Электронно-лучевая сварка (EBW) — это процесс соединения с высокой плотностью энергии, который применяется в основном в тех случаях, когда требуются глубокое провар, низкая термическая деформация и чистая среда сварки. Это не самый экономичный метод сварки, но он решает задачи, с которыми не справляются сварка TIG, MIG и стандартная лазерная сварка — например, соединение полностью обработанных на станках с ЧПУ деталей, где недопустимо даже тепловое искривление в 0,05 мм.
Данный процесс наиболее подходит для герметично закрытых узлов, деталей с толстыми стенками, определённых соединений из разнородных металлов, а также сборок, в которых стабильность размеров имеет большее значение, чем минимальная удельная стоимость. Понимая принципы работы процесса и его физические ограничения, инженеры и руководители отделов закупок могут более точно определить, подходит ли технология EBW для конкретного случая.
Как работает сварка электронным пучком?
Понимание принципа действия технологии EBW поможет определить, подходит ли она для вашего проекта. Ниже описано, как это оборудование позволяет создавать чистые и глубокие сварные швы без использования присадочного металла.
Фокусировка луча
В процессе EBW используется пучок высокоскоростных электронов, генерируемый электронной пушкой. Магнитные линзы фокусируют этот пучок в узкую точку с высокой концентрацией на заготовке.
Когда электроны ударяются о поверхность металла, их кинетическая энергия непосредственно преобразуется в тепло, что приводит к мгновенному плавлению материала в месте попадания.
Эффект «замочной скважины»
Поскольку плотность энергии чрезвычайно высока, луч испаряет материал в центре фокальной точки. В результате образуется узкий, заполненный паром капилляр, известный как «замочная скважина».
По мере продвижения луча вдоль линии соединения жидкий металл обтекает это «ключевое отверстие» и затвердевает позади него. Это позволяет сварному шву глубоко проникать в толстые участки за один проход, а не полагаться на более медленную теплопроводность от поверхности.
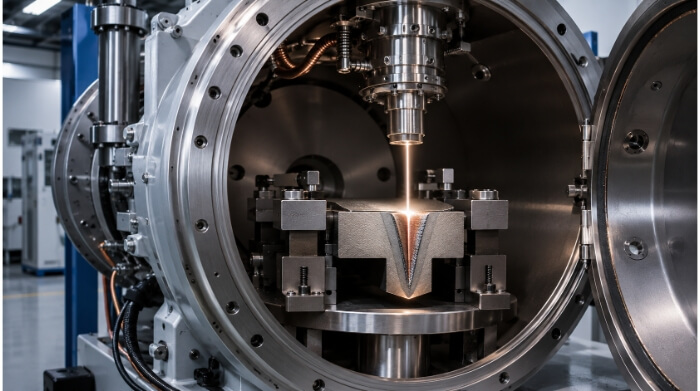
Вакуумная камера
Процесс EBW почти всегда осуществляется внутри вакуумной камеры. Работа в вакууме предотвращает рассеивание пучка молекулами газа и естественным образом защищает плавную ванну от воздействия кислорода и азота, снижая риск образования пористости и окисления.
Однако это требование накладывает строгие ограничения на производство. Физические размеры вакуумной камеры определяют максимальные размеры вашей сборки, а необходимое время откачки напрямую увеличивает производственный цикл и конечную себестоимость единицы продукции.
Автогенная сварка
Этот процесс, как правило, является автогенным, то есть не требует использования присадочного металла. Сварной шов образуется исключительно за счет сплавления основных материалов, что позволяет сохранить химический состав и механические свойства исходных деталей.
Технический компромисс заключается в подготовке соединения. В отсутствие присадочной проволоки, которая бы заполняла зазоры, предварительная обработка на станке с ЧПУ должна быть чрезвычайно точной — зачастую требуется точное совмещение линий. Если зазор при сборке слишком велик, сварное соединение будет заполнено не полностью или вовсе не сработает.
Подходящие детали и ограничения по применению
Технология EBW отлично подходит для определенных инженерных задач, но не является обязательной для каждого проекта. Ознакомьтесь с этими функциональными ограничениями, чтобы определить, соответствует ли данный процесс требованиям к вашей детали.
