
El corte de chapa es uno de los procesos más habituales en la fabricación de metales. Corta chapas planas en formas precisas para su posterior conformado o ensamblaje. El proceso es rápido, uniforme y asequible. Por eso es ideal para producir muchas piezas idénticas.
En los últimos años, los fabricantes han exigido tolerancias más estrictas y bordes más limpios. Esta necesidad ha impulsado mejoras en la tecnología de troquelado. Las prensas mecánicas tradicionales siguen utilizándose, pero los sistemas servoaccionados y de precisión son cada vez más populares. Antes de examinar estos nuevos métodos, conviene entender qué es el blanking y cómo funciona.

¿Qué es la chapa ciega??
El troquelado de chapa es un proceso de corte en frío que da forma a una chapa plana mediante un punzón y una matriz. La pieza cortada, la chapa en bruto, se convierte en la pieza acabada. La chapa sobrante suele reciclarse.
Se parece a punzonadopero el propósito es diferente:
- Blanqueo: la pieza recortada es la parte final.
- Puñetazos: se utiliza la hoja restante con agujeros.
El troquelado puede producir bordes lisos y dimensiones precisas en una sola operación de prensado. Además, mantiene la resistencia del metal porque no requiere calor.
Este proceso suele funcionar con espesores de chapa de 0,5 mm a 5 mm, aunque las máquinas especiales pueden trabajar con materiales más gruesos. Los materiales más comunes son el acero dulce, el acero inoxidable, el aluminio, el latón y el cobre.
Cómo funciona el proceso de blanqueo?
El corte ciego es una acción de corte controlada. Cada etapa afecta a la calidad del filo, la vida útil de la herramienta y la velocidad de producción.
Etapa 1. Preparación del material
Elegir el material adecuado es el primer paso. Propiedades como la resistencia a la tracción, la ductilidad y la dirección del grano afectan al corte de la chapa. Las chapas suelen aplanarse y limpiarse antes de procesarlas. Eliminar el aceite, la suciedad o la acumulación de óxido ayuda a evitar el desgaste de la herramienta y los bordes irregulares.
Paso 2. Configuración de la herramienta
Las herramientas principales son el punzón, la matriz, la placa separadora y los pasadores guía. La holgura entre el punzón y la matriz es fundamental. Controla la limpieza del corte y la duración de las herramientas.
Una regla general para el acero dulce es:
Holgura = 5-10% × Espesor de chapa
Para materiales más duros como el acero inoxidable, utilice una holgura ligeramente mayor (8-12%) para reducir el desgaste de la herramienta.
Paso 3. Sujeción y alineación Sujeción y alineación
Antes de cortar, la chapa debe estar firmemente sujeta y alineada. En los sistemas manuales, los operarios utilizan topes y pasadores de posicionamiento. En los sistemas automatizados, los servoalimentadores colocan la banda en posición para cada golpe.
La alineación precisa garantiza que cada pieza en bruto se corte en el punto correcto. Esto mejora el uso del material y evita desgarros.
Paso 4. Carrera de corte
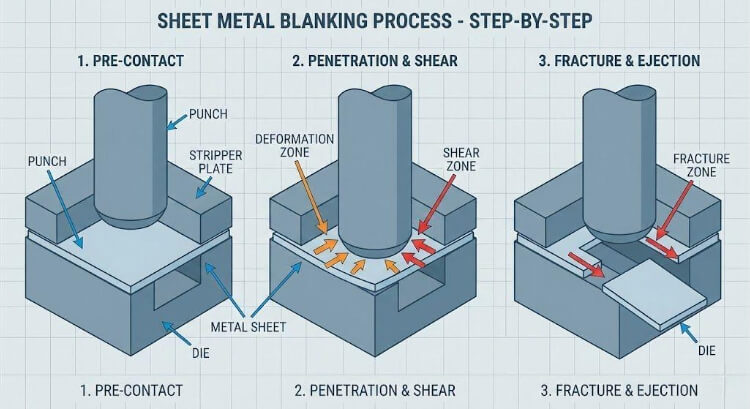
Una vez que la prensa se pone en marcha, el punzón empuja el metal. La acción de corte se produce en tres etapas:
- Deformación elástica - La hoja se dobla ligeramente.
- Deformación plástica - El metal empieza a cizallarse.
- Fractura - El blanco se separa de la hoja.
Paso 5. Inspección y retirada de residuos
Tras el corte, se comprueba la precisión del tamaño, la altura de las rebabas y la planitud de los bordes. Los sistemas automatizados suelen utilizar la inspección por láser o visión para medir las piezas directamente en la línea de producción.
