
Le soudage par faisceau d'électrons (EBW) est un procédé d'assemblage à haute densité d'énergie principalement utilisé lorsque l'on recherche une pénétration profonde, une faible déformation thermique et un environnement de soudage propre. Ce n’est pas la méthode de soudage la moins coûteuse, mais elle résout des problèmes que les procédés TIG, MIG et le soudage laser standard ne permettent pas de traiter, comme l’assemblage de pièces entièrement usinées par CNC pour lesquelles même un gauchissement thermique de 0,05 mm est inacceptable.
Ce procédé est particulièrement adapté aux composants hermétiquement scellés, aux sections épaisses, à certains assemblages de métaux dissemblables et aux ensembles pour lesquels la stabilité dimensionnelle prime sur le prix unitaire le plus bas. En comprenant le fonctionnement du procédé et ses contraintes physiques, les ingénieurs et les responsables des achats peuvent mieux déterminer si l’EBW constitue la solution la plus appropriée.
Comment fonctionne le soudage par faisceau d'électrons ?
Comprendre le fonctionnement de l'EBW permet de déterminer si cette technique est adaptée à votre projet. Voici comment cet équipement permet de réaliser des soudures nettes et profondes sans utiliser de métal d'apport.
Focalisation du faisceau
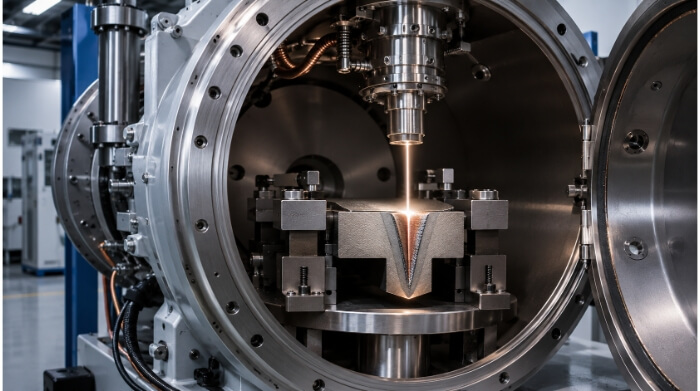
Le procédé EBW utilise un flux d'électrons à grande vitesse généré par un canon à électrons. Des lentilles magnétiques concentrent ce faisceau en un point étroit et très concentré sur la pièce à usiner.
Lorsque les électrons viennent frapper la surface métallique, leur énergie cinétique se transforme directement en chaleur, ce qui fait fondre instantanément le matériau à l'endroit visé.
Effet « trou de serrure »
La densité d'énergie étant très élevée, le faisceau vaporise le matériau situé au centre du point focal. Cela crée un canal capillaire étroit rempli de vapeur, appelé « trou de serrure ».
À mesure que le faisceau se déplace le long de la ligne de joint, le métal liquide s'écoule autour de cette « trou de serrure » et se solidifie derrière celle-ci. Cela permet à la soudure de pénétrer profondément dans les sections épaisses en une seule passe, plutôt que de dépendre de la conduction thermique plus lente à partir de la surface.
Chambre à vide
Le procédé EBW se déroule presque toujours à l'intérieur d'une chambre à vide. Le fait de travailler sous vide empêche les molécules de gaz de diffuser le faisceau et protège naturellement le bain de fusion de l'oxygène et de l'azote, ce qui réduit le risque de porosité et d'oxydation.
Toutefois, cette exigence impose des contraintes de fabrication strictes. La taille physique de la chambre à vide détermine la taille maximale de votre assemblage, et le temps de pompage nécessaire allonge directement le cycle de production et augmente le coût unitaire final.
Soudure autogène
Ce procédé est généralement autogène, ce qui signifie qu'il ne nécessite pas de métal d'apport. La soudure est entièrement formée par la fusion des matériaux de base, ce qui permet de préserver la composition chimique et les propriétés mécaniques des pièces d'origine.
Le compromis technique réside dans la préparation des joints. En l'absence de fil d'apport pour combler les espaces, l'usinage CNC préalable au soudage doit être d'une précision extrême, ce qui nécessite souvent un ajustement « ligne à ligne ». Si l'écart d'ajustement est trop important, la soudure sera insuffisante ou échouera complètement.
