
El acero inoxidable es conocido por su resistencia a la oxidación y la corrosión. Pero incluso las mejores aleaciones pueden perder parte de esta protección tras el mecanizado, la soldadura o el pulido. Estos pasos pueden dejar pequeñas partículas de hierro o marcas de calor que debilitan la superficie. Aquí es donde cobra importancia la pasivación. Se trata de un proceso químico que restaura y refuerza la capa protectora natural del acero inoxidable.
La pasivación hace algo más que limpiar el metal. Es un tratamiento preciso que afecta directamente a la duración de las piezas de acero inoxidable en condiciones reales. Desde herramientas médicas hasta piezas marinas, las superficies pasivadas permanecen limpias más tiempo, resisten mejor la corrosión y cumplen normas de calidad más estrictas.

¿Qué es el acero inoxidable pasivado?
La pasivación es un proceso químico que mejora la resistencia a la corrosión del acero inoxidable. Elimina el hierro libre y ayuda a formar una película de óxido rica en cromo en la superficie. Este proceso no añade un revestimiento ni cambia el tamaño de la pieza. En su lugar, ajusta la superficie para que el oxígeno pueda reaccionar con el cromo de la aleación y formar una capa de óxido fina e invisible, normalmente de 1 a 5 nanómetros de grosor.
Esta capa actúa como una barrera que impide que la humedad y los productos químicos lleguen al metal base. Su mejor característica es que puede repararse a sí misma. Cuando se raya, el cromo expuesto reacciona con el oxígeno para reconstruir la película protectora. Por eso el acero inoxidable bien pasivado puede durar años sin oxidarse.
Cómo funciona el proceso?
La pasivación tiene dos acciones principales: la limpieza y la oxidación.
- La fase de limpieza elimina aceites, polvo de mecanizado y partículas de hierro mediante soluciones ácidas controladas.
- La etapa de oxidación se produce de forma natural cuando el cromo reacciona con el oxígeno para reconstruir la película protectora.
Por qué el acero inoxidable necesita pasivado?
Incluso las aleaciones de mayor calidad pierden protección durante la fabricación. Descubra cómo la contaminación en la fabricación debilita la resistencia a la corrosión y por qué la restauración química es la clave de la durabilidad.
Contaminación superficial durante la fabricación
Incluso el acero inoxidable de máxima calidad puede contaminarse durante la fabricación. Procesos como el amolado, cortey soldadura pueden dejar restos de acero al carbono o crear tintes térmicos. Estas zonas pueden desarrollar posteriormente manchas de óxido cuando se exponen al aire o a la humedad.
Por ejemplo, una pieza de acero inoxidable 304L puede parecer perfecta después de soldarla, pero si la soldadura no se limpia y pasiva, puede oxidarse en tan sólo 48 horas durante las pruebas de niebla salina. No se trata de un defecto del metal, sino de un problema químico de la superficie.
Restauración de la capa protectora de cromo
La pasivación limpia la superficie y restablece el equilibrio entre cromo y hierro. Cuando el nivel de cromo es al menos 1,5 veces superior al de hierro, la superficie se vuelve mucho más resistente a la corrosión.
En estudios ASTM A380, el acero inoxidable 316L pasivado duró más de 96 horas en ensayos de niebla salina sin oxidarse, mientras que las muestras sin tratar mostraron decoloración en un día. Esta diferencia es crucial en aplicaciones alimentarias, médicas y farmacéuticas, donde se requieren superficies limpias y duraderas.
Métodos químicos y fases del proceso
La pasivación depende de una química y un control del proceso cuidadosamente equilibrados. Aquí desglosamos los ácidos, el flujo de trabajo y los parámetros más comunes que garantizan una protección uniforme de las superficies.
Ácidos de pasivación comunes
Para la pasivación del acero inoxidable se utilizan dos productos químicos principales: el ácido nítrico y el ácido cítrico.
- Pasivación con ácido nítrico: Este método tradicional utiliza oxidantes fuertes para eliminar el hierro libre y reconstruir la película de óxido. Funciona con rapidez y cumple normas más antiguas como la AMS 2700 Tipo II. Sin embargo, libera gases de óxido de nitrógeno (NOx) y requiere una fuerte ventilación por seguridad.
- Pasivación del ácido cítrico: Se trata de un método más nuevo y ecológico. Utiliza ácido cítrico para aglutinar y eliminar las partículas de hierro con suavidad, sin humos tóxicos. Según la norma ASTM A967 Tipo VI, el ácido cítrico puede reducir los costes de eliminación de residuos hasta 70%, manteniendo la misma resistencia a la corrosión que el ácido nítrico.
