
El plegado de chapa es uno de los procesos más comunes en las industrias de fabricación y manufactura. Este proceso permite producir piezas precisas, útiles y duraderas. Es importante comprender los detalles del plegado de chapa metálica para garantizar que los productos finales sean de alta calidad y, al mismo tiempo, el coste de producción sea bajo. Siempre es importante seguir aprendiendo, independientemente de lo nuevo o veterano que se sea en el sector.
¿Qué puede sacar de este post?
- Los principios del plegado de chapa.
- Diversos procesos de plegado y las aplicaciones de cada uno.
- Los materiales utilizados en el curvado y sus características.
- Cómo se utiliza el plegado de chapa en distintos campos.
- Los factores importantes que hay que tener en cuenta al diseñar para la flexión.
- Optimización de diseños en términos de coste, calidad y fabricabilidad (DFM).

¿Qué es el plegado de chapa?
El plegado de chapa metálica consiste en aplicar fuerza a una chapa metálica, doblándola en un ángulo específico sin romperla. Esencialmente, transforma una chapa plana en una pieza con la curvatura deseada, similar a doblar papel pero con precisión. El material sufre una deformación plástica que le permite cambiar de forma.
El plegado de chapa se suele utilizar en materiales de entre 0,5 mm y 6 mm de grosor. Sin embargo, esto puede depender del tipo de material. A menudo se utiliza acero dulce, acero inoxidable y aluminio, y cada uno de ellos reacciona de forma diferente cuando se aplica fuerza.
El proceso es muy versátil. Permite la formación de diferentes formas en poco tiempo y sin necesidad de costosos moldes, lo que lo hace adecuado para fabricar piezas a medida que se necesitan. También es muy preciso y altamente repetible, lo que significa que los resultados obtenidos son siempre fiables. Cuando se realiza correctamente, el proceso es rentable tanto para volúmenes de producción pequeños como medianos, lo que minimiza el desperdicio de materiales.
Industrias que confían en el plegado de chapa metálica
La versatilidad del plegado de chapa lo hace vital en múltiples sectores. Permite formas y ángulos precisos, difíciles de conseguir con otros métodos. El proceso de plegado permite crear piezas que necesitan características como rebordes, muescas, labios y uniones entrelazadas. Estas características aumentan la resistencia, mejoran el ajuste y potencian la funcionalidad.
| Industria | Necesidades del sector | Cómo responde el plegado de chapa a estas necesidades | Componentes comunes producidos |
| Automoción | Piezas de gran durabilidad, ligeras y precisas | El plegado crea ángulos precisos para componentes estructurales sin sacrificar la resistencia | Bastidores de automóviles, paneles de carrocería, soportes |
| Aeroespacial | Alta precisión, resistencia de los materiales y control del peso | Permite dobleces precisos para piezas ligeras y duraderas | Fuselajes de avión, secciones de ala |
| Electrónica | Diseños precisos y compactos para espacios reducidos | El plegado permite realizar diseños complejos y compactos con tolerancias estrechas | Carcasas, cajas de circuitos impresos |
| Productos sanitarios | Necesidad de alta precisión y cumplimiento de la normativa | Proporciona dobleces precisos y repetibles para cumplir las estrictas normas médicas | Carcasas médicas, herramientas quirúrgicas |
| Electrodomésticos | Eficiencia en la fabricación y aprovechamiento del espacio | Permite la producción rápida de piezas con características funcionales específicas | Paneles de frigorífico, cuerpos de horno |
| Equipamiento industrial | Durabilidad, funcionalidad y rentabilidad | El plegado permite fabricar componentes resistentes y precisos | Bastidores de máquinas, soportes, protecciones |
| Construcción | Tamaños a medida y producción rápida para necesidades variadas | Opciones de diseño flexibles y plazos de entrega rápidos sin herramientas complejas | Conductos HVAC, piezas estructurales a medida |
La tabla anterior ofrece una visión general concisa, pero la verdadera importancia del plegado de chapa metálica queda más clara cuando exploramos cómo resuelve los retos fundamentales de cada industria.