Глубокое проникновение
Эффект «замочной скважины» позволяет методу EBW эффективно сваривать толстые материалы. В зависимости от мощности оборудования метод EBW обеспечивает глубину провара от 50 мм до более 100 мм в стали или алюминии за один проход, что позволяет сократить время обработки по сравнению с многопроходной сваркой с V-образной канавкой.
Однако глубокие сварные швы, выполненные за один проход, требуют тщательного контроля качества. Инженеры часто вынуждены назначать строгие виды неразрушающего контроля (НК), такие как рентгеновское обследование или компьютерная томография, чтобы убедиться в отсутствии внутренних пустот, образовавшихся в результате коллапса «ключевого отверстия» на этапе охлаждения.
Низкий уровень искажений
Благодаря высокой концентрации энергии электронного пучка общий приток тепла в деталь оказывается очень низким по сравнению с глубиной сварного шва. Это приводит к образованию узкой зоны термического влияния (HAZ) и минимальной тепловой усадке.
Обычно этот метод применяется для сборных узлов, изготовленных с высокой точностью, в случае которых послесварочная механическая обработка затруднена или невозможна. Благодаря локализации нагрева метод электронно-лучевой сварки (EBW) позволяет соблюдать жесткие допуски на размеры критически важных деталей, таких как зубчатые колеса и корпуса для аэрокосмической промышленности.
Герметичные компоненты
Поскольку сварка происходит в вакуумной среде, любые внутренние полости в сварной сборке естественным образом герметизируются, и внутри них создается вакуум. Это чрезвычайно полезно при производстве датчиков, преобразователей давления и некоторых медицинских имплантатов, для которых требуется инертная внутренняя среда.
Проблема возникает на этапе подготовки детали. Перед сваркой инженеры должны убедиться, что внутри узла нет глухих отверстий и не осталось застрявших смазочно-охлаждающих жидкостей. Любая оставшаяся влага или масло будут быстро выделяться в виде газа в вакуумной камере, что приведет к разрушению сварного шва и загрязнению оборудования.
Выбранные разнородные металлы
Метод EBW позволяет соединять определенные металлы с разными температурами плавления или коэффициентами теплопроводности, например медь и нержавеющую сталь. Цикл быстрого нагрева и охлаждения в сочетании с точным управлением лучем помогает компенсировать металлургические различия между двумя материалами.
Однако осуществимость в значительной степени зависит от конкретных комбинаций сплавов. Некоторые смеси металлов могут приводить к образованию хрупких интерметаллических фаз, снижающих прочность соединения, а это означает, что перед запуском в производство необходимо проверить и испытать совместимость материалов.
Требования к проектированию и монтажу соединений
Чрезвычайно узкий профиль не оставляет места для неточной сборки. Инженеры должны на ранних этапах проектирования задавать жесткие допуски для обработки на станках с ЧПУ и обеспечить надлежащий доступ к местам соединений, чтобы избежать высокого процента брака.

Доступ к балке
Для прохождения электронного пучка необходима прямая, беспрепятственная линия видимости к сварному соединению. Поскольку пучок движется по прямой линии от пистолета к заготовке, он не может проникнуть внутрь узких углов или выполнять сварку вокруг глухих углов.
Если сварной шов находится глубоко в углублении, необходимо отрегулировать расстояние до пистолета, что может повлиять на фокусную точку луча и глубину проплавки.
Кроме того, изготовление специальных приспособлений, рассчитанных на обеспечение этих жестких допусков внутри вакуумной камеры — без создания помех для пучка — приводит к значительным первоначальным затратам на оснастку.
Зазор при монтаже
Поскольку при сварке EBW, как правило, не используется присадочный металл, детали должны плотно прилегать друг к другу. Общее правило заключается в том, что максимальный зазор в соединении не должен превышать 0,05 мм (0,002 дюйма) в зависимости от толщины материала.
Если зазор превышает этот допуск, расплавленный металл просто провалится сквозь него или приведет к значительному недозаполнению. Это перекладывает финансовую нагрузку на более ранние этапы производства, поскольку детали требуют прецизионной токарной или фрезерной обработки с ЧПУ еще до того, как они поступят в сварочный цех.