Pièces compatibles et limites d'utilisation
L'EBW excelle dans certains cas de figure spécifiques en ingénierie, mais n'est pas indispensable pour tous les projets. Passez en revue ces limites fonctionnelles afin de vérifier si ce procédé répond aux exigences de vos pièces.
Pénétration profonde
L'effet « trou de serrure » permet à l'EBW de souder efficacement des matériaux épais. En fonction de la puissance de la machine, l'EBW peut atteindre des profondeurs de pénétration allant de 50 mm à plus de 100 mm dans l'acier ou l'aluminium en un seul passage, ce qui permet de gagner du temps par rapport aux soudures en rainure en V réalisées en plusieurs passages.
Cependant, les soudures profondes en une seule passe nécessitent un contrôle qualité rigoureux. Les ingénieurs doivent souvent prescrire des essais non destructifs (END) stricts, tels que des radiographies ou des tomographies, afin de vérifier qu’aucune cavité interne ne s’est formée lors de l’effondrement du « trou de serrure » pendant la phase de refroidissement.
Faible distorsion
La forte concentration d'énergie du faisceau d'électrons fait que l'apport thermique total dans la pièce est très faible par rapport à la profondeur de la soudure. Il en résulte une zone affectée thermiquement (ZAT) étroite et un retrait thermique minimal.
Cette technique est généralement utilisée pour les assemblages usinés avec précision, lorsque l'usinage après soudage s'avère difficile, voire impossible. En limitant la chaleur à une zone restreinte, le soudage par faisceau d'électrons (EBW) permet de respecter des tolérances dimensionnelles très strictes sur des composants critiques tels que les engrenages et les boîtiers utilisés dans l'aérospatiale.
Composants étanches
Le soudage s'effectuant sous vide, toutes les cavités internes de l'ensemble soudé sont naturellement scellées et maintenues sous vide. Cette caractéristique s'avère particulièrement utile pour la fabrication de capteurs, de transducteurs de pression et de certains implants médicaux qui nécessitent un environnement interne inerte.
La difficulté réside ici dans la préparation des pièces. Les ingénieurs doivent s'assurer qu'il ne reste aucun trou borgne ni aucun fluide de coupe piégé à l'intérieur de l'ensemble avant le soudage. Toute trace d'humidité ou d'huile résiduelle se dégazera rapidement dans la chambre à vide, ce qui détruira la soudure et contaminera l'équipement.
Métaux dissemblables sélectionnés
La technologie EBW permet d'assembler certains métaux présentant des points de fusion ou des conductivités thermiques différents, comme le cuivre et l'acier inoxydable. Le cycle rapide de chauffage et de refroidissement, associé à un contrôle précis du faisceau, permet de gérer les différences métallurgiques entre les deux matériaux.
La faisabilité dépend toutefois fortement des combinaisons d'alliages utilisées. Certains mélanges métalliques peuvent donner lieu à la formation de phases intermétalliques fragiles qui compromettent la résistance de l'assemblage ; il est donc indispensable de vérifier et de tester la compatibilité des matériaux avant de passer à la production.
Exigences relatives à la conception et au montage des joints
La largeur extrêmement réduite de la poutre ne laisse aucune marge d'erreur en matière d'assemblage. Les ingénieurs doivent définir dès le début de la phase de conception des tolérances d'usinage CNC très strictes et prévoir un accès adéquat aux joints afin d'éviter des taux de rebut élevés.

Accès au faisceau
Le faisceau d'électrons nécessite une ligne de visée directe et dégagée vers le joint de soudure. Comme le faisceau se déplace en ligne droite entre le pistolet et la pièce à souder, il ne peut pas pénétrer dans les angles serrés ni souder autour des angles morts.
Si le cordon de soudure est profondément enfoncé, il faut ajuster la distance entre le pistolet et la pièce, ce qui peut avoir une incidence sur le point focal du faisceau et la profondeur de pénétration.
De plus, la conception de dispositifs de fixation sur mesure, destinés à respecter ces tolérances serrées à l'intérieur d'une chambre à vide — sans gêner le faisceau —, entraîne des coûts d'outillage initiaux importants.
Écart d'ajustement
Comme le procédé EBW n'utilise généralement pas de métal d'apport, les pièces doivent s'emboîter parfaitement. En règle générale, il convient de respecter un jeu maximal de 0,05 mm (0,002 pouce) au niveau du joint, en fonction de l'épaisseur du matériau.