Automoción
En la industria automovilística, este proceso es fundamental. Permite crear componentes ligeros a partir de acero de alta resistencia, esencial para aumentar el ahorro de combustible y cumplir las normas sobre emisiones. Y lo que es más importante, también forma la jaula de seguridad del vehículo y las zonas de deformación, que no son negociables para superar las rigurosas normas de las pruebas de choque.
Aeroespacial
En el sector aeroespacial, donde cada gramo importa, el plegado ofrece una relación resistencia-peso inigualable. Da forma a aleaciones ligeras para bastidores y alas sin comprometer la integridad estructural del material, mejorando directamente la eficiencia del combustible y la capacidad de carga útil.
Electrónica
En electrónica, las carcasas metálicas curvadas proporcionan un blindaje EMI/RFI esencial, un requisito para superar el cumplimiento de normativas como la FCC y la CE. El proceso también crea características integradas para la disipación del calor y la gestión del flujo de aire, garantizando la fiabilidad de los componentes a largo plazo.
Médico
El sector médico confía en el plegado para crear componentes con superficies lisas y sin grietas a partir de materiales como el acero inoxidable y el titanio, un requisito previo para una esterilización eficaz. Su alta repetibilidad asegura la consistencia entre piezas necesaria para superar las estrictas validaciones de la FDA y la CE, garantizando la seguridad del paciente.
Electrodomésticos
En los electrodomésticos, el plegado es clave tanto para la estética como para la eficiencia de la fabricación. Permite la producción rápida y rentable de marcos duraderos y paneles exteriores visualmente atractivos para productos como frigoríficos y hornos, satisfaciendo las demandas de gran volumen del mercado de consumo.
Equipamiento industrial
Los equipos industriales dependen del plegado para crear marcos, soportes y protecciones de seguridad robustos y resistentes. El proceso convierte gruesas chapas metálicas en componentes estructurales duraderos que soportan las exigentes tensiones operativas, garantizando la longevidad de la maquinaria y la seguridad de los operarios.
Construcción
En la construcción, el plegado permite la fabricación rápida y bajo demanda de soportes estructurales y paneles arquitectónicos personalizados, lo que permite libertad de diseño sin sacrificar la integridad. También es el único método viable para fabricar elementos largos y continuos, como canalones y tapajuntas, que garantizan la durabilidad a largo plazo y la resistencia a la intemperie de un edificio.
En resumen, el plegado de chapas metálicas es mucho más que una simple técnica de conformado: es un elemento fundamental de la innovación, la seguridad y la eficacia modernas.
Cómo funciona el plegado de chapa
El proceso de curvado de chapa es preciso y requiere una cuidadosa planificación. Comienza con la fase de diseño. En esta fase, se realiza un análisis DFM para comprobar si la pieza puede fabricarse de forma eficiente y si cumple todas las especificaciones. Una vez realizado el diseño, el siguiente proceso es elegir el utillaje adecuado. Esto implica seleccionar la matriz y el punzón en función del tipo de material, el grosor y la curvatura requerida.
Una vez configurado el utillaje, se ajustan los parámetros de la máquina. A continuación se prepara la prensa plegadora, que es una máquina de plegado de uso frecuente. La chapa se coloca sobre el utillaje y la máquina ejerce presión sobre el metal de forma controlada. Cuando la plegadora está en movimiento, el material se dobla de la manera correcta a lo largo de la línea de plegado que se ha proporcionado.
El operario se asegura de que la chapa esté bien colocada para evitar cualquier deformación que pueda provocar el alabeo de la pieza. Una vez finalizado el plegado, se retira la chapa. Lo mismo se hace para cualquier otro plegado que pueda ser necesario. Todo ello hace posible que los fabricantes produzcan piezas de calidad que cumplan las especificaciones requeridas en el proceso de producción. En TZR, nuestros ingenieros aprovechan su amplia experiencia para analizar en profundidad su diseño y materiales específicos, creando así la solución de fabricación óptima para garantizar la precisión del producto final desde el principio.