Тип соединения
Соединения с торцевым прилеганием и ступенчатые соединения являются наиболее надёжными конфигурациями для электронно-лучевой сварки. Ступенчатое соединение обладает естественной самоцентрирующейся способностью, что упрощает конструкцию зажимных приспособлений и способствует удержанию внутренних брызг в корне сварного шва во время сварки методом «ключевого отверстия».
Традиционные соединения с V-образной или U-образной канавкой, используемые при стандартной сварке, не подходят, поскольку в данном случае отсутствует присадочная проволока для заполнения зазора. Проектирование деталей с элементами самоцентрирования (такими как выступ или ориентир) предотвращает их смещение внутри вакуумной камеры, что сокращает время настройки.
Остаточный магнетизм
Поскольку пучок состоит из заряженных электронов, он чрезвычайно чувствителен к магнитным полям. Любой остаточный магнетизм, сохранившийся на деталях в результате предыдущего шлифования, закрепления на магнитном зажиме или перемещения материала, приведет к отклонению пучка от линии соединения.
Из-за отклонения луч полностью проходит мимо шва, что приводит к браку сварного соединения. Чтобы этого не произошло, стальные детали необходимо тщательно размагнитить и проверить с помощью гауссметра перед помещением в вакуумную камеру.
EBW по сравнению с лазерной сваркой, сваркой TIG и MIG
Сравнение метода EBW со стандартными методами сварки позволяет оценить его практическую ценность в производственных условиях. Каждый процесс имеет свои особенности в плане соотношения затрат и производительности в зависимости от материала и толщины.
Лазерная сварка
Сварка с помощью высокомощного волоконного лазера обеспечивает такие же низкие уровни деформации и образование «ключевого отверстия», как и при электронно-лучевой сварке (EBW), но при этом осуществляется при атмосферном давлении. Это позволяет исключить время, необходимое для откачки, благодаря чему лазерная сварка становится значительно быстрее и экономичнее при массовом производстве мелких деталей.
Однако лазеры с трудом могут сравниться с глубиной проникновения технологии EBW за один проход при обработке деталей толщиной более 25 мм. Кроме того, для массового производства высокоотражающих компонентов, таких как радиаторы из чистой меди, технология EBW по-прежнему остается гораздо более надёжной, поскольку электроны не сталкиваются с проблемами оптического отражения, которые снижают эффективность лазера.
Сварка методом TIG (GTAW)
Сварка методом TIG — это чрезвычайно универсальный и экономичный процесс, который хорошо подходит для мелкосерийного производства и изделий сложной геометрии. Поскольку для него не требуется вакуумная камера, размеры сборки практически не ограничены, а затраты на инструмент относительно невысоки.
Основной компромисс связан с нагревом. Хотя метод TIG является отраслевым стандартом для изготовления обычных корпусов и рам из листового металла, он приводит к значительному нагреву окружающего материала. Он не позволяет соблюсти допуски на нулевую деформацию, необходимые для корпусов датчиков, изготовленных методом прецизионной обработки, что зачастую приводит к сильному искривлению.
Сварка MIG (GMAW)
Сварка MIG — это быстрый процесс с подачей проволоки, который обычно применяется для сварки конструкционной стали, массивных каркасов и в общем машиностроении. Он обеспечивает быстрое наплавление материала и гораздо лучше справляется с зазорами при неточной подгонке деталей, чем лазерная и электронно-лучевая сварка.
Однако технология MIG не предназначена для изготовления прецизионных деталей. В ходе этого процесса образуются брызги, требуется тщательная очистка после сварки, а также образуется широкая зона термического влияния, что делает его совершенно непригодным для изготовления деталей для аэрокосмической промышленности с узкими допусками или герметичных устройств.
Факторы, влияющие на себестоимость производства с использованием электронно-лучевой сварки
Общая стоимость технологии EBW включает в себя не только непосредственное время работы оборудования. Ограничения, связанные с вакуумной камерой, очисткой поверхностей и процедурами настройки, существенно влияют на ваши конечные производственные затраты.
