
Electron beam welding (EBW) is a high-energy density joining process used primarily when deep penetration, low thermal distortion, and a clean weld environment are required. It is not the lowest-cost welding method, but it solves problems that TIG, MIG, and standard laser welding cannot handle—such as joining fully machined CNC parts where even 0.05 mm of thermal warpage is unacceptable.
The process is best suited for hermetically sealed components, thick sections, specific dissimilar metal joints, and assemblies where dimensional stability matters more than the lowest unit price. By understanding how the process works and its physical constraints, engineers and purchasing managers can better evaluate if EBW is the right fit.
How Electron Beam Welding Works?
Understanding the mechanics of EBW helps determine if it fits your project. Here is how the equipment creates clean, deep welds without using filler metal.
Beam Focus
The EBW process uses a stream of high-velocity electrons generated by an electron gun. Magnetic lenses focus this beam into a narrow, highly concentrated point on the workpiece.
When the electrons strike the metal surface, their kinetic energy converts directly into heat, melting the material instantly at the target location.
Keyhole Effect
Because the energy density is highly concentrated, the beam vaporizes the material at the center of the focal point. This creates a narrow, vapor-filled capillary known as a “keyhole.”
As the beam moves along the joint line, liquid metal flows around this keyhole and solidifies behind it. This allows the weld to penetrate deeply into thick sections in a single pass, rather than relying on slower thermal conduction from the surface.
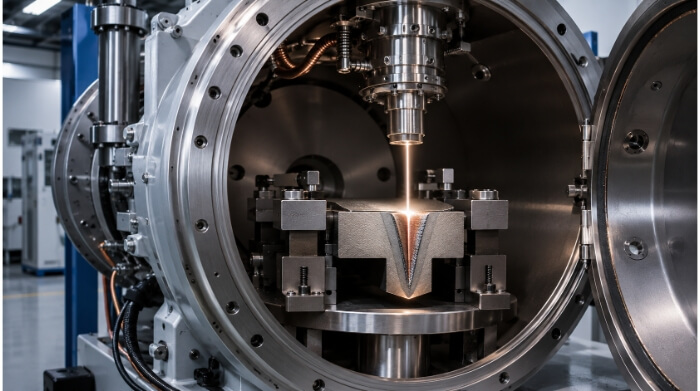
Vacuum Chamber
EBW almost always takes place inside a vacuum chamber. Operating in a vacuum prevents gas molecules from scattering the beam and naturally protects the molten pool from oxygen and nitrogen, reducing the risk of porosity and oxidation.
However, this requirement introduces strict manufacturing limits. The physical size of the vacuum chamber dictates the maximum size of your assembly, and the required pump-down time directly adds to the production cycle and the final unit cost.
Autogenous Weld
The process is typically autogenous, meaning it does not require filler metal. The weld is formed entirely by fusing the parent materials together, which helps maintain the chemical composition and mechanical properties of the original parts.
The engineering trade-off is joint preparation. Without filler wire to bridge gaps, the pre-weld CNC machining must be incredibly precise—often requiring a line-to-line fit. If the fit-up gap is too large, the weld will underfill or fail completely.
Suitable Parts and Application Limits
EBW excels in specific engineering scenarios but is not necessary for every project. Review these functional limits to see if the process aligns with your part requirements.
Deep Penetration
The keyhole effect allows EBW to weld thick materials efficiently. Depending on the machine’s power capacity, EBW can penetrate depths of 50 mm to over 100 mm in steel or aluminum in a single pass, saving processing time compared to multi-pass V-groove welds.
However, single-pass deep welds require careful quality control. Engineers must often specify strict non-destructive testing (NDT), such as X-ray or CT scanning, to verify that no internal voids formed when the keyhole collapsed during the cooling phase.
Low Distortion
The high energy concentration of the electron beam means the total heat input into the part is very low compared to the depth of the weld. This results in a narrow heat-affected zone (HAZ) and minimal thermal shrinkage.
It is usually used for precision-machined assemblies where post-weld machining is difficult or impossible. By keeping the heat localized, EBW helps maintain tight dimensional tolerances on critical components like gears and aerospace housings.
Sealed Components
Because the welding occurs in a vacuum environment, any internal cavities within the welded assembly are naturally sealed with a vacuum inside. This is highly useful for manufacturing sensors, pressure transducers, and certain medical implants that require an inert internal environment.
The limitation here occurs during part preparation. Engineers must ensure no blind holes or trapped cutting fluids remain inside the assembly before welding. Any residual moisture or oil will outgas rapidly in the vacuum chamber, which destroys the weld and contaminates the equipment.
Selected Dissimilar Metals
EBW can join certain metals with different melting points or thermal conductivities, such as copper to stainless steel. The rapid heating and cooling cycle, combined with precise beam control, helps manage the metallurgical differences between the two materials.
