El conformado mediante plegadora es uno de los métodos más comunes para convertir una chapa plana en piezas utilizables. Se utiliza mucho para soportes, paneles, cubiertas, bandejas y cerramientos porque puede crear curvaturas repetibles sin el coste de utillaje de la estampación.
El proceso parece sencillo, pero los resultados estables no son automáticos. Una pieza puede doblarse una vez y seguir siendo una mala pieza de producción. Las bridas cortas, los radios estrechos, las características cercanas, las variaciones de material y el springback pueden dificultar un dibujo sencillo.
Por eso, la verdadera cuestión no es sólo si una pieza puede doblarse. La verdadera cuestión es si se puede doblar limpiamente, mantenerla constante y repetirla a lo largo de la producción sin correcciones constantes. Los buenos resultados de las prensas plegadoras suelen empezar en el diseño, mucho antes de realizar el primer plegado.

¿Qué es el conformado con plegadora?
El conformado con plegadora es un proceso que dobla la chapa entre un punzón y una matriz. El punzón se mueve hacia abajo, la chapa se introduce a presión en la abertura de la matriz y el metal adopta un nuevo ángulo o perfil.
La curvatura se mantiene porque el material es empujado más allá de su límite elástico. Cuando se retira la carga, la pieza se retrae ligeramente, pero no vuelve a su estado plano. Esta recuperación es normal. También es una de las razones por las que un doblez que parece correcto durante el golpe puede seguir desviándose de su ángulo tras la descarga.
En producción, este proceso se utiliza para piezas en bruto planas que se convierten en piezas conformadas con dobleces rectos. Algunos ejemplos comunes son soportes de montaje, piezas de armariosLas piezas curvadas pueden ser, por ejemplo, cubiertas eléctricas, raíles de soporte y secciones curvadas utilizadas posteriormente en ensamblajes soldados. Estas piezas suelen tener una forma sencilla, pero el doblado sigue controlando el ajuste, el aspecto y el montaje posterior.
Cómo funciona la conformación con plegadora?
No todos los doblados se hacen de la misma manera en una plegadora. El método de plegado afecta al control del ángulo, la recuperación elástica y la estabilidad del trabajo en la producción.
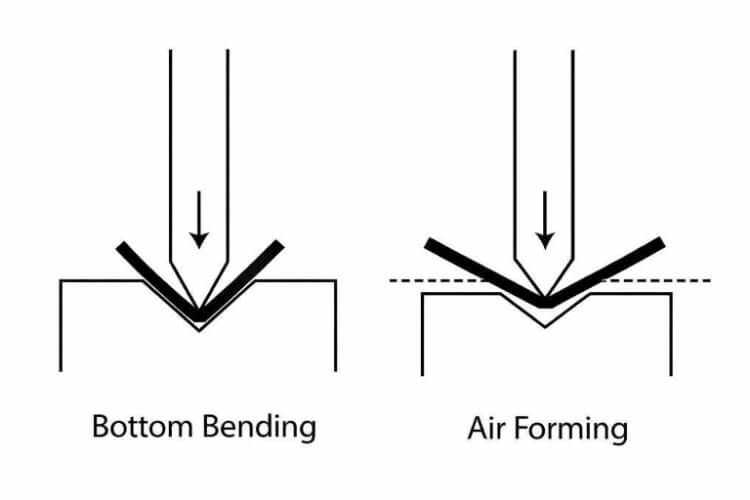
Flexión por aire
El plegado por aire es el método más habitual en las plegadoras. El punzón empuja la chapa hacia la abertura de la matriz, pero el material no llega a tocar fondo en la matriz.
Este método se utiliza mucho porque ofrece una gran flexibilidad. El mismo utillaje puede producir diferentes ángulos de plegado cambiando la profundidad del punzón. Esto hace que el plegado por aire sea una opción práctica para piezas personalizadas, prototipos y trabajos con ángulos de plegado mixtos.
La contrapartida es la sensibilidad de control. Dado que el plegado no se fuerza completamente en la matriz, el ángulo final está más influenciado por la variación del espesor, la resistencia del material y el springback. Una configuración puede funcionar bien en un lote y necesitar correcciones en el siguiente si el material cambia lo suficiente como para desplazar el ángulo.
