
La serigrafía sobre metal es un proceso que transfiere tinta a una superficie metálica a través de una pantalla de malla. Se utiliza principalmente para añadir logotipos, texto, símbolos y gráficos sencillos a piezas metálicas.
A menudo se utiliza en paneles de control, armarios, placas de identificación, cubiertas y otras piezas que requieren marcas claras y duraderas. Funciona bien para colores sólidos y producción repetida, por lo que sigue siendo muy utilizado en la fabricación de metal.
A primera vista, el proceso parece sencillo. En la producción real, el resultado depende de mucho más que aplicar tinta a una superficie. El estado de la superficie, el tipo de tinta, el método de curado, la forma de la pieza y el área de impresión influyen en que la impresión tenga un aspecto nítido, permanezca adherida y se mantenga constante de un lote a otro.
Este artículo se centra en los casos en los que este proceso funciona bien, en lo que afecta a la calidad de impresión y en los límites que hay que tener en cuenta antes de pasar a la producción. También examina situaciones en las que otro método de marcado puede ser una mejor opción.

Dónde se utiliza habitualmente la serigrafía?
La serigrafía se utiliza normalmente para piezas metálicas que requieren marcas visuales claras y resistentes al desgaste. A pesar de la disponibilidad de opciones de impresión digital, sigue siendo un proceso estándar para el hardware industrial y comercial.
Piezas comunes que utilizan serigrafía
El proceso funciona bien para piezas expuestas a una manipulación regular o a condiciones ambientales específicas. Entre las aplicaciones más comunes se incluyen:
- Armarios y chasis personalizados: Servidores de montaje en bastidor, chasis de GPU y carcasas de equipos.
- Paneles frontales y placas frontales: Tarjetas de control, equipos de prueba e interfaces de dispositivos médicos.
- Placas de identificación y etiquetas metálicas: Placas de número de serie, etiquetas de especificaciones de maquinaria e insignias de marca.
Lo que se suele imprimir en superficies metálicas?
Dado que el proceso deposita una capa relativamente gruesa de tinta, suele utilizarse para gráficos funcionales más que para imágenes complejas. Los elementos impresos típicos son:
- Etiquetas de puertos de E/S (por ejemplo, USB, Alimentación) e indicadores de botones.
- Advertencias de seguridad e instrucciones de uso.
- Logotipos de empresa y gráficos de marca en colores sólidos.
- Marcas de alineación, cuadrículas y diales en herramientas de medición.
¿Por qué se sigue utilizando este procedimiento?
La decisión de utilizar la serigrafía suele depender de dos factores: la durabilidad del revestimiento y el volumen de producción.
La capa de tinta más gruesa aplicada por la pantalla ofrece mayor resistencia a la abrasión física y a la limpieza química que las impresiones digitales estándar. Desde el punto de vista de los costes, el proceso requiere un tiempo inicial de preparación de las pantallas y los dispositivos.
Por ejemplo, el marcado por láser o la impresión digital pueden ser más adecuados para 20 piezas prototipo. Sin embargo, una vez que la cantidad alcanza unos cientos de piezas, la serigrafía suele ser la opción más rentable porque el coste de configuración se reparte entre más unidades.
El proceso de serigrafía sobre metal
Un resultado estable depende de un control estricto de toda la secuencia de producción. Desde la preparación de la superficie hasta el curado, cada etapa afecta a la adherencia de la tinta, el aspecto y la durabilidad general.
Limpieza y preparación de superficies
Dado que el metal no es poroso, el estado de la superficie influye directamente en la adherencia. Los restos de líquidos de corte, aceites de estampación, huellas dactilares u oxidación pueden impedir que la tinta se adhiera al sustrato.