Feasibility, however, depends heavily on the specific alloy combinations. Some metal mixtures may cause brittle intermetallic phases that compromise joint strength, meaning material compatibility must be reviewed and tested before moving to production.
Joint Design and Fit-Up Requirements
The extremely narrow beam leaves zero room for poor fit-up. Engineers must specify tight CNC machining tolerances and proper joint access early in the design phase to avoid high rejection rates.

Beam Access
The electron beam requires a direct, unobstructed line of sight to the weld joint. Because the beam travels in a straight line from the gun to the workpiece, it cannot reach inside tight angles or weld around blind corners.
If the weld seam is deeply recessed, the gun distance must be adjusted, which can affect the beam’s focal point and penetration depth.
Furthermore, custom fixturing designed to hold these tight tolerances inside a vacuum chamber—without interfering with the beam—adds significant upfront tooling costs.
Fit-Up Gap
Because EBW typically does not use filler metal, the parts must fit together tightly. A general rule is to maintain a maximum joint gap of 0.05 mm (0.002 inches), depending on the material thickness.
If the gap exceeds this tolerance, the molten metal will simply fall through or create severe underfill. This shifts the cost burden upstream, as components require precision CNC turning or milling before they even reach the welding department.
Joint Type
Square butt joints and step joints are the most reliable configurations for electron beam welding. A step joint provides a natural self-locating feature, which simplifies fixture design and helps trap any internal root spatter during the keyhole process.
Traditional V-groove or U-groove joints used in standard welding are not suitable because there is no filler wire to fill the void. Designing parts with self-aligning features (like a lip or register) prevents parts from shifting inside the vacuum chamber, reducing setup time.
Residual Magnetism
Since the beam is composed of charged electrons, it is highly sensitive to magnetic fields. Any residual magnetism left in the parts from prior grinding, magnetic chuck holding, or material handling will deflect the beam away from the joint line.
Deflection causes the beam to miss the seam entirely, resulting in a failed weld. To prevent this, steel parts must be strictly demagnetized and checked with a Gauss meter before being loaded into the vacuum chamber.
EBW vs Laser Welding, TIG, and MIG
Comparing EBW against standard welding methods clarifies its practical value on the shop floor. Each process has distinct cost and performance trade-offs depending on the material and thickness.
Laser Welding
High-power fiber laser welding offers similar low-distortion and keyhole characteristics to EBW, but it operates at atmospheric pressure. This eliminates pump-down times, making laser welding significantly faster and more cost-effective for high-volume production of smaller parts.
However, lasers struggle to match the single-pass penetration depth of EBW on sections thicker than 25 mm. Additionally, for mass manufacturing of highly reflective components like pure copper heat sinks, EBW remains far more reliable, as electrons do not suffer from the optical reflection issues that degrade laser efficiency.
TIG Welding (GTAW)
TIG welding is a highly versatile and cost-effective process that works well for low-volume production and complex geometries. Because it requires no vacuum chamber, the physical size of the assembly is virtually unlimited, and tooling costs are relatively low.
The main trade-off is heat. While TIG is an industry standard for general sheet metal enclosures and frames, it puts a massive amount of heat into the surrounding material. It cannot maintain the zero-distortion tolerances required for precision-machined sensor housings, often causing severe warping.
MIG Welding (GMAW)
MIG welding is a fast, wire-fed process standardly used for structural steel, heavy frames, and general fabrication. It deposits material quickly and handles poor fit-up gaps much better than both laser and electron beam welding.
However, MIG is not designed for precision components. The process produces spatter, requires heavy post-weld cleanup, and creates a wide heat-affected zone, making it entirely unsuitable for finely toleranced aerospace components or hermetically sealed devices.
Cost Factors in Electron Beam Welding Production
The total cost of EBW involves more than just direct machine time. Vacuum chamber constraints, surface cleaning, and setup routines heavily influence your final production expenses.
Chamber Size
The physical dimensions of your assembly dictate the size of the vacuum chamber required. Most standard EBW machines accommodate small to medium-sized parts.
If your project requires an oversized chamber, the hourly machine rate increases significantly. Large vacuum chambers are expensive to operate and require massive amounts of energy to reach the necessary vacuum levels.
Pump-Down Time
Before the welding can start, the machine must evacuate the air inside the chamber. This “pump-down time” is idle time where no actual manufacturing happens, but it directly adds to your cycle time.
For large chambers, this can take anywhere from 10 to 45 minutes per cycle. Engineers must factor this waiting period into the overall unit cost, as it limits how many parts can be processed per shift.
Part Cleaning
EBW is highly sensitive to surface contamination. Any residual cutting fluids, stamping oils, or fingerprints will instantly outgas in the vacuum, causing severe porosity in the weld and potentially contaminating the electron gun.