Размер камеры
Размеры вашей сборки определяют необходимый размер вакуумной камеры. Большинство стандартных установок EBW рассчитаны на обработку деталей небольшого и среднего размера.
Если для вашего проекта требуется камера увеличенных размеров, почасовая стоимость использования оборудования значительно возрастает. Эксплуатация больших вакуумных камер обходится дорого и требует огромных затрат энергии для достижения необходимого уровня вакуума.
Время откачки
Прежде чем приступить к сварке, установка должна удалить воздух из камеры. Это «время откачки» представляет собой время простоя, в течение которого не ведется непосредственное производство, но оно напрямую увеличивает продолжительность производственного цикла.
В случае камер большого размера это может занимать от 10 до 45 минут на один цикл. Инженеры должны учитывать этот период ожидания при расчете общей себестоимости единицы продукции, поскольку он ограничивает количество деталей, которые можно обработать за одну смену.
Очистка деталей
EBW чрезвычайно чувствителен к загрязнению поверхности. Любые остатки смазочно-охлаждающих жидкостей, штамповочных масел или отпечатков пальцев мгновенно выделяют газ в вакууме, что приводит к образованию значительной пористости в сварном шве и может стать причиной загрязнения электронной пушки.
Перед поступлением в камеру каждая деталь должна пройти тщательную ультразвуковую очистку и химическое обезжиривание. Эта обязательная очистка перед сваркой добавляет отдельный этап — и соответствующие затраты — в технологический маршрут производства.
Время установки
Настройка установки EBW требует точной центровки, калибровки фокуса луча и проверки размагничивания. Поскольку луч очень узкий и мощный, операторы не могут проверять параметры на ваших реальных серийных деталях.
Для настройки станка цеху требуются «тестовые заготовки» или макетные детали, изготовленные из материала точно такого же состава, толщины и с точно такой же конфигурацией соединений. Если вы заказываете только один прототип, вам фактически приходится оплачивать затраты на обработку и материал для двух или трёх тестовых заготовок лишь для того, чтобы провести квалификационные испытания луча, что делает мелкосерийное производство чрезвычайно дорогостоящим.
Размер партии
При производстве больших партий технология EBW становится гораздо более экономичной. Если детали достаточно малы, в одну специализированную зажимную приспособление внутри камеры можно загрузить сразу несколько сборок.
Это позволяет оператору сваривать десятки деталей за один цикл откачки. Благодаря распределению времени создания вакуума и затрат на настройку на более крупную партию себестоимость единицы продукции значительно снижается.
Требования к проверке и примечания к запросу предложений
Четкое взаимодействие с вашим партнером-производителем позволяет избежать дорогостоящих задержек. Заблаговременное указание точных стандартов контроля гарантирует точность расчета стоимости на этапе подготовки коммерческого предложения.

Глубина сварного шва
Всегда четко указывайте, требуется ли в данной конструкции частичное или полное прохождение.
Если требуется полное проварное соединение, луч пробьет обратную сторону соединения, часто оставляя неровную выходную рану или брызги. Необходимо уточнить, допускается ли использование опорного кольца или требуется ли послесварочная механическая обработка для очистки корневой стороны.
Проверка герметичности
Для герметично закрытых компонентов, таких как датчики и корпуса, визуального осмотра никогда бывает недостаточно. На чертеже необходимо указать конкретный метод проверки на герметичность.
Гелиевая масс-спектрометрия является отраслевым стандартом для проверки герметичности уплотнений EBW. Обязательно укажите допустимый порог скорости утечки (например, 1×10⁻⁸ атм·см³/с) в запросе на предоставление коммерческого предложения (RFQ), чтобы поставщик мог соответствующим образом рассчитать стоимость испытаний.
Рентген / КТ
Сварные швы с глубоким «замочным отверстием» подвержены появлению внутренних дефектов, таких как заключенные пустоты или неполное сплавление, которые невозможно обнаружить с поверхности.