A medida que más fábricas se centran en la seguridad y el medio ambiente, la pasivación con ácido cítrico se está convirtiendo en la opción preferida.
Flujo de trabajo de un proceso típico
- Prelimpieza y desengrase: Elimine el aceite, la grasa y las partículas utilizando limpiadores alcalinos o cubas de ultrasonidos.
- Inmersión en ácido: Sumergir las piezas en ácido nítrico o cítrico durante 20-30 minutos a 25-60°C, según la aleación.
- Aclarado y neutralización: Aclare con agua desionizada y utilice un aclarado alcalino suave para neutralizar los residuos ácidos.
- Secado e inspección: Seque las piezas y compruebe que la superficie esté limpia y uniforme.
Hay que controlar cuidadosamente cada factor: la fuerza del ácido, la temperatura y el tiempo de remojo. Los tiempos cortos pueden dejar restos de hierro, y los largos pueden deslustrar la superficie. Los sistemas automatizados con controles de pH y temperatura mantienen el proceso dentro de límites seguros.
Parámetros y normas clave del proceso
Tres factores afectan a la calidad de la pasivación:
- Temperatura: Las temperaturas más altas aceleran las reacciones, pero pueden deslustrar la superficie.
- Concentración de ácido: Normalmente 10-25% nítrico o 4-10% cítrico, dependiendo del grado.
- La hora: Normalmente entre 15 y 45 minutos, suficiente para garantizar una capa protectora uniforme.
Para garantizar la calidad, los ingenieros utilizan normas como ASTM A967, ASTM A380 y AMS 2700. En ellas se definen los ácidos aprobados, los tiempos de permanencia y los métodos de ensayo.
Microestructura y química de superficies
La pasivación transforma el acero inoxidable a nivel microscópico. Esta sección explora cómo se forma la capa de óxido de cromo, se adapta y mantiene su resistencia a la corrosión autorreparable.
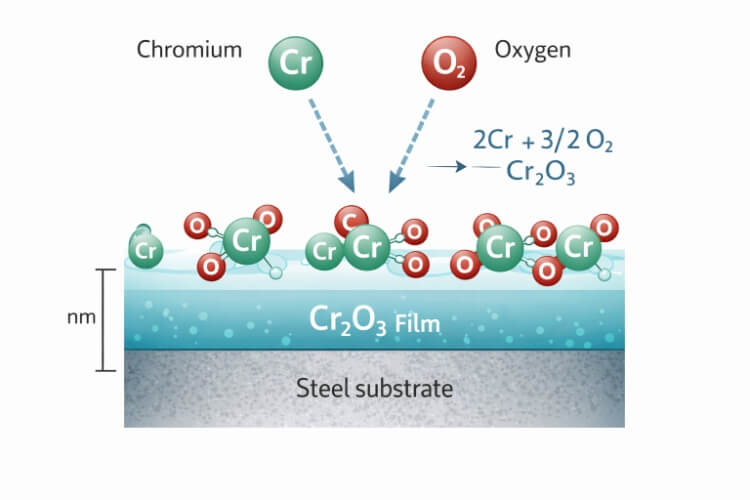
Formación de la película pasiva
El núcleo de la resistencia a la corrosión del acero inoxidable es una capa muy fina denominada película de óxido de cromo (Cr₂O₃). Cuando el acero inoxidable se somete a pasivación, el cromo de la aleación reacciona con el oxígeno para formar esta capa. Aunque sólo tiene entre 1 y 5 nanómetros de grosor, es extremadamente densa y estable. Esta película invisible protege el metal base del ataque del oxígeno, la humedad y el cloruro.
A diferencia del óxido en escamas (Fe₂O₃) que aparece en el acero al carbono, el óxido de cromo no es reactivo y se autorrepara. Cuando se raya, el cromo nuevo cerca de la superficie reacciona con el oxígeno para reconstruir la capa casi al instante. Esta reacción natural mantiene el acero inoxidable limpio, brillante y resistente a la corrosión durante muchos años.
Influencia de la composición de la aleación
La eficacia de la pasivación depende en gran medida de la composición química de la aleación.
- Calidades austeníticas (304, 316): Contienen altos niveles de cromo (18-20%) y níquel (8-10%), que crean una película de óxido lisa y uniforme. El grado 316 también incluye molibdeno (2-3%), que mejora la resistencia a la corrosión por cloruros, ideal para usos marinos y químicos.
