
Los agujeros ciegos son comunes en las piezas mecanizadas, pero a menudo crean más problemas de los que sugiere su tamaño. En producción, un agujero ciego pequeño puede afectar a la evacuación de virutas, la longitud de rosca útil, la holgura inferior y la aprobación de la primera pieza.
Por este motivo, los agujeros ciegos deben definirse con antelación y no corregirse posteriormente en el taller. Si la profundidad, la forma del fondo y los requisitos de roscado no están claros, el resultado suele ser un roscado corto, machos rotos, ciclos más lentos o repeticiones de trabajo evitables.
Esta guía se centra en los puntos que más importan en la producción. Explica qué es un agujero ciego, cuándo utilizarlo y por qué suele necesitar más control que un agujero pasante.

¿Qué es un agujero ciego?
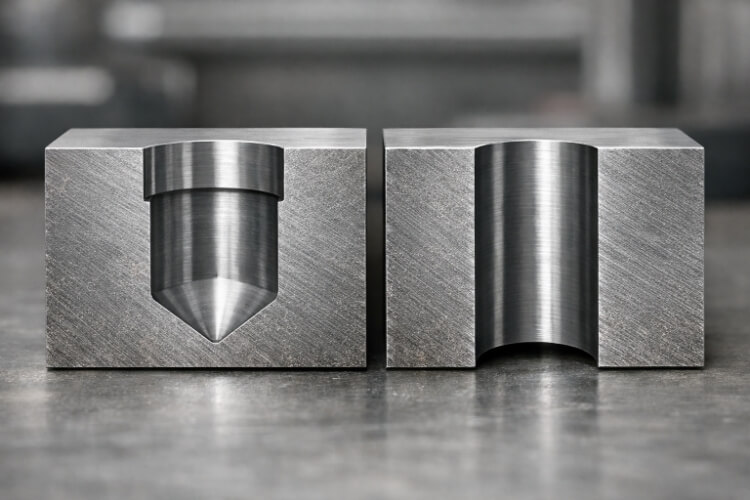
Un orificio ciego es un orificio que se introduce en una pieza pero que no atraviesa todo el grosor. Se detiene a una profundidad controlada y tiene un fondo cerrado. A diferencia de un agujero pasante, no se abre en el lado opuesto de la pieza.
Un agujero ciego difiere en que la profundidad especificada debe ser compatible con la función real de la característica, no sólo coincidir con el número que aparece en el dibujo. El orificio debe tener una profundidad útil suficiente y mantener cerrado el otro lado de la pieza.
En el mecanizado real, una broca estándar no suele crear un fondo plano. Deja un fondo en ángulo debido a la geometría de la punta de la broca. Los ángulos de punta habituales, como 118° y 135°, implican que la parte inferior del taladro no es totalmente utilizable como profundidad de pared recta.
Los agujeros ciegos suelen utilizarse cuando la parte posterior de la pieza debe permanecer cerrada. Esto es habitual en recintos, cubre, puntos de montaje y características roscadas. Los diseñadores pueden elegir un orificio ciego para proteger la superficie exterior, mantener sellada una pared o crear una fijación interna sin romper la cara opuesta.
Agujero ciego frente a agujero pasante
A nivel básico, la diferencia es simple. Un orificio pasante atraviesa completamente la pieza, mientras que un orificio ciego se detiene dentro del material y deja un fondo cerrado.
Desde el punto de vista de la fabricación, esta diferencia es más importante de lo que parece en el plano. Los agujeros pasantes suelen ser más fáciles de mecanizar porque las virutas pueden salir más libremente, el refrigerante puede llegar más fácilmente a la zona de corte y la herramienta no necesita detenerse a una profundidad interna fija.
Los agujeros ciegos requieren más control. El fondo cerrado dificulta la evacuación de virutas, aumenta el riesgo de calor atrapado y deja menos espacio para errores de taladrado y roscado. En los elementos roscados, esta diferencia es aún más importante, ya que el orificio tiene que proporcionar tanto una rosca utilizable como un espacio libre suficiente por debajo de la rosca.