Tipos de técnicas de plegado de chapa
En función de la forma, el material y los requisitos de la pieza que se va a fabricar, se utilizan distintas técnicas de plegado. Comprender estas técnicas es vital para seleccionar el método adecuado para cada proyecto.
Doblado en V
El plegado en V es la categoría más común de plegado de chapa. En este proceso, un punzón presiona la chapa dentro de una matriz en forma de V. El ángulo final viene determinado por la profundidad y la fuerza con la que el punzón presiona el material dentro de la matriz. El ángulo final viene determinado por la profundidad y la fuerza con la que el punzón presiona el material en la matriz, que varía en función de la técnica específica utilizada. Esto hace que el plegado en V sea muy eficaz para crear una amplia gama de doblados precisos. Existen tres métodos principales de plegado en V, cada uno de los cuales ofrece un equilibrio diferente de precisión y fuerza:
Flexión por aire
El plegado en aire es un método de plegado en V en el que el punzón presiona la chapa en una matriz sin hacer pleno contacto con el fondo; literalmente, se "dobla en el aire". El ángulo final viene determinado por la profundidad de la carrera del punzón, no por el ángulo de la matriz. Las principales ventajas del plegado en el aire son su flexibilidad, que permite formar varios ángulos con un solo utillaje, y su escasa necesidad de fuerza. Sin embargo, esta flexibilidad tiene como contrapartida una menor precisión, ya que es más susceptible al springback que otros métodos.
- Ventajas: Gran flexibilidad, menor tonelaje requerido, preparación más rápida.
- Usos comunes: El método de plegado más habitual para la fabricación general y de prototipos en los que se aceptan ligeras variaciones angulares.
Hasta el fondo
En este método, el punzón presiona el material hacia abajo hasta que hace pleno contacto con las superficies interiores de la matriz en V, forzando al material a ajustarse al ángulo preciso de la matriz. El embutición ofrece mayor precisión y repetibilidad con menos recuperación elástica que el plegado por aire.
- Ventajas: Mayor precisión y repetibilidad que el plegado por aire.
- Usos comunes: Piezas que requieren un control de ángulo más preciso que el que puede ofrecer el plegado neumático estándar.
Acuñación
Se trata de un proceso de alta precisión y alto tonelaje. El punzón ejerce una presión extrema, estampando el material y forzándolo a ajustarse totalmente a la matriz. Este proceso adelgaza ligeramente el material en la curva y elimina prácticamente el springback, lo que da como resultado una precisión angular muy elevada.
- Ventajas: Máxima precisión y recuperación elástica casi nula.
- Usos comunes: Aplicaciones que requieren tolerancias extremadamente estrechas, como en las industrias aeroespacial o de dispositivos médicos.
Doblado de cantos
El curvado de bordes se aplica cuando es necesario realizar un pliegue en el borde de la chapa. Este método se utiliza mucho en la fabricación de bridas y otras piezas en las que la curvatura debe hacerse en el borde del material. El proceso suele implicar el uso de una prensa plegadora con una matriz que permite doblar el borde sin afectar al resto de la chapa.
- Ventajas: Eficaz para crear curvas con un radio interior grande, evita marcar la cara de la chapa.
- Usos comunes: Creación de rebordes de borde en paneles, refuerzo de labios y fabricación de canales poco profundos cerca del borde de una pieza.
Doblado en U
El curvado en U es similar al curvado en V, pero la matriz utilizada tiene forma de U en lugar de la forma de V utilizada en el curvado en V. Esta técnica se utiliza para realizar curvas circulares, como las de tubos y tuberías. El curvado en U se utiliza en la fabricación de piezas que tienen radios o curvas pequeños y es ideal cuando se utiliza en la fabricación de piezas de chapa doblada que deben encajar en una junta o bastidor.