Conceptos básicos de diseño de herramientas
Un troquel de corte es más que una herramienta de corte: es un sistema de precisión que define cómo se separa la hoja.
Un juego de troqueles típico incluye las siguientes piezas:
- Juego de punzones y matrices - da forma al espacio en blanco.
- Placa separadora - retira la parte cortada del punzón.
- Pasadores guía y bujes - mantener todo alineado durante el funcionamiento.
Geometría de punzones y matrices
La forma del punzón define la pieza en bruto final, mientras que la abertura de la matriz permite la holgura. Los bordes afilados hacen cortes más suaves. La holgura determina qué parte del filo se convierte en una zona bruñida y sedosa frente a una zona rugosa y fracturada.
Material de las herramientas y revestimientos
Entre los materiales más comunes se encuentran el D2, el SKD11 y el carburo de tungsteno. Para metales duros como el acero inoxidable o el titanio, recubrimientos como TiN o AlCrN pueden prolongar la vida útil de la herramienta entre dos y tres veces.
Lubricación y refrigeración
La lubricación reduce la fricción y mantiene un acabado liso de la superficie. Los sistemas automatizados utilizan pulverizadores o rodillos para una cobertura uniforme. Una buena lubricación también reduce el calor de la herramienta, lo que ayuda a mantener el filo.
Tipos de operaciones de blanking
El blanking se presenta en varias formas en función del diseño de la pieza, el volumen y el método de producción. Elegir el más adecuado equilibra el coste y la calidad de la producción.
Blanqueo convencional
Es el método más sencillo. Un golpe de punzón corta la pieza en bruto a partir de la chapa. Es rápido y asequible, por lo que resulta ideal para piezas de precisión media como soportes, arandelas y cubiertas. Rango de tolerancia típico: ±0,05-0,1 mm, dependiendo del material y de la configuración de la holgura.
Troquelado progresivo
En este método, la tira de chapa pasa por múltiples etapas dentro de una única matriz. Cada estación realiza una acción, como la perforación o el conformado, hasta que la pieza está totalmente fabricada en la carrera final. Es perfecto para la producción de gran volumen alimentada por bobina y puede producir una pieza cada segundo.
Troquelado compuesto
Las matrices compuestas realizan el corte y la perforación en la misma carrera. Esta acción de corte equilibrada proporciona una excelente planitud y precisión dimensional. Se utiliza habitualmente para bridas, laminados de motor y arandelas de precisión.
Blanqueo de banda continua
Aquí, una bobina continua de metal pasa por la matriz, cortando una o más piezas por carrera. Este método mejora la eficacia y minimiza los residuos, sobre todo en clips para automóviles, terminales eléctricos y conectores.
Operaciones combinadas y secundarias
El troquelado puede combinarse con el plegado, el estampado o el acuñado en una sola configuración. Este método convierte un simple proceso de corte en una producción de piezas casi acabadas, ahorrando tiempo y mejorando la planitud.
Materiales utilizados para el cegado
| Material | Características | Despeje recomendado | Aplicaciones comunes |
| Acero dulce | Fácil de formar y rentable | 5-8% t | Soportes, paneles |
| Acero inoxidable | Fuerte y resistente a la corrosión | 7-10% t | Menaje de cocina, piezas médicas |
| Aluminio | Ligero y suave; puede adherirse a las herramientas | 8-12% t | Carcasas, disipadores de calor |
| Cobre / Latón | Corte conductor y limpio | 6-9% t | Conectores eléctricos |
La elección del material adecuado ayuda a mantener la calidad del filo y la vida útil de la herramienta. Los distintos metales se comportan de forma diferente bajo presión, por lo que es necesario ajustar la holgura y la fuerza de prensado.
Consejo de calidad: Para materiales quebradizos como el acero inoxidable 304, alinee la dirección del grano con el corte más corto para reducir el desgarro del borde.
Espesor y fuerza
La mayoría de las prensas manejan espesores de chapa de 0,5 mm a 6 mm. Las hojas más gruesas necesitan más fuerza, estimada en:
F=L×t×τ
Ejemplo:
Para una chapa inoxidable de 2 mm de espesor con un perímetro de 150 mm y una resistencia al cizallamiento de 600 N/mm²:
F=150×2×600=180,000N=180kN
Ventajas y limitaciones
El troquelado de chapa metálica es conocido por su rapidez, precisión y bajo coste en la producción de grandes volúmenes. Sin embargo, como cualquier proceso, tiene sus límites. Conocer ambos ayuda a los ingenieros a elegir el enfoque adecuado para cada proyecto.