- Grados ferríticos (430): Tienen niveles más bajos de níquel, lo que los hace más propensos a la oxidación. Es necesario un control cuidadoso durante la pasivación para evitar el grabado.
- Calidades martensíticas (410, 420): Son más duras y tienen menos cromo. Requieren una limpieza adicional y ácidos más suaves para evitar las picaduras.
Las pruebas realizadas con SEM-EDS y XPS muestran que la relación cromo/hierro (Cr/Fe) de la superficie determina la resistencia a la corrosión. Una relación superior a 1,5 proporciona una fuerte protección, mientras que las superficies no tratadas o mal pasivadas suelen medir alrededor de 1,0.
Efecto del acabado superficial
La textura de la superficie también influye mucho en la formación de la capa de óxido. Los acabados lisos, pulidos o electropulidos dejan menos huecos para que se acumule la suciedad o el hierro, lo que permite una película protectora más uniforme. Los acabados más rugosos, como las superficies mecanizadas o granalladas, atrapan partículas microscópicas y necesitan un tratamiento ácido más prolongado o fuerte.
Para los equipos alimentarios y farmacéuticos, la combinación de pulido con pasivado puede lograr una rugosidad superficial (Ra) ≤ 0,8 µm, que cumple los requisitos de higiene y durabilidad.
Control de calidad y verificación
Las pruebas validan que la pasivación ha funcionado de verdad. Descubra los métodos de inspección analítica y visual que utilizan los ingenieros para confirmar la integridad y el equilibrio químico de la película protectora.
Comprobación de la eficacia de la pasivación
La calidad de la pasivación debe verificarse mediante pruebas medibles, no sólo en apariencia. Entre los métodos de ensayo habituales se incluyen:
Prueba de rotura de agua
Una superficie totalmente limpia y pasiva deja que el agua fluya uniformemente sobre ella. Si el agua forma gotas, la superficie sigue estando contaminada. Esta sencilla prueba es útil para comprobaciones rápidas.
Prueba de sulfato de cobre (ASTM A967)
La superficie se limpia o se sumerge en una solución de sulfato de cobre durante varios minutos. Si se forman depósitos de cobre, significa que todavía hay hierro libre. Los resultados son visibles en 10 minutos.
Prueba de niebla salina / humedad (ASTM B117)
Las muestras se exponen a una niebla salina durante 24-96 horas. Las piezas pasivadas correctamente permanecen brillantes, mientras que las no tratadas muestran óxido en cuestión de horas.
Análisis avanzado
En industrias como la aeroespacial y la de semiconductores, la espectroscopia de fotoelectrones de rayos X (XPS) y la espectroscopia de electrones Auger (AES) miden el espesor del óxido y su composición química a nivel nanométrico.
Estas pruebas confirman que la química de la superficie ha pasado de ser rica en hierro a ser rica en cromo, el signo clave del éxito de la pasivación.
Inspección visual y analítica
La inspección visual es el primer paso de calidad. Una superficie pasivada correctamente debe tener un aspecto uniforme, sin manchas, puntos opacos ni rayas. En el caso de piezas de precisión, los microscopios ópticos o los analizadores digitales pueden detectar pequeñas contaminaciones.
La medición de la relación Cr/Fe añade otra prueba. Una investigación del Journal of Materials Processing Technology muestra que, tras una pasivación adecuada, la relación en el acero inoxidable 316L puede aumentar hasta 2,0-2,5, lo que casi duplica la resistencia a la corrosión en comparación con las piezas no tratadas.
Documentación y control de procesos
La consistencia es tan vital como la química. Las industrias aeroespacial y médica siguen las normas AMS 2700 y ASTM A967 que registran:
- Tipo de material y número de lote
- Tipo de ácido, concentración y temperatura
- Tiempo de inmersión y calidad del agua de aclarado
- Resultados de las pruebas y datos del inspector
Esta trazabilidad respalda las auditorías ISO 9001 y de la FDA, demostrando que cada lote cumple las normas de resistencia a la corrosión.

Aplicaciones industriales clave
El acero inoxidable pasivado es vital siempre que la corrosión o la limpieza afecten directamente al rendimiento:
- Comida y bebida: Tuberías, depósitos y accesorios que deben resistir ácidos y productos de limpieza.
- Médico y farmacéutico: Herramientas quirúrgicas e implantes que necesitan superficies estériles y lisas.
- Aeroespacial y automoción: Pernos, sensores y conductos expuestos al calor, la humedad y las vibraciones.
- Electrónica y semiconductores: Fijaciones y carcasas en las que incluso una mínima oxidación puede provocar fallos.