- Ventajas: Muy eficaz para conformar piezas con dos curvas paralelas en una sola operación, garantiza un excelente paralelismo.
- Usos comunes: Fabricación de canales en U, soportes de refuerzo y componentes de bastidor que requieren una anchura de canal específica.
Curvado de rodillos
El curvado con rodillos es el proceso de doblar chapas metálicas mediante el uso de rodillos que ayudan a moldear gradualmente el material hasta darle una forma curva. Esta técnica se aplica ampliamente para hacer curvas grandes y suaves, como las utilizadas en piezas cilíndricas o paneles curvados. El curvado con rodillos es el más adecuado para hacer curvas graduales que necesitan un radio constante a lo largo del material.
- Ventajas: Perfecta para crear curvas de gran radio sin troqueles personalizados, puede formar cilindros o conos completos.
- Usos comunes: Fabricación de depósitos cilíndricos, tolvas cónicas, paneles arquitectónicos curvos y tuberías de gran diámetro.
Materiales utilizados en el plegado de chapa metálica
El tipo de material utilizado en el plegado de chapa metálica determina en gran medida cómo se comportará el material cuando se doble. Algunos de los materiales más utilizados en la fabricación de chapa metálica son el acero dulce, el acero inoxidable y el aluminio, entre otros, todos ellos con características diferentes. La resistencia a la tracción y la dureza del material también influyen en el tipo de utillaje y la fuerza necesaria para realizar un doblado correcto. Otro factor que hay que tener en cuenta al seleccionar el material es el grosor del material que se va a doblar. Los materiales más gruesos son más rígidos y pueden necesitar más fuerza para doblarse, por lo que también puede ser necesario modificar el radio de curvatura. A continuación se comparan algunos de los materiales más utilizados en el plegado de chapa metálica:
| Material | Dificultad de flexión | Características principales | Aplicaciones comunes |
| Acero dulce | Fácil | Dúctil, asequible, bueno para uso general | Piezas de automóviles, bastidores |
| Acero inoxidable | Moderado | Alta resistencia a la tracción y a la corrosión | Aparatos de cocina, herramientas médicas |
| Aluminio | Fácil | Ligero, resistente a la corrosión, fácilmente moldeable | Aeroespacial, armarios para electrónica |
| Cobre | Moderado | Buena conductividad térmica, blando pero relativamente caro | Componentes eléctricos, HVAC |
| Latón | Moderado | Resistente a la corrosión, dúctil | Artículos de decoración, piezas marinas |
| Acero galvanizado | Moderado | Recubierto de zinc para resistir la oxidación, más resistente a la flexión | Tejados, canalones |
| Titanio | Duro | Extremadamente resistente y ligero, caro | Aeroespacial, implantes médicos |
| Acero al carbono | Fácil | Alta resistencia, asequible, pero propenso a la oxidación | Maquinaria pesada, construcción |
Consideraciones de diseño para el plegado de chapa metálica
Hay varios factores que deben tenerse en cuenta a la hora de diseñar una pieza para el plegado de chapa metálica, de modo que la pieza pueda ser funcional y producible. Estos factores influyen en la viabilidad del proceso de plegado y en la calidad del producto final.
Radio de curvatura
El radio de curvatura se refiere al radio interior de la curva. Es importante para la resistencia y la integridad de la pieza final. Un radio más pequeño puede provocar grietas o roturas en el material porque la tensión se concentra en esa región. Por lo tanto, hay que elegir el radio de curvatura adecuado para evitar estos contratiempos.