Ventajas
Alta precisión dimensional
Las prensas de corte modernas pueden alcanzar tolerancias de ±0,05 mm o superiores con troqueles bien mecanizados. La holgura estable y los sólidos bastidores de las prensas permiten obtener una calidad constante durante miles de ciclos, lo que hace que el troquelado sea ideal para trabajos con tolerancias estrechas en la fabricación de automóviles o productos electrónicos.
Excelente repetibilidad y velocidad
Una vez configurada la matriz, cada carrera produce un duplicado de la última pieza. Los tiempos de ciclo inferiores a 1 segundo son estándar en los sistemas progresivos alimentados por bobina. Esta repetibilidad es una de las principales razones por las que el blanking sigue siendo el núcleo de las líneas de estampación de alta velocidad en todo el mundo.
Bajo coste por unidad a escala
Aunque la fabricación de herramientas puede suponer hasta 40% del coste inicial del proyecto, el precio por pieza desciende rápidamente a medida que aumenta la producción. Con volúmenes de producción superiores a 50.000 piezas, el blanking suele costar entre 30 y 50% menos por pieza que el corte por láser o el mecanizado.
Uso eficiente del material
Un buen diseño del troquel puede alcanzar un aprovechamiento de la chapa de 90-95%. La chatarra es fácil de reciclar y los sistemas automatizados de retirada ayudan a reducir los residuos y mejorar la sostenibilidad.
Proceso en frío - No daña el calor
El corte ciego corta el metal mecánicamente, no térmicamente. De este modo se evita una zona afectada por el calor (HAZ) y se mantiene la resistencia y el acabado superficial del material, lo que reduce la necesidad de pulido o recocido adicionales.
Limitaciones
Elevados costes de utillaje y preparación
Las matrices complejas son caras de diseñar y mecanizar. Para lotes pequeños o prototipos, la inversión suele ser mayor que las ventajas.
Flexibilidad de diseño limitada
Cada troquel se fabrica para una forma. Incluso los pequeños cambios de diseño pueden requerir nuevas herramientas o retrabajos, lo que aumenta el tiempo de inactividad y los costes.
Rebabas y deformación de cantos
El blanking estándar suele dejar rebabas de entre 0,03 y 0,08 mm de altura. Una holgura deficiente o unas herramientas desafiladas pueden empeorar la situación y requerir un tratamiento posterior.
Desgaste y mantenimiento de herramientas
Los filos de las herramientas se desafilan con el tiempo. Cortar acero inoxidable o material galvanizado desgasta las herramientas 20-30% más rápido que el acero dulce. El afilado regular y las comprobaciones de alineación son esenciales para mantener la precisión.
Ruido y vibraciones
Las prensas mecánicas pueden alcanzar niveles sonoros superiores a 85 dB, por lo que los operarios suelen necesitar protección auditiva o recintos insonorizados.
Problemas comunes de calidad y cómo optimizarlos
Incluso con una configuración estable, el rendimiento del troquelado puede disminuir debido al desgaste de la herramienta, la desalineación o la irregularidad del material. Detectar los problemas a tiempo ayuda a mantener una calidad constante y a reducir los residuos.
1. Formación de rebabas
Causa:
Demasiada holgura, punzones embotados o lubricación débil.
Arréglalo:
- Mantener la holgura a 6-10% del espesor de la chapa.
- Reafile las herramientas cada 100.000-200.000 golpes.
- Utilizar microlubricación o revestimientos de película seca.
- Aplique recubrimientos de TiCN o AlCrN cuando trabaje con acero inoxidable.
2. Desgaste y desalineación de la matriz
Causa:
Alineación incorrecta o carga desigual durante ciclos repetidos.
Arréglalo:
- Compruebe diariamente la alineación con pasadores o clavijas.
- Añada sensores de carga para controlar las fuerzas desequilibradas.
- Utilice plaquitas de metal duro o SKD11 para tramos más largos.
- Realice un seguimiento de la vida útil de las matrices y establezca programas de mantenimiento.
3. Deformación del material y balanceo de los bordes
Causa:
Láminas finas que se doblan bajo presión, exceso de fuerza o desprendimiento débil.
Arréglalo:
- Ajustar la presión del plato separador.
- Soporte de piezas grandes con almohadillas.
- Menor velocidad de carrera para aluminio fino.
- Utilice blanqueo fino o sistemas de vacío para chapas de espesor inferior a 0,5 mm.
4. Deriva dimensional
Causa:
Desgaste de la herramienta, cambios de temperatura o grosor desigual del material.
Arréglalo:
- Utilice la inspección óptica en línea para obtener información en tiempo real.
- Ajuste automático de la holgura en servoprensas.
- Registre el número de golpes para planificar el reafilado.
5. Arañazos superficiales y lubricación deficiente
Causa:
Aceitado insuficiente o restos atrapados entre la chapa y la matriz.