Antes de imprimir, el metal debe desengrasarse y limpiarse a fondo. Por ejemplo, la impresión en un chasis de servidor con recubrimiento de polvo requiere una formulación de tinta y un perfil de curado diferentes que la impresión en aluminio desnudo cepillado. Dependiendo del material base y de su acabado, la preparación puede implicar toallitas químicas, baños alcalinos o una ligera abrasión de la superficie para garantizar una correcta adhesión de la tinta.
Configuración y alineación de la pantalla
La impresión de varias piezas requiere un posicionamiento constante. Las fijaciones de herramientas y las plantillas personalizadas mantienen la pieza metálica firmemente en su sitio. Si un diseño requiere varios colores, es necesario un registro preciso.
Una mala alineación en esta fase provoca solapamientos o huecos entre las capas de tinta. Para evitarlo, se necesitan plantillas mecanizadas de precisión que mantengan tolerancias de registro de hasta +/- 0,1 mm.
Aplicación de tinta y control de capas
Las tintas metálicas especializadas, como los epoxis de dos componentes o las fórmulas con base de disolvente, se aplican a través de la malla. Una rasqueta empuja la tinta a través de la malla hasta la pieza metálica.
Variables como la presión de la racleta, el ángulo y el número de mallas determinan el grosor final de la capa de tinta. Una configuración incorrecta puede hacer que la impresión aparezca descolorida o que la tinta traspase los bordes previstos.
Secado y curado
El metal no absorbe la tinta húmeda, por lo que la impresión debe curarse para endurecerse y adherirse a la superficie. Dependiendo de la formulación específica de la tinta, las piezas se secan al aire para que se evaporen los disolventes o se cuecen en un horno transportador.
La cocción térmica acelera la reticulación, creando una unión permanente con el metal desnudo o su revestimiento protector.
Inspección y manipulación
Los lotes acabados se someten a controles de calidad antes del envasado. Los operarios inspeccionan para detectar problemas visuales como bordes borrosos, agujeros de alfiler o cobertura incompleta. Para verificar la adherencia física, los fabricantes suelen utilizar la prueba de adherencia cruzada (ASTM D3359).
Si la tinta se descascarilla o se pela al probarla con cinta normalizada, el lote no pasa la inspección, lo que suele indicar un problema subyacente con la preparación de la superficie o la temperatura de curado.
Qué piezas y gráficos se adaptan a este proceso?
La serigrafía es un proceso mecánico. Su éxito depende en gran medida de la geometría física de la pieza de chapa y de la complejidad del diseño. Se basa en plantillas físicas, lo que la hace muy eficaz para determinadas aplicaciones, pero inadecuada para otras.
Gráficos, textos y logotipos sencillos
Este proceso funciona mejor con gráficos vectoriales sólidos, colores directos (como los Pantone) y texto en bloque. Dado que la tinta se empuja a través de una plantilla, la serigrafía no puede reproducir con precisión degradados, sombreados o imágenes fotográficas muy detalladas.
Para evitar que la tinta se corra o que las mallas se atasquen durante una tirada de producción, recomendamos diseñar con límites estrictos:
- Mantenga el peso mínimo de las líneas por encima de 0,2 mm.
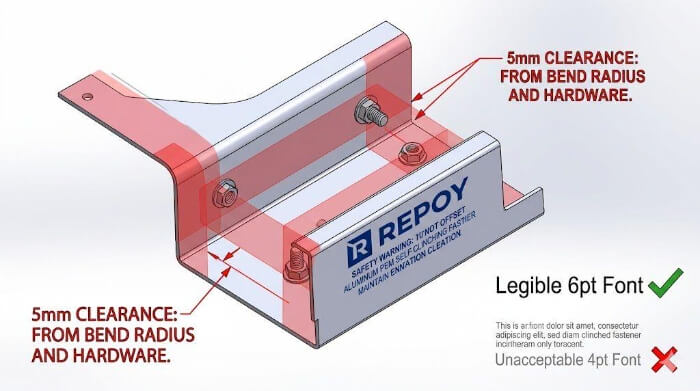
- El tamaño del texto no debe ser inferior a 6 pt.