Es aconsejable que el radio de curvatura sea al menos igual al grosor del material que se va a curvar. Por ejemplo, si el grosor de la chapa es de 1 mm, el radio de curvatura no debe ser inferior a 1 mm. Esto garantiza que el metal se pueda doblar sin romperse o adquirir una forma incorrecta que no es necesaria. Hay una fórmula estándar que se puede utilizar para determinar el radio de curvatura y es la siguiente:
Radio de curvatura = Espesor del material × K
En este caso, K es una constante basada en el tipo de material (suele oscilar entre 0,8 y 1,5). Para materiales más blandos, como el aluminio, se utiliza una constante pequeña, mientras que para materiales más duros, como el acero, se utiliza una constante grande. Para más detalles sobre elegir el radio de curvado de chapa adecuadopuede hacer clic para leer el post.

Springback
El springback es la tendencia del material a volver a su forma original después de haber sido doblado. Esto se debe a que los metales como el acero y el aluminio son materiales elásticos y tienen la capacidad de recuperar su forma original una vez que se libera la fuerza que se aplicó para doblarlos. El springback también debe tenerse en cuenta en el diseño porque la pieza final puede tener un ángulo inferior al valor de diseño.
Para minimizar el springback, uno de los métodos consiste en doblar el material ligeramente por encima del ángulo requerido, ya que el material intentará volver a su posición original. El grado de sobredoblado necesario depende del tipo de material, del grosor del material y del ángulo de doblado. Por ejemplo, si desea doblar el material a 90 grados, puede doblarlo a 92 grados y luego permitir que el springback corrija el ángulo a 90 grados. Es aconsejable realizar dobleces de prueba para establecer la cantidad de springback que debe esperarse antes de la producción final. También se pueden emplear algunos métodos, como el curvado por aire o el bottoming, para reducir el springback y tener así un mejor control de las dimensiones finales del producto.
Compensación por flexión
El margen de plegado es la longitud adicional de material necesaria para compensar el estiramiento o la compresión que se produce al doblar la chapa. En el proceso de doblado, la superficie interior del material está sometida a una fuerza de compresión, mientras que la superficie exterior está sometida a una fuerza de tracción. Este cambio en la forma del material afectará a la longitud total de la pieza y hay que tener en cuenta este aspecto para llegar a las dimensiones correctas.
El margen de plegado es un factor importante que debe determinarse correctamente para que las piezas encajen bien durante el montaje. Si el margen de curvatura es incorrecto, las piezas serán demasiado largas o demasiado cortas, lo que provocará huecos, desalineaciones o un mal ajuste. Esto puede provocar problemas de montaje o defectos en el producto final, cuya rectificación puede ser muy costosa y requerir mucho tiempo.
Para calcular el subsidio de curvatura, puede utilizar la siguiente fórmula:

Dónde:
- Radio se refiere al radio interior de la curva.
- Material Grosor es el espesor de la chapa.
- Ángulo es el ángulo de la curva en grados.
Esta fórmula es útil para determinar la longitud extra necesaria para un pliegue concreto, lo que resulta útil al crear patrones planos o ampliarlos para cortarlos. Para quienes no estén familiarizados con la sobremedida de plegado, existen calculadoras y tablas de plegado en línea que pueden ser de ayuda. Estas herramientas suelen contener constantes de material (por ejemplo, el factor K) que pueden variar en función del material. Es aconsejable consultar con el proveedor del material el factor K correcto para evitar cometer errores en los cálculos.
Si trabaja con un taller profesional de chapa metálica, a menudo se encargarán de estos cálculos por usted, lo que le permitirá centrarse en su diseño mientras los expertos se ocupan de los detalles.
Deducción por flexión
La deducción de doblado es la cantidad de material que se retira de la longitud del patrón plano cuando se dobla el material. Una deducción de doblado adecuada ayuda a conseguir las dimensiones correctas de la pieza y también a evitar el desperdicio de material en el doblado. Esto suele venir determinado por el radio de curvatura y el grosor del material que se va a curvar. En general, cuanto mayor sea el radio de curvatura y el grosor del material, mayor será la deducción necesaria. La fórmula para la deducción de la curva es:

Esta fórmula permite determinar la cantidad de material que hay que recortar para que la pieza tenga las dimensiones correctas. Al diseñar, es importante tener en cuenta el número de curvas de una pieza. Cada doblez afecta a la longitud, por lo que en las piezas que tienen más de un doblez, las deducciones deben ajustarse para garantizar que no haya variaciones. El conocimiento de la deducción de pliegues ayuda a asegurarse de que el diseño creado es correcto y puede fabricarse sin problemas.