Arréglalo:
- Lubricar con rodillo o nebulizador para obtener un recubrimiento uniforme.
- Limpie las herramientas con frecuencia para eliminar las virutas.
- Utilice decapantes de uretano para las piezas inoxidables decorativas o cepilladas.
Aplicaciones en todos los sectores
El corte de chapa metálica desempeña un papel fundamental en sectores que dependen de piezas metálicas precisas, ligeras y uniformes. Al combinar alta precisión con alta velocidad, salva la distancia entre la creación de prototipos y la producción a gran escala.
Ingeniería de automoción
La industria del automóvil recurre en gran medida al blanking para producir placas traseras de pastillas de freno, discos de embrague, soportes de asiento, bloqueos de dirección y eslabones de suspensión. Las líneas progresivas pueden alcanzar velocidades de 200 golpes por minuto, creando cientos de piezas idénticas a partir de una sola bobina.
El corte fino es especialmente popular para piezas que deben cumplir estrictas normas de seguridad y rendimiento. Produce bordes lisos y totalmente cizallados, que mejoran la resistencia a la fatiga y reducen el ruido y las vibraciones en los conjuntos de freno.
Electrónica y material eléctrico
En electrónica, la precisión y la conductividad son prioridades absolutas. El blanking se utiliza para fabricar laminados de motor, marcos de apantallamiento, terminales y placas de contacto de cobre y latón. Estos materiales requieren un estricto control dimensional para garantizar un rendimiento eléctrico fiable.
Las servoprensas modernas pueden troquelar láminas finas de menos de 0,3 mm para sensores y conectores en miniatura, manteniendo tolerancias de ±0,03 mm.
Armarios para aparatos eléctricos e industriales
Los fabricantes de unidades de calefacción, ventilación y aire acondicionado, dispositivos de iluminación y paneles de control utilizan las piezas ciegas para crear paneles planos, soportes y marcos. Los bordes lisos y sin rebabas ayudan a acelerar el montaje y garantizan un sellado hermético cuando se unen las piezas.
Los sistemas automatizados de alimentación y apilado de bobinas permiten producir las 24 horas del día, lo que aumenta la productividad y reduce los costes de mano de obra.
Sistemas aeroespaciales y energéticos
Los sectores aeroespacial y de energías renovables exigen la mayor relación resistencia-peso.
El troquelado se utiliza para formar soportes de titanio, abrazaderas de acero inoxidable y placas de baterías de vehículos eléctricos, donde la precisión y los bordes limpios son fundamentales.
Las prensas servoaccionadas ayudan a controlar la fuerza de corte y evitan las microfisuras, garantizando que las piezas cumplan estrictas normas de fiabilidad.

Conclusión
El corte de chapa sigue siendo uno de los métodos de corte más fiables y rentables de la fabricación moderna. Su capacidad para producir millones de piezas idénticas con el mínimo desperdicio lo hace esencial para las industrias que exigen calidad y rapidez.
Las prensas servocontroladas y equipadas con sensores de hoy en día aportan una nueva precisión al proceso. Con funciones como la supervisión en tiempo real, el ajuste automático de la carga y los modos de ahorro de energía, el troquelado ha evolucionado hasta convertirse en un sistema de fabricación innovador basado en datos.
¿Busca un proveedor que pueda suministrar piezas de chapa metálica de alta precisión a escala? En TZR, nuestro equipo está especializado en corte con servoprensa, utillaje de precisión y líneas de producción automatizadas alimentadas por bobina, diseñadas para satisfacer sus requisitos de tolerancia, acabado y entrega. Envíenos hoy mismo sus planos o especificacionesy nuestros ingenieros los revisarán en 24 horas para proporcionarle un presupuesto a medida y sugerencias de DFM.
Preguntas frecuentes
¿Cuál es la diferencia entre blanking y stamping?
El troquelado es una operación específica dentro de la estampación. Recorta una forma, mientras que el estampado también puede incluir el curvado o el conformado.
¿En qué se diferencia el blanking del corte por láser?
El corte por láser es excelente para tiradas cortas o piezas personalizadas. Sin embargo, el troquelado es más rápido, más repetible y más barato para grandes volúmenes. Además, no causa daños por calor.
¿Qué materiales se suelen utilizar para el cegado?
El acero dulce, el acero inoxidable, el aluminio, el cobre y el latón son los más comunes. Cada material necesita su propio ajuste de holgura y tipo de lubricación.
¿Cómo pueden los fabricantes mejorar la eficiencia?
La actualización a servoprensas, la optimización de la disposición de los nidos y la aplicación de un mantenimiento predictivo pueden mejorar la productividad y prolongar la vida útil de las herramientas.