Si l'écart dépasse cette tolérance, le métal en fusion passera tout simplement à travers ou provoquera un sous-remplissage important. Cela fait peser la charge financière en amont, car les composants doivent faire l'objet d'un tournage ou d'un fraisage CNC de précision avant même d'arriver au service de soudage.
Type de joint
Les assemblages à about droit et les assemblages en gradin constituent les configurations les plus fiables pour le soudage par faisceau d'électrons. Un assemblage en gradin offre une fonction d'auto-positionnement naturelle, ce qui simplifie la conception des dispositifs de fixation et permet de retenir les projections internes à la racine lors du procédé « keyhole ».
Les assemblages traditionnels à rainure en V ou en U utilisés dans le soudage standard ne conviennent pas, car aucun fil d'apport ne vient combler le vide. La conception de pièces dotées d'éléments d'auto-alignement (tels qu'une lèvre ou un repère) empêche celles-ci de se déplacer à l'intérieur de la chambre à vide, ce qui réduit le temps de mise en place.
Magnétisme résiduel
Le faisceau étant constitué d'électrons chargés, il est extrêmement sensible aux champs magnétiques. Tout magnétisme résiduel présent sur les pièces, résultant d'un meulage antérieur, d'un serrage sur mandrin magnétique ou de la manutention des matériaux, déviere le faisceau hors de la ligne de joint.
La déviation fait que le faisceau passe complètement à côté du joint, ce qui entraîne un défaut de soudure. Pour éviter cela, les pièces en acier doivent être rigoureusement démagnétisées et contrôlées à l'aide d'un gaussmètre avant d'être placées dans la chambre à vide.
Soudage EBW vs soudage au laser, TIG et MIG
La comparaison entre l'EBW et les méthodes de soudage classiques met en évidence son intérêt pratique en atelier. Chaque procédé présente des compromis distincts en termes de coût et de performances, en fonction du matériau et de l'épaisseur.
Soudage au laser
Le soudage au laser à fibre optique haute puissance offre des caractéristiques similaires à celles du soudage par faisceau d'électrons (EBW), notamment une faible déformation et la formation d'un trou de clé, mais il fonctionne à pression atmosphérique. Cela permet d'éliminer les temps de pompage, ce qui rend le soudage au laser nettement plus rapide et plus rentable pour la production en grande série de petites pièces.
Cependant, les lasers peinent à égaler la profondeur de pénétration en un seul passage de l'EBW sur des sections d'une épaisseur supérieure à 25 mm. De plus, pour la fabrication en série de composants hautement réfléchissants tels que les dissipateurs thermiques en cuivre pur, l'EBW reste de loin plus fiable, car les électrons ne sont pas affectés par les problèmes de réflexion optique qui réduisent l'efficacité du laser.
Soudage TIG (GTAW)
Le soudage TIG est un procédé très polyvalent et économique, particulièrement adapté à la production en petites séries et aux géométries complexes. Comme il ne nécessite pas de chambre à vide, la taille physique de l'ensemble est pratiquement illimitée et les coûts d'outillage sont relativement faibles.
Le principal inconvénient réside dans la chaleur. Bien que le soudage TIG soit la norme industrielle pour les boîtiers et châssis en tôle courants, il génère une quantité considérable de chaleur dans le matériau environnant. Il ne permet pas de respecter les tolérances de déformation nulle requises pour les boîtiers de capteurs usinés avec précision, ce qui entraîne souvent un gauchissement important.
Soudage MIG (GMAW)
Le soudage MIG est un procédé rapide à alimentation par fil, couramment utilisé pour l'acier de construction, les charpentes lourdes et la fabrication générale. Il permet un dépôt rapide de matière et s'adapte bien mieux aux jeux d'assemblage importants que le soudage au laser ou par faisceau d'électrons.
Cependant, le MIG n'est pas adapté aux composants de précision. Ce procédé génère des projections, nécessite un nettoyage approfondi après le soudage et crée une large zone affectée thermiquement, ce qui le rend totalement inadapté aux composants aérospatiaux aux tolérances serrées ou aux dispositifs hermétiquement scellés.
Facteurs de coût dans la production par soudage par faisceau d'électrons
Le coût total de l'EBW ne se limite pas au temps de fonctionnement direct de la machine. Les contraintes liées à la chambre à vide, le nettoyage des surfaces et les procédures de mise en route ont une incidence considérable sur vos coûts de production finaux.