La elección correcta depende de la función. Si la pieza necesita una pared sellada, una cara exterior protegida o un tope interno controlado, un agujero ciego puede ser la mejor opción. Si no se dan esas condiciones, un orificio pasante suele ser la opción más sencilla y de menor riesgo para el mecanizado, el roscado y la inspección.
Cuándo utilizar un agujero ciego?
Un orificio ciego sólo debe utilizarse cuando un fondo cerrado cumple una función clara. En la mayoría de los casos, eso significa estanqueidad, profundidad de inserción controlada, una superficie exterior protegida o fijación interior sin rotura.
Cuándo debe permanecer cerrada la parte trasera?
Un orificio ciego suele ser la elección correcta cuando el lado más alejado de la pieza debe permanecer intacto. Esto es habitual en cubiertas, carcasas, paredes selladas y caras exteriores visibles en las que un orificio pasante crearía una vía de fuga, debilitaría la pared o dejaría una abertura no deseada.
En estos casos, un orificio ciego permite que el diseño mantenga intacta la pared exterior al tiempo que proporciona una característica de montaje o roscado. Cuando la cara posterior sirve para sellar, proteger o mejorar la apariencia, un agujero ciego suele estar justificado.
¿Cuándo necesita el diseño una profundidad fija?
Un orificio ciego también tiene sentido cuando el elemento debe detenerse a una profundidad controlada. Esto es habitual cuando sujetadorEl pasador de fijación o la pieza de acoplamiento deben encajar sólo hasta una distancia determinada dentro del componente.
En este caso, la profundidad del orificio forma parte de la función. El fondo del orificio ayuda a controlar el ajuste, la alineación o la posición del tope de montaje de un modo que un orificio pasante no puede.
Esto es aún más importante en los orificios roscados, donde el acoplamiento requerido no es arbitrario. Una regla empírica común es aproximadamente 1× el diámetro nominal de la rosca en acero y aproximadamente 2× en aluminio. En los agujeros ciegos de aluminio, la profundidad útil se consume más rápido de lo que muchos dibujos esperan.
Cuándo importa el sellado o la apariencia?
Algunas piezas utilizan agujeros ciegos porque la superficie exterior debe permanecer cerrada y limpia. Esto puede deberse al sellado, la resistencia a la corrosión, el aislamiento eléctrico o para evitar que la cara exterior muestre una abertura o un extremo de fijación expuesto.
En estos casos, el agujero ciego favorece tanto la función como el aspecto. Si un orificio de rotura podría dañar el sellado, la calidad de la superficie o el aspecto final de la pieza, un orificio ciego suele ser la mejor opción.
Por qué los agujeros ciegos son más difíciles de mecanizar?
Los agujeros ciegos crean límites de mecanizado que no tienen los agujeros pasantes. Las secciones siguientes explican dónde el control de la viruta, el calor, la profundidad y el roscado suelen resultar más difíciles.
Las virutas son más difíciles de limpiar
La evacuación de virutas es una de las principales razones por las que los agujeros ciegos son más difíciles de mecanizar. A medida que la broca profundiza, las virutas tienen menos espacio para romperse, moverse y salir del agujero.
En un agujero pasante, las virutas suelen poder avanzar y salir del corte con más facilidad. En un agujero ciego, tienden a quedarse atrapadas cerca del fondo durante más tiempo. Esto puede provocar un nuevo corte, superficies más rugosas, una mayor carga de corte y un desgaste más rápido de la herramienta.
Una regla útil en el taller es que el taladrado de pico suele ser más necesario una vez que la profundidad del agujero supera unas 3-4 veces el diámetro de la broca. En ese momento, la evacuación de virutas suele convertirse en el principal límite del proceso.
El calor es más difícil de controlar
El calor también es más difícil de controlar en un agujero ciego porque el corte se produce en un espacio más cerrado. Cuanto más profundo penetra la herramienta en el elemento, más difícil es que el calor escape del corte.