Factor K
El factor K es un coeficiente crucial que se utiliza para calcular con precisión la longitud plana de una pieza doblada. Durante un doblado, el material interior se comprime mientras que el material exterior se estira. El eje neutro es un plano imaginario dentro del material que no hace ninguna de las dos cosas.
El Factor K define la ubicación de este Eje Neutro. Es una relación entre la distancia de la cara interior al Eje Neutro (t) dividida por el espesor total del material (T):
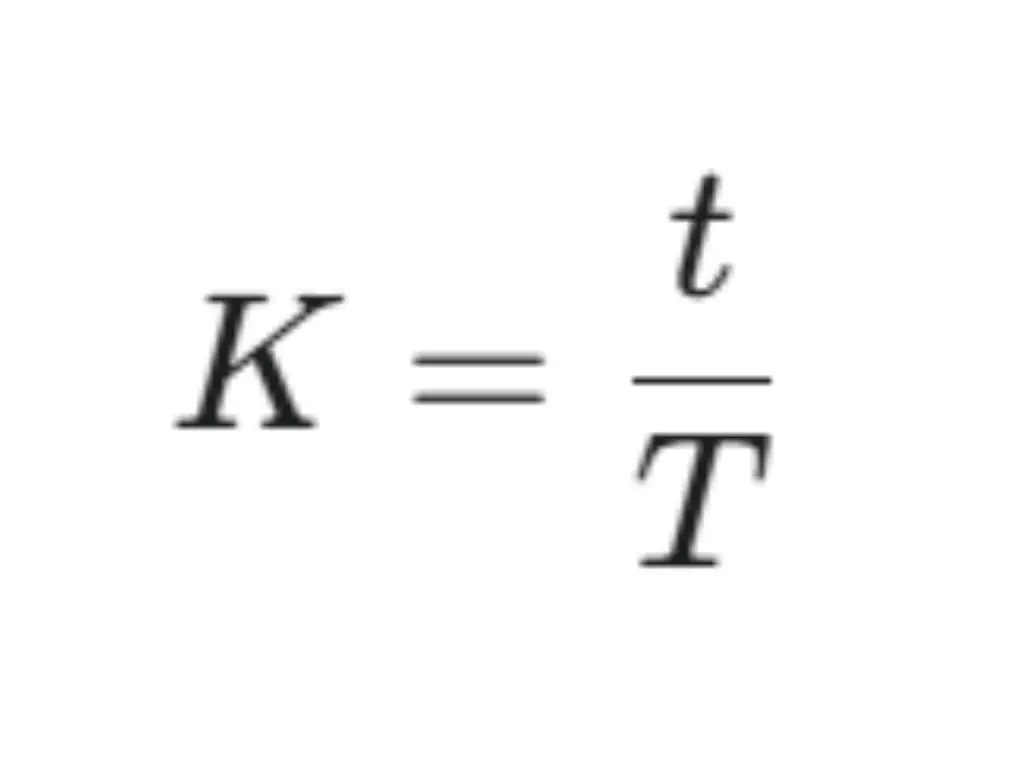
Utilizar el factor K correcto es esencial para calcular la tolerancia de doblado y la deducción de doblado. Un valor incorrecto conduce a patrones planos de tamaño erróneo, causando costosos fallos de ensamblaje y desperdicio de material.