Dimensions de la chambre
Les dimensions physiques de votre assemblage déterminent la taille de la chambre à vide nécessaire. La plupart des machines EBW standard permettent de traiter des pièces de petite à moyenne taille.
Si votre projet nécessite une chambre surdimensionnée, le tarif horaire de la machine augmente considérablement. Les grandes chambres à vide sont coûteuses à exploiter et nécessitent d'énormes quantités d'énergie pour atteindre les niveaux de vide requis.
Durée de la purge
Avant de pouvoir commencer le soudage, la machine doit évacuer l'air présent à l'intérieur de la chambre. Ce « temps de pompage » correspond à un temps d'inactivité durant lequel aucune opération de fabrication n'a lieu, mais il vient directement s'ajouter à votre temps de cycle.
Pour les grandes chambres, cela peut prendre entre 10 et 45 minutes par cycle. Les ingénieurs doivent prendre en compte ce temps d'attente dans le coût unitaire global, car il limite le nombre de pièces pouvant être traitées par équipe.
Nettoyage des pièces
Le procédé EBW est extrêmement sensible à la contamination de surface. Tout résidu de fluide de coupe, d’huile d’estampage ou d’empreintes digitales se dégazera instantanément sous vide, provoquant une porosité importante dans la soudure et risquant de contaminer le canon à électrons.
Chaque pièce doit être soumise à un nettoyage par ultrasons et à un dégraissage chimique rigoureux avant d'entrer dans la chambre. Ce nettoyage obligatoire avant le soudage ajoute une étape supplémentaire — et un coût supplémentaire — au processus de fabrication.
Temps de préparation
La mise en service d'une machine EBW nécessite un alignement précis, un étalonnage de la focalisation du faisceau et des contrôles de démagnétisation. Le faisceau étant extrêmement étroit et puissant, les opérateurs ne peuvent pas tester les paramètres sur vos pièces de production réelles.
Pour régler la machine, l'atelier a besoin de « blocs d'essai » ou de pièces factices fabriquées exactement avec le même matériau, la même épaisseur et la même configuration d'assemblage. Si vous ne commandez qu'un seul prototype, vous payez en réalité les coûts d'usinage et de matière de deux ou trois pièces d'essai uniquement pour valider la poutre, ce qui rend les petites séries extrêmement coûteuses.
Taille du lot
L'EBW devient nettement plus rentable à grande échelle. Si les pièces sont suffisamment petites, plusieurs assemblages peuvent être placés dans un seul dispositif de fixation spécialisé à l'intérieur de la chambre.
Cela permet à l'opérateur de souder des dizaines de pièces en un seul cycle de mise sous vide. En répartissant le temps de mise sous vide et les coûts de mise en place sur un lot plus important, le coût unitaire diminue considérablement.
Exigences en matière d'inspection et remarques concernant les appels d'offres
Une communication claire avec votre partenaire de fabrication permet d'éviter des retards coûteux. Préciser dès le départ vos critères d'inspection garantît une tarification précise lors de l'établissement du devis.

Profondeur de soudure
Précisez toujours explicitement si la conception nécessite une pénétration partielle ou totale.
Si une pénétration complète est requise, le faisceau traversera la face arrière du joint, laissant souvent une trace de sortie irrégulière ou des projections. Vous devez préciser si l'utilisation d'une bague d'appui est autorisée ou si un usinage après soudage est nécessaire pour nettoyer la face de racine.
Test d'étanchéité
Pour les composants hermétiquement scellés tels que les capteurs et enceintes, une inspection visuelle ne suffit jamais. Vous devez préciser sur le plan la méthode exacte de contrôle d'étanchéité requise.
La spectrométrie de masse à l'hélium est la norme industrielle pour la vérification des joints EBW. Veillez à indiquer le seuil de taux de fuite acceptable (par exemple, 1×10⁻⁸ atm cc/sec) dans votre demande de devis (RFQ) afin que le fournisseur puisse établir le prix des essais en conséquence.
Radiographie / Scanner
Les soudures en trou de serrure profondes sont sujettes à des défauts internes, tels que des vides emprisonnés ou une fusion incomplète, qui ne sont pas visibles depuis la surface.