Hasta el fondo
El plegado de fondo empuja la chapa hacia el interior de la matriz, lo que permite que el material entre en contacto con el utillaje. En comparación con el plegado por aire, la matriz tiene un control más directo sobre el ángulo final.
Ese contacto adicional puede mejorar la estabilidad del ángulo, especialmente en piezas que necesitan un control más estricto de la curvatura. Pero también hace que la configuración sea menos tolerante. El ángulo de la herramienta, la selección de la matriz y la respuesta del material deben ajustarse mejor, y la fuerza necesaria suele ser mayor que en el plegado por aire.
En la producción real, el fondo puede mejorar la repetibilidad, pero no salva una geometría de doblado débil. Si el reborde es demasiado corto o la distancia entre los elementos es demasiado estrecha, la pieza puede seguir siendo difícil de mecanizar bien.
Acuñación
El acuñado utiliza una presión mucho mayor que el plegado por aire o el doblado por el fondo. El punzón presiona el material con fuerza en la zona de la matriz, lo que reduce en gran medida el springback y proporciona una forma de plegado más definida.
Este método puede mejorar la precisión del ángulo, pero el coste es mayor fuerza, mayor carga de utillaje y menor flexibilidad del proceso. Para muchas piezas de chapa metálica en general, esta compensación no merece la pena.
Por eso el acuñado es menos habitual en la fabricación normal a medida. Suele elegirse sólo cuando el requisito de doblado es lo suficientemente estricto como para justificar la fuerza adicional y el menor margen de proceso.
Reglas de diseño para una mejor flexión
Muchos problemas de plegado empiezan en el plano, no en la máquina. Unas pocas decisiones de diseño suelen decidir si la pieza funciona sin problemas o se vuelve difícil de controlar.
Longitud mínima de la brida
La longitud de la brida afecta directamente a la estabilidad de la curva. Si la brida es demasiado corto, la pieza se vuelve más difícil de sostener durante el conformado y el control del ángulo tiende a empeorar.
Éste es uno de los problemas de diseño más comunes en el trabajo con plegadoras. Una brida puede seguir siendo plegable, pero eso no significa que sea fácil de plegar bien. Los bordes cortos tienen más probabilidades de desplazarse, deformarse o salirse de la plegadora, lo que provoca una repetibilidad deficiente.
Como punto de partida práctico, la longitud mínima de la brida suele depender de la apertura de la matriz, el grosor del material y el radio de curvatura. Si la brida es demasiado pequeña para el utillaje seleccionado, es posible que el taller necesite herramientas especiales o un método de doblado diferente. Esto aumenta la dificultad de configuración sin abordar el verdadero punto débil del diseño.
Distancia entre agujeros
Los elementos colocados demasiado cerca de la línea de plegado suelen crear problemas. Un orificio, una ranura o un recorte cercanos pueden estirarse, distorsionarse o desplazarse cuando el material circundante empieza a formarse.
Esto ocurre porque la zona de doblado no se mueve sola. El material que rodea el pliegue también cambia de forma y de estado de tensión durante el conformado. Si el elemento se sitúa demasiado cerca, esa zona deja de comportarse como material plano estable y empieza a comportarse como parte del pliegue.
En muchos trabajos rutinarios, se utiliza entre 2 y 3 veces el grosor del material como comprobación inicial aproximada de la distancia entre el orificio y el pliegue. El requisito real sigue dependiendo del tamaño de la pieza, el radio de curvatura, el material y la tolerancia exigida. Una pieza puede formarse con menos holgura, pero la calidad del elemento suele ser menos fiable.
Radio de curvatura interior
El radio interior de plegado afecta tanto a la calidad del plegado como al riesgo de grietas. Si el radio es demasiado pequeño para el material, la superficie exterior experimenta una mayor tensión durante el conformado, lo que aumenta el riesgo de rotura o daño superficial.
Esto es más importante en acero inoxidable, temple de aluminio más duro y chapa más gruesa. Un radio pequeño puede parecer limpio en el dibujo, pero suele dejar menos margen de conformado en el suelo.