Piezas con zonas de impresión claras y accesibles
La rasqueta de impresión requiere un recorrido plano y sin obstáculos para aplicar una presión uniforme. Como fabricante integral de chapas metálicas, siempre preferimos imprimir sobre la pieza en bruto plana cortada por láser antes de que pase a la plegadora CNC para su plegado.
Si la impresión debe realizarse en una carcasa conformada (como un armario de control soldado o un soporte complejo), el área de impresión debe ser completamente plana. Debe estar alejada de bridas internas, separadores PEM o esquinas soldadas por puntos que podrían impedir que el marco de la pantalla se asiente a ras contra el metal.
Como regla estándar de ingeniería de chapa metálica, deje un espacio libre de al menos 5 mm desde cualquier radio de curvatura o herraje elevado. Ignorarlo provoca una distribución desigual de la tinta y un alto índice de desechos.
Empleos en los que importa repetir la producción
Cada color de un diseño requiere una pantalla, un positivo de película y una configuración de alineación distintos. Para un solo prototipo o un lote de 10, este tiempo de preparación hace que el coste por unidad sea prohibitivamente alto.
Sin embargo, para una tirada de producción de 500 o 5.000 unidades, el coste inicial de utillaje se distribuye. Si su proyecto requiere un gran volumen de piezas de chapa idénticas con marcas duraderas, la serigrafía resulta estructural y económicamente lógica.
Qué suele afectar a la calidad de impresión?
La calidad de impresión en metal no falla al azar; falla cuando fallan los controles del proceso. La adherencia final, la nitidez y la consistencia del gráfico vienen determinadas por la forma en que el fabricante gestiona las variables específicas de la fábrica.
Limpieza y adherencia de la superficie
La adherencia es el parámetro más crítico. Si la chapa metálica retiene incluso capas microscópicas de refrigerante de mecanizado, aceite antioxidante o aceites de la piel humana, la tinta no superará la prueba de la cinta cruzada.
Un tratamiento previo adecuado aumenta la energía superficial del metal, lo que permite que la tinta se adhiera correctamente. Este tratamiento varía según el sustrato: el aluminio desnudo o el acero inoxidable pueden requerir una limpieza con disolvente, mientras que el acero laminado en frío (CRS) suele necesitar un lavado alcalino controlado antes de llegar a la estación de impresión.
Tipo de tinta y método de curado
No existe una tinta metálica universal. Las tintas epoxi de dos componentes ofrecen una excelente resistencia química para entornos industriales, pero tienen una vida útil corta, lo que las hace más difíciles de manejar durante largas tiradas de producción.
Las tintas al horno o con base de disolvente requieren perfiles de temperatura precisos para curarse. Por ejemplo, si una caja NEMA con revestimiento de polvo se hornea a una temperatura demasiado alta para curar la tinta, el revestimiento de polvo subyacente puede ablandarse o decolorarse.
Los ingenieros deben especificar el entorno operativo (por ejemplo, exposición a rayos UV, limpieza química) para que el fabricante pueda seleccionar la química de tinta y el perfil de curado térmico correctos.
Cobertura, nitidez y consistencia
Los bordes nítidos y los colores opacos dependen del utillaje físico. Un mayor número de mallas (una pantalla más fina) permite un texto más nítido, pero deposita menos tinta. Esto puede hacer que los colores claros parezcan translúcidos en acabados metálicos oscuros.
Por el contrario, una presión excesiva de la racleta o una tinta poco densa harán que el gráfico se corra o se desborde más allá de los límites previstos.
Mantener la viscosidad de la tinta, la tensión de la pantalla y el ángulo de la racleta constantes en un pedido de estampación o fabricación de gran volumen es la principal diferencia entre una instalación de fabricación controlada y una imprenta básica.
Cómo cambian el resultado la superficie y el acabado del metal?