Esto es importante porque el exceso de calor acorta la vida útil de la herramienta y aumenta la variación entre agujeros repetidos. Una vez que el flujo de viruta ya es débil, el calor atrapado suele hacer que el proceso sea menos estable.
Por este motivo, los taladros ciegos suelen requerir un control más cuidadoso del avance, la velocidad, el acceso del refrigerante y el ciclo de taladrado que un taladro pasante similar.
Es más fácil equivocarse en la profundidad
Un agujero ciego depende del control de la profundidad, por lo que la herramienta debe detenerse siempre en el punto correcto. Esto crea otra fuente de riesgo.
El orificio debe ser lo suficientemente profundo para cumplir el requisito funcional, pero no tanto como para debilitar la pared restante o romper el lado más alejado. Esto se vuelve más delicado cuando la pieza tiene secciones delgadas, múltiples profundidades de agujeros ciegos o una sección roscada cerca de la parte inferior.
El fondo del agujero también añade complejidad. Dado que las brocas estándar dejan un fondo en ángulo, la última parte del orificio no es totalmente utilizable como profundidad de pared recta. Si el dibujo no tiene en cuenta esta circunstancia, el orificio puede cumplir la profundidad nominal y aun así fallar en el montaje.
Es más probable que fracase el tapping
El roscado de agujeros ciegos suele ser uno de los pasos de mayor riesgo de todo el proceso. El macho corta roscas en un orificio de fondo cerrado, por lo que tiene menos espacio para virutas y menos margen de error.
Si el orificio taladrado no deja suficiente espacio libre por debajo de la rosca completa requerida, el macho de roscar puede llegar al fondo demasiado pronto. Una vez que las virutas se compactan cerca del fondo, el par de corte aumenta rápidamente y es mucho más probable que se rompan los machos de roscar.
Incluso cuando el macho de roscar no se rompe, la rosca puede ser deficiente. La rosca utilizable puede quedar corta, rugosa cerca del fondo o parcialmente bloqueada por virutas. Un agujero con rosca ciega puede parecer completo y aun así fallar en el montaje.
¿Cómo diseñar un agujero ciego?
Un buen agujero ciego empieza por un diseño que se ajuste al proceso real. Estos puntos muestran cómo la profundidad, la forma del fondo y la geometría cercana afectan a la fabricabilidad.
Profundidad total y profundidad útil
Uno de los errores de diseño más comunes es tratar todas las profundidades perforadas como igualmente utilizables. En la práctica, la profundidad total de perforación y la profundidad funcional utilizable suelen ser diferentes.
La profundidad total es la distancia que la herramienta se extiende en la pieza. La profundidad útil es la parte que realmente soporta la función, como el roscado, la inserción de pasadores o la holgura para un elemento de acoplamiento.
Un diseño más sólido define primero la profundidad funcional y luego deja suficiente profundidad de perforación adicional para que el proceso cree ese resultado de forma segura. En los orificios roscados pequeños, incluso una pequeña pérdida de profundidad útil puede reducir el acoplamiento real.
Profundidad del orificio y profundidad de la rosca
En los agujeros ciegos roscados, la profundidad del agujero y la profundidad de la rosca no deben tratarse como el mismo valor. Por lo general, el orificio taladrado debe ser más profundo que la rosca completa requerida.
Este espacio adicional permite que el macho de roscar se desplace cerca de la parte inferior y ofrece a las virutas un lugar al que ir en lugar de atascarse en la zona de la rosca. Si el dibujo muestra sólo una profundidad, el taller tendrá que adivinar si ese número se refiere a la profundidad total taladrada o a la profundidad de roscado utilizable.
Aquí es también donde importa el enganche real. Una regla empírica común es aproximadamente 1× diámetro nominal de engrane en acero y aproximadamente 2× diámetro nominal en aluminio. Esto hace que la planificación de la profundidad de los agujeros ciegos sea especialmente importante en las piezas de aluminio, donde los requisitos de longitud de rosca pueden aumentar rápidamente.
¿Por qué el fondo del agujero no es plano?
Una broca estándar suele crear un fondo cónico, no plano. Esto tiene un efecto directo en el funcionamiento del orificio ciego.