En muchos diseños generales, un radio interior aproximadamente igual al espesor del material es un punto de partida práctico. El mejor valor sigue dependiendo del material y del temple. Un radio mayor suele mejorar la conformabilidad, pero también modifica el desarrollo del patrón plano y el ajuste final. Por ello, el radio de curvatura debe tratarse como una decisión de proceso real, no sólo como un detalle de dibujo.
Alivio de curvatura
El relieve de curvatura ayuda a reducir la concentración de tensiones cerca de los bordes y esquinas durante el curvado. Sin un relieve suficiente, el material cercano al extremo de la curva puede desgarrarse, abombarse o distorsionarse a medida que se forma la curva.
Esto suele ocurrir cuando un pliegue se detiene cerca de un borde, una esquina u otro elemento formado. El patrón plano puede parecer sencillo, pero el estado del borde se vuelve inestable cuando la chapa empieza a moverse.
Un pequeño relieve en la curva puede hacer que ésta sea más limpia y repetible. Es una característica de diseño sencilla, pero a menudo evita daños en los bordes que son mucho más difíciles de solucionar cuando la pieza ya está formada.
Dirección del grano
La dirección de la fibra puede cambiar la seguridad con la que se dobla una pieza. Cuando la línea de doblado atraviesa la fibra, el material suele agrietarse menos. Cuando la línea de doblado sigue la veta, el riesgo de grietas aumenta más rápidamente, sobre todo en materiales más duros o en doblados de radio más cerrado.
Esto no es igual de crítico en todas partes, pero cobra más importancia cuando el diseño ya tiene un margen de conformado bajo. El aluminio y el acero inoxidable suelen hacer que esto sea más fácil de ver.
Por eso, la dirección de la fibra no debe tratarse como un detalle menor en las curvas más cerradas. Un pliegue puede parecer aceptable en CAD, pero resultar arriesgado en producción si la dirección del material es contraria al pliegue.

Problemas comunes de conformado de prensas plegadoras
Las piezas de las prensas plegadoras suelen fallar de forma predecible cuando las condiciones de plegado son demasiado agresivas o inestables. La clave está en entender cuál es el problema, por qué se produce y dónde corregirlo.
Springback
El springback es la pérdida de ángulo que aparece después de que el punzón vuelva a subir. Tras retirar el punzón, el material intenta recuperar parte de su forma original, por lo que la curva se abre ligeramente.
Esto ocurre porque parte de la deformación del material es elástica. Los materiales más resistentes suelen responder más elásticamente. El acero inoxidable y los templados de aluminio más duros suelen mostrarlo más claramente, y la flexión por aire suele ser más sensible porque el ángulo final depende más de la respuesta del material.
La solución adecuada suele ser el control del proceso, no la fuerza adicional por sí sola. Una mejor compensación del doblado, un control más estricto de la profundidad del punzón, un método de doblado diferente o un material con menos springback suelen ser más eficaces que un simple empuje más fuerte. Si el springback ya es alto, suele ser mejor ampliar el margen del proceso en una fase temprana que seguir corrigiendo piezas una vez conformadas.
Marcas de flexión
Las marcas de doblado son líneas o daños superficiales dejados por el contacto de la herramienta durante el doblado. En piezas no cosméticas, una marca ligera puede ser aceptable. En cubiertas, puertas o paneles acabados visibles, la misma marca puede convertir una pieza utilizable en retrabajo.
La causa suele ser sencilla. La chapa se presiona contra el utillaje bajo carga, y la condición de contacto deja una marca. Las aberturas pequeñas de las matrices, el desgaste del utillaje, la alta presión de contacto y la mala orientación de la pieza suelen agravar el problema. El acero inoxidable, el aluminio y las superficies pintadas lo hacen más fácil de ver.
La mejor solución es controlar el contacto antes de que la pieza llegue a producción. Un utillaje más limpio, una apertura de matriz más adecuada, una mejor orientación de la pieza y la protección de la superficie suelen ayudar más que intentar limpiar el resultado a posteriori. Cuando la apariencia importa, el control estético debe tratarse como parte de la configuración del plegado.
Cracking
El agrietamiento se produce cuando la superficie exterior de la curva se estira más allá del límite del material. Puede empezar como una fina hendidura superficial o abrirse lo suficiente como para rechazar la pieza inmediatamente.
