio entre coste, rendimiento y aspecto
El color afecta tanto al coste como al tiempo de proceso. Los acabados brillantes o metálicos requieren un control más estricto y tintes o soluciones de sales metálicas más caros. Saber cómo se distribuyen los costes ayuda a los ingenieros a elegir acabados que se ajusten tanto al presupuesto como a los objetivos de calidad.
| Tipo de color | Método de coloreado | Coste relativo | Durabilidad / Resistencia UV | Aplicación típica |
| Transparente / Natural | Anodizado sulfúrico estándar | ★ | Excelente | Aeroespacial, piezas de maquinaria |
| Negro / Bronce oscuro | Tinte ecológico + sellado | ★★ | Bien | Industrial, carcasas ópticas |
| Rojo brillante / Azul | Tinte orgánico | ★★★ | Moderado | Consumidores, equipamiento deportivo |
| Champán / Oro | Electrolítico (estaño, cobalto) | ★★★★ | Excelente | Arquitectura, decoración |
| Metalizados personalizados | Tintes de doble baño o mixtos | ★★★★★ | Variable | Marca, productos premium |
Por término medio, el anodizado decorativo cuesta 20-40% más que los revestimientos transparentes, pero proporciona una vida útil más larga y menos reparaciones.
Consejo de ingeniería: Al hacer el pedido, especifique tanto el aspecto como la función; por ejemplo, "Tipo II, 20 µm, Bronce, Electrolítico, ΔE ≤ 2".
Conclusión
Los colores del aluminio anodizado combinan ciencia, diseño y resistencia en un solo acabado. El color no es un revestimiento aplicado por encima, sino que se incorpora al propio metal durante un preciso proceso electroquímico. Esta estructura confiere a las superficies anodizadas una resistencia excepcional a la corrosión, la decoloración y la abrasión, al tiempo que mantiene el aspecto metálico limpio que la pintura no puede igualar.
Si su proyecto necesita un acabado de aspecto refinado y larga duración, el anodizado es una opción fiable. Nuestro equipo de ingenieros ofrece servicios de anodizado y acabado personalizados para ayudarle a conseguir el color, el brillo y el rendimiento exactos que desea, todo ello con una uniformidad certificada. Póngase en contacto con nosotros para hablar de sus requisitos de color anodizado y obtener asistencia técnica de nuestros especialistas..
Preguntas frecuentes
¿Qué diferencia hay entre el aluminio anodizado y el pintado?
El anodizado modifica la propia superficie metálica mediante un proceso de oxidación controlada que forma una capa dura de óxido de aluminio (Al₂O₃). En cambio, la pintura o el recubrimiento en polvo añaden una película externa. La capa anodizada es unas tres veces más dura que el aluminio base y no puede pelarse ni agrietarse, por lo que es más adecuada para el uso en exteriores o con mucho desgaste.
¿Por qué varía el color de un lote a otro?
Pequeños cambios en la composición de la aleación, la temperatura del baño o la edad del electrolito pueden afectar al tamaño de los poros y a la absorción del colorante. Los profesionales del acabado utilizan espectrofotómetros para medir la diferencia de color (ΔE). Una ΔE de 2 o menos garantiza que los colores sean idénticos en todas las series de producción, lo que es crucial para los componentes arquitectónicos o de marca.
¿Qué colores anodizados duran más en exteriores?
Los acabados metálicos como el bronce, el champán y el negro, creados mediante coloración electrolítica, son los que mejor resisten la decoloración por UV. Los colores teñidos orgánicamente, como el rojo o el azul, tienen un aspecto más vivo, pero pueden desteñir con el tiempo a menos que se sellen dos veces, normalmente con agua caliente seguida de acetato de níquel.
¿Se puede volver a colorear o reparar el aluminio anodizado?
Los pequeños desgastes superficiales pueden limpiarse o sellarse de nuevo. Sin embargo, para cambiar el color es necesario eliminar el óxido antiguo y volver a anodizar la pieza. Dado que el óxido forma parte integrante del metal, sólo los profesionales cualificados en acabado de superficies deben realizar esta tarea.
¿Cómo afecta la selección de la aleación al aspecto del color?
Las aleaciones de aluminio de gran pureza, como las de las series 1000, 5000 y 6000, ofrecen un color más suave y uniforme. Las aleaciones con silicio o cobre -como las series 2000 o 7000- suelen oscurecerse o mostrar un contraste de grano visible tras el anodizado.