Si le composant est critique sur le plan structurel, prévoyez un contrôle radiographique (rayons X) ou une inspection par ultrasons. Gardez à l'esprit qu'un contrôle radiographique de l'ensemble du lot augmentera considérablement tant les délais de livraison que le coût final de la pièce.
Notes sur le dessin
Évitez les indications génériques telles que « Souder ici ». Pour obtenir un devis précis, précisez la norme de soudage applicable (par exemple, la norme AWS D17.1 pour le secteur aérospatial) et, surtout, les exigences requises. Classe d'inspection.
Spécifications de la norme AWS D17.1 Classe A nécessite un contrôle radiographique selon la norme 100% et des critères de réception stricts, ce qui ajoute des milliers de dollars au coût d'un cycle de production. À l'inverse, Classe C peut ne nécessiter qu’une inspection visuelle. Le fait de préciser explicitement la classe permet d’éviter des écarts importants dans les devis et garantit que vous ne payez pas pour un contrôle qualité trop sophistiqué.
Volume de production
Veillez à toujours indiquer votre volume annuel estimé ainsi que la quantité initiale de prototypes lorsque vous demandez un devis.
Connaître le volume à long terme permet au fabricant de déterminer s'il doit consacrer du temps à la conception de gabarits de fabrication en série composés de plusieurs pièces. Cela lui permet de vous proposer un prix bien plus compétitif pour la production en série.
Conclusion
Le soudage par faisceau d'électrons constitue une excellente solution lorsque un projet nécessite une pénétration profonde, une faible déformation, des soudures nettes et un contrôle qualité rigoureux. C'est rarement l'option la moins coûteuse, mais elle permet régulièrement de résoudre des problèmes techniques que les méthodes de soudage classiques ne peuvent pas traiter.
Ce processus donne les meilleurs résultats lorsque la conception de la pièce, l'accès aux assemblages, les tolérances d'ajustement et les méthodes d'inspection sont minutieusement examinés avant même que le premier copeau ne soit usiné. Prendre en compte ces facteurs dès le début permet d'éviter des modifications de conception coûteuses et garantit une transition en douceur du prototype à la production en série.
Prêt à évaluer la faisabilité de votre conception en vue de la fabrication ?
Si vous concevez des pièces usinées avec précision ou des boîtiers étanches et que vous avez besoin d'informations fiables sur le processus de fabrication, contactez l'équipe d'ingénieurs de TZR. Nous examinons vos plans, évaluons les tolérances d'assemblage et vous aidons à déterminer la stratégie de fabrication la plus rentable en fonction de votre volume de production.
FAQ
Le soudage par faisceau d'électrons permet-il d'assembler l'aluminium et l'acier inoxydable ?
Le soudage direct de l'aluminium à l'acier par EBW pose de sérieux problèmes. Les différences métallurgiques extrêmes entraînent la formation de composés intermétalliques fragiles, ce qui provoque la rupture de l'assemblage sous contrainte. Cela nécessite généralement l'utilisation d'un matériau de transition intermédiaire (tel qu'un insert bimétallique soudé par explosion) ou le recours à une stratégie d'assemblage totalement différente.
La pièce entière chauffe-t-elle pendant le traitement EBW ?
Non. Bien que les températures au point focal précis provoquent la vaporisation du métal, l'apport thermique global reste remarquablement faible. La zone affectée thermiquement (HAZ) est extrêmement étroite, ce qui signifie que la majeure partie de la pièce reste froide. C'est pourquoi le soudage par faisceau d'électrons (EBW) est utilisé sur des pièces entièrement usinées sans les déformer.
Pourquoi faut-il démagnétiser les pièces avant le traitement EBW ?
Les électrons sont porteurs d'une charge négative. Si la pièce métallique présente un champ magnétique résiduel (souvent induit par des mandrins magnétiques lors du meulage CNC ou lors de la manipulation en atelier), ce champ décentrera physiquement le faisceau d'électrons. Le faisceau manquera alors complètement le joint, détruisant ainsi la pièce.
Quel doit être le jeu maximal entre les pièces ?
Comme le procédé EBW n'utilise pas de fil d'apport pour combler les interstices, l'ajustement des pièces doit être quasi parfait. En règle générale, l'interstice ne doit pas dépasser 0,05 mm (0,002 pouce). Si l'interstice est plus large, le métal en fusion s'affaissera ou s'écoulera à travers le joint, ce qui donnera lieu à une soudure inacceptable.