La causa habitual es una condición de doblado demasiado severa para el material. Un radio interior pequeño, un temple duro o el doblado con el grano pueden reducir el margen de doblado. Esto suele ocurrir más rápidamente en el acero inoxidable, las chapas más gruesas y el aluminio más duro.
Lo normal es reducir la tensión en la curva. Un radio interior mayor, un temple más blando, una mejor dirección del grano o una condición de doblado menos agresiva suelen ayudar más que el tonelaje extra. Cuando aparecen grietas, lo primero que hay que preguntarse es si el diseño del pliegue es demasiado estrecho para el material elegido.
Torsión
La torsión se produce cuando la pieza no permanece estable durante todo el recorrido. Un lado se levanta, gira o se mueve de forma diferente, y la curva se deforma en lugar de permanecer equilibrada.
Esto suele deberse a una geometría inestable durante el conformado. Las piezas estrechas, asimétricas y con un soporte desigual alrededor de la línea de doblado son más propensas a torcerse. La secuencia de doblado también puede agravar el problema, ya que los doblados anteriores reducen la estabilidad de los posteriores.
La solución suele ser un mejor control, no más fuerza. Un mejor apoyo, un mejor orden de doblado y un mejor manejo suelen solucionar más problemas que presionar con más fuerza. Si la torsión continúa, es posible que la pieza necesite un cambio de geometría para que el pliegue pueda realizarse en condiciones más estables.
Ángulos de curvatura incoherentes
Los ángulos de plegado incoherentes se producen cuando la configuración no da el mismo resultado en toda la tirada. La primera parte puede ser correcta, pero las últimas se desvían lo suficiente como para crear problemas de ajuste o montaje.
Esto suele deberse a la variación del proceso más que a una única causa. Los cambios en el espesor del material, la variación del rendimiento, el movimiento de preparación, el desgaste de las herramientas y la posición de la pieza pueden modificar el ángulo final. Las curvas largas suelen facilitar la detección del problema.
La solución es controlar la tirada, no sólo la muestra. Un material estable, una configuración repetible, un buen estado de las herramientas y una comprobación clara de los ángulos son más importantes que acertar con una pieza al principio. Un primer artículo puede pasar, y el trabajo aún puede desviarse más tarde si el propio proceso no es estable.
Cuando la conformación con plegadora es la elección correcta?
El conformado con plegadora es útil, pero no es la mejor opción para todas las piezas. La elección correcta depende de la geometría, el volumen y las necesidades reales del trabajo.
Mejor que la soldadura para algunas piezas dobladas
El conformado con plegadora es a menudo la mejor opción cuando una pieza en bruto doblada puede sustituir a varias piezas soldadas. Menos piezas suele significar menos uniones, menos tiempo de soldadura y menos postprocesado.
Eso mejora más que el coste. Menos soldadura suele significar menos distorsión por calor, menos variables de alineación y menos posibilidades de que surjan problemas de ajuste posteriormente. En el caso de soportes, bandejas, cubiertas y muchas piezas de armarios, el curvado de una pieza suele ser más fácil de controlar que la construcción de la misma forma a partir de varias secciones más pequeñas.
Mejor que el mecanizado para muchas formas sencillas
El conformado con plegadora también tiene sentido cuando la forma de la pieza viene determinada principalmente por las curvas y no por una fuerte eliminación de material. Si una pieza comienza como una chapa y necesita principalmente bridas, paredes plegadas o secciones conformadas, el mecanizado de la misma forma a partir de material macizo suele ser la ruta menos eficiente.
El mecanizado crea la forma eliminando material. El plegado crea la forma moviendo material. Para muchos paneles, cubiertas, soportes y piezas de apoyo, esto suele significar menos residuos y un flujo de proceso más sencillo.
Cuando estampar puede ser una mejor opción?
El conformado con plegadora es flexible, pero no siempre es la mejor solución. El estampado puede ser la mejor opción cuando el diseño de la pieza es estable, las características de plegado se repiten en grandes volúmenes y puede justificarse el uso de utillaje específico.
En esta situación, la estampación puede reducir el tiempo de ciclo y mejorar el rendimiento. Los costes iniciales de utillaje son mucho más elevados, pero el coste por pieza puede reducirse rápidamente una vez que la tirada es lo suficientemente grande y estable.