Una pasivación adecuada no sólo evita la corrosión, sino que también garantiza la conformidad y la fiabilidad a largo plazo.
Consideraciones medioambientales y de seguridad
A medida que la sostenibilidad gana importancia, los fabricantes se replantean los tratamientos ácidos tradicionales. Esta sección compara alternativas más ecológicas y cómo los sistemas modernos mejoran la seguridad y la eficiencia.
Impacto medioambiental de los distintos ácidos
El paso del ácido nítrico al ácido cítrico ha cambiado la forma en que los fabricantes gestionan la sostenibilidad. El ácido nítrico reacciona rápidamente, pero libera óxidos de nitrógeno (NOx), gases nocivos que requieren una costosa ventilación y neutralización química. Una mala manipulación también puede contaminar el aire o el agua.
El ácido cítrico ofrece una solución más limpia. Es biodegradable, no tóxico y funciona bien a una concentración de 4-10%, frente a los 20% o más del ácido nítrico. Las pruebas realizadas según la norma ASTM A967 Tipo VI demuestran que el ácido cítrico puede reducir los residuos peligrosos hasta 70%, al tiempo que iguala o incluso mejora la resistencia a la corrosión. Muchas instalaciones con certificación ISO 14001 prefieren ahora la pasivación con ácido cítrico por su equilibrio entre rendimiento, seguridad y responsabilidad medioambiental.
Seguridad de los trabajadores y precauciones de manipulación
Incluso los ácidos seguros requieren una manipulación cuidadosa. Los operarios deben utilizar guantes, mascarillas y delantales resistentes a los productos químicos. Los puestos de trabajo deben incluir campanas de extracción o tanques cerrados para reducir la exposición a los vapores. Muchas plantas modernas utilizan ahora sistemas de pasivación automatizados con cámaras cerradas, control de temperatura y monitorización del pH. Estos sistemas protegen a los trabajadores y garantizan la consistencia del proceso dentro de ±5%.
Las soluciones usadas se neutralizan con bicarbonato sódico o hidróxido cálcico antes de su eliminación. Los controles continuos del pH garantizan el cumplimiento de las normas EPA y REACH. Añadiendo la neutralización de residuos y el reciclado del agua de aclarado, los fabricantes pueden reducir el vertido total en unos 40%, según los resultados de las instalaciones de tratamiento de superficies.
Conclusión
La pasivación es mucho más que un acabado superficial. Es un proceso clave que garantiza que el acero inoxidable se mantenga fuerte y resistente a la corrosión. Al eliminar el hierro libre y reconstruir una película estable de óxido de cromo, convierte el acero inoxidable en un material realmente fiable para su uso a largo plazo.
Cuando se realiza conforme a normas como ASTM A967, ASTM A380 o AMS 2700, la pasivación mejora la resistencia a la niebla salina, la limpieza de las superficies y la vida útil de las piezas. Para los fabricantes, esto significa menos fallos, menos mantenimiento y una mayor confianza en el producto.
¿Está preparado para mejorar sus componentes de acero inoxidable? Vea cómo el soporte profesional de pasivado puede mejorar el rendimiento superficial, prolongar la vida útil y garantizar que cada pieza cumpla las especificaciones. Póngase en contacto con nosotros para hablar de su proyecto con nuestro equipo técnico.
Preguntas frecuentes
¿Cuál es la diferencia entre limpieza y pasivación?
La limpieza elimina los aceites y la suciedad. La pasivación elimina el hierro incrustado y reconstruye la capa de óxido de cromo que impide la corrosión.
¿Con qué frecuencia se deben volver a pasivar las piezas?
Normalmente sólo una vez, justo después de la fabricación. Las piezas sometidas a limpieza abrasiva o reparación por soldadura pueden necesitar un nuevo tratamiento.
¿Pueden pasivarse todas las calidades de acero inoxidable?
Sí. Los grados austeníticos (304, 316) responden mejor, mientras que los tipos ferríticos y martensíticos necesitan un ácido más suave y un control más estricto.
¿Es la pasivación con ácido cítrico tan eficaz como con ácido nítrico?
Sí. Las pruebas ASTM confirman una protección contra la corrosión igual o mejor con menos riesgos para la seguridad y el medio ambiente.
¿Cómo puedo verificar si la pasivación se ha realizado correctamente?
Las pruebas de campo básicas, como la prueba de rotura por agua o la de sulfato de cobre, demuestran la limpieza de la superficie. En el caso de piezas de alta precisión, pruebas de laboratorio como XPS o el análisis de salpicaduras confirman la calidad del óxido y la relación Cr/Fe.