Una misma ilustración puede tener un aspecto muy diferente sobre metal desnudo, metal con recubrimiento en polvo, metal cepillado o aluminio anodizado. La serigrafía interactúa directamente con las propiedades físicas y químicas del sustrato. Por eso hay que ultimar el acabado de la superficie antes de confirmar el método de impresión.
Metal desnudo frente a metal recubierto
Los metales desnudos, como el acero laminado en frío o el aluminio estándar, tienen una alta energía superficial, lo que permite que la tinta se extienda uniformemente. Sin embargo, los metales desnudos son propensos a la oxidación, por lo que deben imprimirse inmediatamente después de limpiarlos.
Las superficies recubiertas se comportan de forma diferente. La impresión en una superficie revestida de polvo termoestable requiere una tinta que se adhiera químicamente a la capa de pintura, no al metal subyacente. Si la recubrimiento en polvo tiene una textura muy mate o arenosa, la tinta se asentará en los picos de la textura, dejando microvacíos en los valles.
Si es obligatorio un recubrimiento en polvo con mucha textura, nuestra solución de ingeniería consiste en enmascarar la zona de impresión específica antes del recubrimiento en polvo o especificar una imprimación lisa optimizada para serigrafía para esa zona.
Superficies cepilladas, pulidas y texturizadas
El grano superficial afecta directamente a la nitidez de los bordes de impresión. En acabados cepillados (como el acero inoxidable cepillado #4), la tinta puede fluir a lo largo de la dirección microscópica del grano por capilaridad. Esto provoca un defecto conocido como "feathering" en los bordes del texto.
Pulido o los metales con acabado de espejo presentan el problema contrario. Suelen ser demasiado lisos para que la tinta se adhiera mecánicamente. Estas superficies suelen requerir un promotor de adherencia o una imprimación química específica antes de la impresión.
Por qué es importante el tratamiento previo antes de imprimir
Si la tinta se desprende de una pieza metálica, el problema no suele ser la tinta en sí. La causa principal es una tensión superficial deficiente provocada por la contaminación.
En un entorno de fabricación estándar, la chapa acumula aceites de estampación, lubricantes de prensas plegadoras y hollín de soldadura. Si estos residuos no se eliminan completamente en un baño desengrasante, actúan como agente desmoldeante. Un pretratamiento adecuado garantiza que la energía superficial del metal sea superior a la tensión superficial de la tinta, lo que permite una "humectación" y una adhesión adecuadas.
Límites de diseño que suelen causar problemas
Algunos fallos de impresión empiezan en el archivo CAD y no en la línea de producción. Los elementos pequeños, los espacios reducidos, las curvas y las piezas inestables pueden reducir la calidad de impresión y aumentar el porcentaje de piezas desechadas.
Texto pequeño, líneas finas e interlineado cerrado
Al empujar la tinta a través de una malla tejida, la física limita lo fino que puede ser un detalle. Si las letras son demasiado pequeñas o se colocan demasiado juntas, la tinta húmeda se extenderá ligeramente y cubrirá el hueco. Esto hace que letras como la "a", la "e" y la "o" se rellenen por completo.
Para evitar problemas de legibilidad y obstrucción de la malla, hay que diseñar para la fabricación (DFM):
- Evite las fuentes con gracias finas o de trazo variable.
- Mantenga una separación mínima de 0,3 mm entre líneas paralelas.
- Mantenga el bloque de texto estándar a 6pt o más.
Bordes, curvas y superficies irregulares
La escobilla de goma necesita una trayectoria continua y plana. Si el rasero golpea una costura de soldadura elevada, un agujero avellanado o un sujetador PEM, rebotará. Este rebote deja un vacío o una fuerte mancha de tinta inmediatamente después del obstáculo.
Como se ha indicado anteriormente, deje siempre un espacio libre de al menos 5 mm desde cualquier línea de doblado. Si un gráfico debe cruzar una costura o situarse cerca de un borde, la ruta de fabricación preferida es imprimirlo en la pieza en bruto plana antes de cualquier doblado CNC o inserción de hardware.