Aunque el factor K más exacto se obtiene mediante ensayos, la tabla siguiente proporciona valores de partida estándar del sector basados en el material y en la relación entre el radio de curvatura interior (Ri) y el espesor (T).
| Tipo de material | Curva Radio (Ri) con respecto al espesor (T) | Factor K (Starting Valor) |
| Cobre blando, latón blando | Ri < T | 0.35 |
T ≤ Ri ≤ 3T | 0.40 | |
Ri > 3T | 0.45 | |
| Aluminio y aleaciones | Ri < T | 0.38 |
T ≤ Ri ≤ 3T | 0.42 | |
Ri > 3T | 0.48 | |
| Acero dulce, acero inoxidable | Ri < T | 0.42 |
T ≤ Ri ≤ 3T | 0.46 | |
Ri > 3T | 0.50 |
Nota importante: Estos valores son estimaciones para el diseño inicial. Para componentes de alta precisión, realice siempre una prueba de doblado para verificar el factor K exacto para su material y configuración específicos. Otros factores, como el método de plegado (por ejemplo, Air Bending frente a Coining) y la dureza del material, también influyen en el factor K.
Longitud mínima de la brida
Las bridas son las partes alargadas de una pieza de chapa metálica, que suelen formarse en los bordes cuando se dobla. La longitud mínima de la pestaña es la longitud más corta necesaria para que el metal se extienda correctamente más allá de la línea de plegado sin afectar a la resistencia de la pieza. Si la longitud del reborde es demasiado corta, es posible que la pieza no encaje bien en la matriz y se deforme o agriete durante el proceso de plegado.
Para los materiales finos (1-2 mm), la longitud mínima de la brida suele ser del orden de 2 veces el grosor del material. Para materiales más gruesos, especialmente los de 5 mm o más, puede ser necesario 3 veces el grosor o incluso más. Una brida más larga es útil para garantizar que la pieza es lo suficientemente fuerte como para soportar las fuerzas que se ejercen sobre ella durante su uso. Además, los ángulos de curvatura más cerrados pueden requerir bridas más largas para evitar tensiones indebidas o la deformación del material. También es importante tener en cuenta que la longitud de la brida depende del equipo utilizado en el doblado y la manipulación del material.
Secuencia de flexión
La secuencia de los doblados tiene un impacto directo en la pieza final. La secuencia de doblado debe determinarse correctamente para que no haya interferencias entre los doblados y no se deforme el material. En general, los doblados deben iniciarse en los ángulos más grandes o en las secciones más exteriores y seguir con las secciones más pequeñas o interiores. De este modo se evita la deformación posterior de las piezas dobladas y se consigue precisión. Sin embargo, es fundamental tener en cuenta el grosor del material, los ángulos de doblado y la capacidad de la máquina. Una secuenciación adecuada también ayuda a controlar la distribución de tensiones, reducir el springback y mejorar la calidad del producto final, al tiempo que mejora el proceso de producción.
Distancia entre orificios y bordes de curvatura
En el diseño de dobleces de chapa metálica, la distancia entre los orificios y los bordes del doblez es vital para determinar la funcionalidad del diseño, así como la facilidad de fabricación del mismo. Si los orificios se colocan demasiado cerca del pliegue, el material puede doblarse, lo que puede provocar grietas o desalineaciones. Esto puede provocar un cambio en la forma y estructura de la pieza, así como en su aspecto. Por otro lado, dejar espacio suficiente ayuda a evitar la distorsión y, de este modo, los agujeros no se ven afectados por el proceso de doblado. La distancia ideal también viene determinada por el tipo de material, el grosor y el radio de curvatura del material que se va a doblar. En la mayoría de los casos, es aconsejable mantener una distancia de 1,5 veces el grosor del material desde el borde del pliegue hasta el orificio. Esto reduce la posibilidad de dañar los orificios y garantiza que la pieza pueda doblarse como se desea. La ubicación de los orificios y los dobleces es fundamental en el diseño de piezas de chapa metálica para conseguir los mejores resultados.