Every part must undergo strict ultrasonic cleaning and chemical degreasing before entering the chamber. This mandatory pre-weld cleaning adds a separate step—and cost—to the manufacturing routing.
Setup Time
Setting up an EBW machine requires precise alignment, beam focus calibration, and demagnetization checks. Because the beam is so narrow and powerful, operators cannot test parameters on your actual production parts.
To dial in the machine, the shop requires “test blocks” or dummy parts made of the exact same material, thickness, and joint configuration. If you only order a single prototype, you are effectively paying the machining and material costs for two or three test pieces just to qualify the beam, which makes low-volume runs extremely expensive.
Batch Size
EBW becomes much more cost-effective at volume. If the parts are small enough, multiple assemblies can be loaded into a single specialized fixture inside the chamber.
This allows the operator to weld dozens of parts in a single pump-down cycle. By spreading the vacuum time and setup costs across a larger batch, the cost per unit drops significantly.
Inspection Requirements and RFQ Notes
Clear communication with your manufacturing partner prevents costly delays. Specifying your exact inspection standards upfront ensures accurate pricing during the quoting process.

Weld Depth
Always explicitly specify whether the design requires partial or full penetration.
If full penetration is required, the beam will break through the backside of the joint, often leaving a rough exit wound or spatter. You must clarify if a backing ring is allowed, or if post-weld machining is required to clean the root side.
Leak Test
For hermetically sealed components like sensors and enclosures, visual inspection is never enough. You must specify the exact leak testing method required on the drawing.
Helium mass spectrometry is the industry standard for verifying EBW seals. Be sure to list the acceptable leak rate threshold (e.g., 1×10^-8 atm cc/sec) in your Request for Quote (RFQ) so the supplier can price the testing accordingly.
X-Ray / CT
Deep keyhole welds are prone to internal defects, such as trapped voids or incomplete fusion, which cannot be seen from the surface.
If the component is structurally critical, specify radiographic testing (X-Ray) or ultrasonic inspection. Keep in mind that full-lot X-ray inspection will drastically increase both the lead time and the final part cost.
Drawing Notes
Avoid generic notes like “Weld Here.” To get an accurate quote, call out the specific welding standard (such as AWS D17.1 for aerospace) and, crucially, the required Inspection Class.
Specifying AWS D17.1 Class A demands 100% radiographic inspection and strict acceptance criteria, adding thousands of dollars to a production run. Conversely, Class C may only require visual inspection. Explicitly stating the class prevents massive quote discrepancies and ensures you are not paying for over-engineered quality control.
Production Volume
Always provide your estimated annual volume along with the initial prototype quantity when requesting a quote.
Knowing the long-term volume tells the manufacturer whether to invest engineering time in designing multi-part batch fixtures. This allows them to offer you a much more competitive price for mass production.
Conclusion
Electron beam welding is a strong option when a project needs deep penetration, low distortion, clean welds, and strict quality control. It is rarely the cheapest option, but it routinely solves engineering problems that standard welding methods cannot handle.
The process works best when the part design, joint access, fit-up tolerances, and inspection methods are thoroughly reviewed before the first chip is cut. Addressing these factors early prevents expensive redesigns and ensures a smooth transition from prototype to mass production.
Ready to evaluate your design for manufacturing?
If you are designing precision-machined parts or sealed enclosures and need reliable manufacturing feedback, contact the engineering team at TZR. We review your drawings, assess fit-up tolerances, and help you determine the most cost-effective fabrication strategy for your specific volume.
FAQs
Can electron beam welding join aluminum to stainless steel?
Directly welding aluminum to steel using EBW is highly problematic. The extreme metallurgical differences create brittle intermetallic compounds, causing the joint to fail under stress. It usually requires an intermediate transition material (like an explosion-welded bimetallic insert) or a completely different fastening strategy.
Does the entire part get hot during EBW?
No. While temperatures at the exact focal point vaporize the metal, the overall heat input is remarkably low. The heat-affected zone (HAZ) is incredibly narrow, meaning the bulk of the part remains cool. This is why EBW is used on fully machined parts without warping them.
Why do parts need to be demagnetized before EBW?
Electrons carry a negative charge. If the metal part has any residual magnetic field (often picked up from magnetic chucks during CNC grinding or general shop handling), that field will physically push the electron beam off-center. The beam will miss the joint entirely, destroying the part.
How tight must the joint gap be?
Because EBW does not use filler wire to bridge gaps, the fit-up must be nearly perfect. A general rule of thumb is a maximum gap of 0.05 mm (0.002 inches). If the gap is wider, the molten metal will sag or fall through the joint, resulting in an unacceptable weld.