Если деталь имеет критическое значение для конструкции, следует предусмотреть рентгенографический контроль (рентген) или ультразвуковой контроль. Следует учитывать, что рентгенографический контроль всей партии значительно увеличит как сроки изготовления, так и конечную стоимость детали.
Примечания к чертежу
Избегайте общих указаний вроде «Сварить здесь». Чтобы получить точный расчет стоимости, укажите конкретный стандарт сварки (например, AWS D17.1 для аэрокосмической отрасли) и, что особенно важно, требуемые Класс инспекции.
Описание стандарта AWS D17.1 Класс A требует проведения рентгеновского контроля по стандарту 100% и соблюдения строгих критериев приемки, что увеличивает стоимость производственной партии на тысячи долларов. С другой стороны, Класс C может потребовать лишь визуального осмотра. Четкое указание класса позволяет избежать значительных расхождений в ценовых предложениях и гарантирует, что вы не будете переплачивать за излишне сложные меры контроля качества.
Объем производства
При запросе ценового предложения всегда указывайте предполагаемый годовой объем заказов наряду с количеством первых прототипов.
Знание предполагаемого объема производства на долгосрочную перспективу позволяет производителю принять решение о целесообразности вложения времени инженерного персонала в разработку многокомпонентных серийных приспособлений. Это дает ему возможность предложить вам гораздо более конкурентоспособную цену на массовое производство.
Заключение
Сварка электронно-лучевым методом — отличный вариант, когда в рамках проекта требуется глубокое проплавление, минимальные деформации, чистые швы и строгий контроль качества. Это редко бывает самым дешевым вариантом, но этот метод регулярно позволяет решать инженерные задачи, с которыми не справляются стандартные методы сварки.
Этот процесс дает наилучшие результаты, если перед началом обработки тщательно проанализировать конструкцию детали, доступ к местам соединений, допуски на сборку и методы контроля. Учет этих факторов на раннем этапе позволяет избежать дорогостоящих изменений в конструкции и обеспечивает плавный переход от прототипа к серийному производству.
Готовы проверить, насколько ваш проект подходит для производства?
Если вы занимаетесь проектированием деталей, требующих прецизионной обработки, или герметичных корпусов и вам нужна достоверная обратная связь по вопросам производства, свяжитесь с инженерной командой компании TZR. Мы анализируем ваши чертежи, оцениваем допуски на сборку и помогаем вам выбрать наиболее экономически эффективную стратегию изготовления с учетом конкретного объема производства.
Вопросы и ответы
Можно ли с помощью электронно-лучевой сварки соединить алюминий с нержавеющей сталью?
Прямая сварка алюминия со сталью методом электронно-лучевой сварки (EBW) сопряжена с серьезными проблемами. Кардинальные различия в металлургических свойствах приводят к образованию хрупких интерметаллических соединений, что вызывает разрушение соединения под воздействием нагрузки. Обычно для этого требуется промежуточный переходный материал (например, биметаллическая вставка, сварная взрывом) или совершенно иная схема соединения.
Нагревается ли вся деталь во время процесса EBW?
Нет. Хотя температура в самой точке фокусировки приводит к испарению металла, общий приток тепла остается чрезвычайно низким. Зона термического влияния (HAZ) невероятно узкая, а это означает, что основная часть детали остается холодной. Именно поэтому технология EBW применяется к полностью обработанным деталям, не вызывая их деформации.
Почему детали необходимо размагничивать перед проведением EBW?
Электроны обладают отрицательным зарядом. Если металлическая деталь имеет какое-либо остаточное магнитное поле (часто возникающее в результате взаимодействия с магнитными зажимными патронами во время шлифования с ЧПУ или при обычной обработке в цехе), это поле физически сместит электронный пучок с центра. Пучок полностью пройдет мимо соединения, что приведет к разрушению детали.
Насколько узким должен быть зазор в соединении?
Поскольку при сварке EBW не используется присадочная проволока для заполнения зазоров, совмещение деталей должно быть практически идеальным. Как правило, максимальный зазор не должен превышать 0,05 мм (0,002 дюйма). Если зазор больше, расплавленный металл будет провисать или проваливаться через стык, что приведет к получению неприемлемого сварного шва.