Distancia entre curvas
La distancia entre curvas debe calcularse con cuidado. De este modo se evita que el material se solape, lo que podría provocar distorsiones o dobleces de mala calidad. Una separación adecuada también permite doblar el material como se desee sin ninguna obstrucción. También permite conseguir ángulos precisos. La distancia de curvatura necesaria depende del grosor del material, el radio de curvatura requerido y la complejidad del diseño. En el caso de materiales finos, las curvas pueden hacerse más cerca unas de otras, mientras que en el caso de materiales gruesos, debe haber un espacio considerable entre las curvas. La falta de espacio puede provocar interferencias entre las curvas, lo que afecta a la calidad de la pieza.
Para garantizar que todas estas consideraciones de diseño se comunican claramente para la fabricación, los planos siempre deben dimensionar las longitudes de las bridas desde las superficies exteriores de la pieza. Al mismo tiempo, debe especificarse explícitamente el radio de curvatura interior de cada codo, ya que está directamente relacionado con el utillaje de producción.
Optimización del diseño de plegado de chapa metálica en términos de coste y calidad: Una perspectiva desde dentro
Más allá de las reglas básicas de diseño, la verdadera optimización vincula las opciones de diseño directamente a su impacto en la planta de producción. Transformar un concepto en una pieza rentable y de alta calidad significa diseñar para la realidad de la producción.
Factores clave de los costes de plegado
El coste de un diseño está directamente relacionado con su tiempo de fabricación. Las piezas rentables dan prioridad a la eficiencia de la producción. Esto se consigue utilizando radios de curvatura uniformes y curvaturas unidireccionales siempre que sea posible, lo que elimina los laboriosos cambios de utillaje y reorientaciones de las piezas. Además, la aplicación de tolerancias estrictas sólo en los puntos críticos mejora el rendimiento. Una práctica clave es mantener los orificios y recortes a una distancia segura de las líneas de plegado (al menos 2,5 veces el grosor del material) para evitar distorsiones y la necesidad de costosas operaciones secundarias.
Doblado para acabados cosméticos de alta gama
En las cajas de alta calidad, el acabado final es tan importante como el ajuste, y el proceso de curvado influye directamente en los resultados estéticos. La selección del material es fundamental; por ejemplo, el aluminio 5052 ofrece un acabado anodizado más uniforme que el 6061 una vez conformado. Conseguir una superficie impecable en materiales cepillados o espejados requiere matrices especializadas no abrasivas y películas protectoras durante el proceso de plegado para evitar arañazos.
Diseño para la fabricación (DFM)
Los proyectos de mayor éxito adoptan los principios del diseño para la fabricación (DFM) desde el principio. El análisis temprano de un diseño puede permitir mejoras significativas. Por ejemplo, se puede evaluar la viabilidad de geometrías complejas y emplear métodos rentables, como el conformado por deformación, para crear grandes radios sin necesidad de herramientas especiales. Además, pueden optimizarse los diseños de las juntas para mejorar la resistencia y la estética de las soldaduras posteriores. Un enfoque centrado en DFM garantiza que la intención original del diseño se realice de forma eficiente y con el máximo nivel de calidad.
TZR: Empresa de fabricación de chapa plegada
En TZR nos especializamos en fabricación de chapa metálicaofreciendo soluciones personalizadas para sus curvados, cortey montaje necesidades. Con más de una década de experiencia, utilizamos tecnología avanzada e ingenieros cualificados para garantizar que cada pieza cumpla sus especificaciones exactas. Para apoyar los proyectos desde el concepto inicial, nuestro equipo interno de "Diseño para fabricación (DfM)", formado por artesanos expertos, ofrece un análisis DFM experto para gestionar el diseño, la creación de prototipos, la fabricación y el acabado de sus productos.
Para cualquier requisito de plegado o corte, TZR ofrece soluciones fiables y rentables que satisfacen las necesidades de su proyecto. Póngase en contacto con nosotros hoy mismo y permítanos ayudarle a convertir su visión en realidad con nuestros servicios de fabricación de chapas metálicas.