¿Cuándo es mejor optar por el formulario rodante?
El perfilado puede ser más adecuado cuando la pieza es larga y mantiene la misma sección transversal de un extremo a otro. Este tipo de geometría es diferente de las líneas de plegado discretas que suelen hacerse en una prensa plegadora.
El conformado con plegadora funciona mejor cuando la pieza tiene curvas definidas realizadas paso a paso. La conformación por rodillo funciona mejor cuando el perfil es continuo en toda su longitud.
Cómo mejorar los resultados de flexión?
Una mejor calidad de plegado suele ser el resultado de decisiones tomadas antes, no de correcciones posteriores. Los pequeños cambios en el diseño, el utillaje y la configuración suelen marcar la diferencia.
Diseño teniendo en cuenta los límites de flexión
Un mejor plegado suele empezar en el plano, no en la máquina. Una pieza puede parecer aceptable en CAD y, aun así, ser difícil de mecanizar si la brida es demasiado corta, el radio interior es demasiado pequeño o los elementos están demasiado cerca de la línea de plegado.
La solución más eficaz es incorporar más margen de curvatura al diseño antes de iniciar la producción. Un radio ligeramente mayor, más espacio libre cerca del pliegue o una mejor dirección del pliegue suelen mejorar la estabilidad sin cambiar la función de la pieza. Se trata de pequeños cambios en la impresión, pero suelen reducir más el riesgo que una corrección tardía de la configuración.
Adaptar el utillaje a la pieza
El utillaje debe adaptarse a los requisitos de plegado, no sólo a la configuración de la máquina. La forma del punzón, la apertura de la matriz y el método de plegado afectan al control del ángulo, el estado de la superficie y la estabilidad del proceso.
Lo correcto es elegir el utillaje en función del material, el radio objetivo, la longitud de la curva y los requisitos de superficie. Una abertura de matriz demasiado pequeña puede aumentar la fuerza y el marcado sin mejorar el resultado real. Una abertura de matriz demasiado grande puede reducir el control en piezas más finas o características estrechas. En muchos trabajos rutinarios, la anchura de la matriz suele seleccionarse entre 6 y 10 veces el grosor del material, pero la elección final debe ajustarse a la pieza.
Revisar las curvas críticas antes de la producción
No todas las curvas tienen la misma importancia. Algunos dobleces son fáciles de hacer y de mantener. Otros controlan el ajuste del conjunto, el aspecto visible o la posición de operaciones posteriores.
La solución consiste en identificar los pliegues críticos antes de ejecutar el trabajo. Si un pliegue influye en el ajuste o el aspecto de la pieza, debe comprobarse como un punto clave del proceso, no tratarlo como el resto de la geometría. Esto suele evitar la situación habitual en la que las piezas superan el doblado básico pero siguen causando problemas en el montaje o el acabado.
Utilizar prototipos para reducir riesgos
Los prototipos de doblado son útiles porque muestran los puntos débiles del dibujo. Los problemas de springback, marcado, distorsión local y orden de doblado suelen aparecer cuando la pieza ya está conformada.
El mejor uso de un prototipo no es sólo demostrar que la pieza se puede doblar una vez. Se trata de confirmar que la pieza puede doblarse de forma estable. Eso da al equipo la oportunidad de ajustar el radio, la holgura, el utillaje o el orden de doblado antes de que el trabajo pase a la producción repetida. En la mayoría de los casos, una pequeña corrección en la fase de prototipo es mucho más barata que repetidas correcciones durante la producción.
Conclusión
El conformado mediante plegadora sigue siendo una de las formas más prácticas de convertir una chapa plana en piezas repetibles. Funciona bien para soportes, paneles, cubiertas, bandejas y armarios porque ofrece una buena flexibilidad de conformado sin el coste de utillaje del estampado.
¿Está planificando una pieza de chapa metálica que requiera conformado con plegadora? Apoyamos proyectos desde el prototipo hasta la producción y podemos ayudarle con la revisión de plegados, comentarios de fabricabilidad y presupuestos personalizados. Envíenos sus planos o detalles del proyecto para que podamos discutir el mejor enfoque de conformado para su pieza.