Si la característica depende de una superficie de asiento plana o de un contacto de profundidad total en la parte inferior, un orificio taladrado estándar puede no ser suficiente. La forma del fondo puede reducir la profundidad útil, cambiar la forma en que se asienta una pieza de acoplamiento o limitar la zona de rosca realmente efectiva.
No implique un fondo plano a menos que la pieza realmente lo necesite. Cuando un fondo plano es crítico para la función, suele significar que es necesaria una segunda operación tras el taladrado.
¿Cómo afectan la profundidad y el diámetro a la estabilidad?
La profundidad y el diámetro trabajan juntos en un agujero ciego. A medida que el agujero se hace más profundo en relación con su diámetro, el proceso suele volverse menos estable y más sensible a la evacuación de virutas, el calor y el comportamiento de la herramienta.
Un agujero ciego poco profundo y de mayor diámetro suele ser más fácil de realizar que uno profundo y estrecho. Las brocas más pequeñas son menos rígidas, los cortes más profundos dificultan la evacuación de la viruta y el acceso del refrigerante es más limitado a medida que aumenta la profundidad.
¿Cómo se mecanizan y roscan los agujeros ciegos?
Los agujeros ciegos suelen hacerse por etapas. Primero se taladra el orificio y luego se le da un acabado adicional si el diseño necesita un fondo más plano o una sección roscada.
Taladrado de un agujero ciego estándar
Un agujero ciego estándar suele perforarse a una profundidad controlada. A diferencia de un orificio pasante, la herramienta no puede salir por el otro lado, por lo que la profundidad taladrada tiene que soportar tanto la función de la característica como la geometría dejada por el punto de taladrado.
El taladrado estándar define el cuerpo del agujero, no la condición final del fondo utilizable. Si más adelante el elemento necesita una rosca completa cerca del fondo o una superficie de asiento plana, el primer paso de taladrado debe dejar espacio para la siguiente operación.
¿Cuándo se utiliza la perforación por picoteo?
El taladrado de pico se utiliza cuando la acumulación de virutas se convierte en un verdadero límite del proceso. En lugar de taladrar toda la profundidad en un único avance continuo, la herramienta avanza por pasos y se retrae entre cortes, lo que permite que las virutas se rompan y se desprendan más fácilmente.
Esto resulta más útil a medida que aumenta la profundidad, especialmente una vez que el orificio se desplaza más allá de 3-4 veces el diámetro de perforación. En ese punto, la evacuación de la viruta suele convertirse en el principal problema, más que el tamaño nominal del orificio.
El taladrado Peck añade tiempo de ciclo, pero suele ser más barato que tener que volver a cortar, que se acumule calor, que el acabado sea deficiente o que surjan problemas en el siguiente paso.
¿Cuándo se necesita un orificio de fondo plano?
Una broca estándar no produce un fondo plano. Deja un fondo cónico que sigue la geometría de la punta de la broca.
Si el elemento necesita una cara de asiento, un tope de profundidad preciso o una zona inferior más utilizable, el taladrado por sí solo puede no ser suficiente. En ese caso, suele ser necesaria una segunda operación tras el taladrado.
La pregunta clave es sencilla: ¿Necesita realmente la pieza un fondo plano para su función, o el dibujo sólo lo implica por costumbre? Si la función no lo exige, añadir un fondo plano suele añadir costes y tiempo sin aportar mucho valor.
Elegir el método de fresado de roscas o machos de roscar adecuado
El método de roscado debe ajustarse al orificio, el material y el nivel de riesgo de la pieza. En los orificios ciegos, el control de la viruta es más importante, por lo que la elección del macho de roscar también lo es.
Para muchos orificios de rosca ciega, un macho de roscar de estrías helicoidales es una opción práctica porque ayuda a tirar de las virutas hacia arriba en lugar de forzarlas a profundizar en el orificio. Cuando la característica es de alto riesgo, el fresado de roscas suele ser el método más seguro.