Piezas difíciles de sujetar y alinear
La impresión multicolor requiere un registro perfecto. Para conseguirlo, la pieza metálica debe fijarse firmemente en una plantilla personalizada.
Si un soporte estampado tiene curvas orgánicas y no tiene bordes de referencia rectos, el operario no puede indexar la pieza de forma coherente. Cada pieza se asentará de forma ligeramente diferente en la fijación, lo que provocará que el logotipo o el texto se desplacen. Si el perfil externo debe ser irregular, nuestros ingenieros suelen añadir orificios de utillaje cortados con láser en zonas ocultas del patrón plano para garantizar un registro sin errores en la plantilla de impresión.
Cómo elegir entre la serigrafía y otras opciones?
La serigrafía no siempre es la mejor opción. En función del nivel de detalle requerido, las necesidades de durabilidad y el volumen de producción, otros métodos pueden proporcionar resultados más estables.
Marcado por láser para detalles finos y marcas permanentes
El marcado por láser utiliza un haz enfocado para alterar físicamente la capa superior del material. Es excelente para microtextos, códigos QR y datos variables (como números de serie secuenciales), mientras que la serigrafía requeriría una nueva pantalla para cada pieza.
Sin embargo, mientras que el marcado por láser es extremadamente rápido para texto fino, utilizar un láser para rellenar un logotipo grande de color sólido requiere un escaneado milímetro a milímetro. Esto aumenta exponencialmente los tiempos de ciclo y los costes de las piezas. La serigrafía rellena esa misma área grande con un solo barrido, en un segundo.
Impresión UV para imágenes a todo color
La impresión digital UV funciona como una impresora de inyección de tinta de alta gama, curando la tinta al instante mediante luz UV. Es la única opción práctica si su diseño incluye degradados de color CMYK, sombreados o elementos fotográficos.
Es muy rentable para prototipos de bajo volumen, ya que no hay costes de preparación de la pantalla. La contrapartida es la durabilidad. Por lo general, las tintas digitales de curado UV se asientan en la superficie y tienen menor resistencia a los arañazos y a los productos químicos que las tintas de serigrafía epoxi horneadas.
Aguafuerte o grabado para entornos difíciles
En el caso de equipos utilizados en condiciones extremas, como entornos marinos, mineros o de procesamiento químico, la tinta de la superficie puede desgastarse con el tiempo.
El grabado químico o el grabado CNC eliminan el metal para crear una depresión física, que a menudo se rellena con una pintura esmaltada muy duradera. Aunque la pintura se raye años después, el texto grabado sigue siendo físicamente legible. Se trata del método de marcaje más duradero que existe, aunque conlleva tiempos de ciclo y costes más elevados.

Conclusión
La serigrafía funciona bien cuando la pieza, la superficie y el gráfico se adaptan al proceso. Proporciona marcas claras, una gran cobertura de color y resultados estables en la producción repetida.
La mayoría de los problemas no proceden de la propia fase de impresión. Suelen deberse a las condiciones de la superficie, a un curado deficiente o a decisiones de diseño inadecuadas para el proceso. Pequeños detalles como la ubicación de la impresión, el acabado de la superficie y el espaciado de las características pueden afectar significativamente al resultado final.
Si está trabajando en una pieza metálica con logotipos, etiquetas o marcas, es útil revisar el diseño y el estado de la superficie antes de hacer un pedido. Un pequeño ajuste en esta fase puede evitar defectos y reducir el coste total.
Cargue su dibujo y póngase en contacto con nosotros hoy mismo. Revisaremos su pieza, evaluaremos si la serigrafía es una buena opción y le proporcionaremos información práctica antes de que comience la producción. Esto puede ayudarle a reducir el riesgo de impresión, evitar repeticiones innecesarias y acelerar el proceso de oferta y muestreo.