El fresado de roscas es más lento en algunos casos, pero proporciona un mejor control cuando la calidad de la rosca es crítica o cuando sería costoso recuperar un macho de roscar roto. El mejor método no es siempre el más rápido. Es el que ofrece resultados estables en todo el lote.
¿Cómo inspeccionar un agujero ciego?
Un orificio ciego sólo es útil si el elemento acabado funciona realmente en el montaje. Las comprobaciones siguientes se centran en la función, no solo en las dimensiones nominales.
Comprobación de la profundidad del orificio
La profundidad del orificio es una de las primeras cosas que hay que confirmar en un orificio ciego. Dado que el elemento se detiene en el interior de la pieza, incluso un pequeño defecto puede reducir el acoplamiento de la fijación, limitar la inserción del pasador o eliminar la holgura inferior necesaria para el roscado.
El principal error de inspección es comprobar sólo el punto más profundo que deja la punta del taladro. En un agujero ciego, ese valor no siempre coincide con la profundidad funcional utilizable, porque el taladro deja un fondo en ángulo en lugar de una sección completa de pared recta.
Un buen método de inspección comprueba la profundidad que realmente importa a la pieza. En un orificio ciego roscado, esto suele significar confirmar que tanto la profundidad taladrada como la holgura inferior restante admiten la rosca útil necesaria.
Comprobación de la calidad del hilo
En el caso de los orificios ciegos roscados, la calidad de la rosca es tan importante como la profundidad del orificio. Una rosca puede tener un aspecto aceptable y, aun así, fallar en el montaje si el acoplamiento utilizable es más corto de lo que requiere el diseño o si las virutas han dañado la rosca cerca de la parte inferior.
Aquí es donde realmente importa el acoplamiento. Una regla empírica común es aproximadamente 1× el diámetro de acoplamiento nominal en acero y aproximadamente 2× en aluminio, aunque los materiales más blandos o las uniones de mayor carga pueden requerir más.
La inspección debe confirmar no sólo que existen roscas, sino que la longitud de rosca utilizable soporta la unión. En los orificios roscados ciegos, esa es la diferencia entre una rosca que parece completa y una que realmente funciona.
¿Qué debe confirmar la inspección de la primera pieza?
La inspección de la primera pieza es especialmente valiosa para los agujeros ciegos, ya que los problemas de agujeros ciegos suelen repetirse una vez que se establece el ciclo. Si la primera pieza ya muestra poca profundidad, un enganche corto o un control de virutas deficiente, el mismo problema puede continuar en todo el lote.
En el caso de un orificio ciego, la inspección de la primera pieza debe confirmar la profundidad taladrada, el estado de la rosca si el orificio está roscado y la holgura restante por debajo de la rosca utilizable. Estas comprobaciones muestran si el proceso está produciendo un orificio funcional o sólo uno nominal.

¿Cómo mostrar un agujero ciego en un dibujo?
Un agujero ciego sólo puede mecanizarse correctamente si el dibujo es claro. Los siguientes puntos muestran lo que debe comunicar la llamada para evitar errores de taller.
¿Qué debe incluir el dibujo?
Una anotación de agujero ciego debe incluir la información necesaria para realizar y comprobar correctamente el elemento. Como mínimo, esto significa el tamaño del orificio, la profundidad total de perforación y si el orificio es liso o roscado.
Profundidad del orificio frente a profundidad de la rosca
La profundidad del orificio y la profundidad de la rosca no deben tratarse como el mismo valor a menos que el proceso y la función los hagan realmente iguales. En la mayoría de los orificios de rosca ciega, el orificio taladrado debe extenderse a mayor profundidad que la rosca completa requerida.
Aquí es también donde importa el enganche real. Una regla empírica común es aproximadamente 1× diámetro nominal de enganche en acero y aproximadamente 2× diámetro nominal en aluminio.
¿Qué debe mostrar una llamada clara?
Una descripción clara del orificio ciego debe indicar al taller lo que debe controlarse y lo que no requiere una precisión innecesaria. En el caso de un orificio ciego liso, esto suele significar el diámetro y la profundidad total requerida.
Para un agujero ciego roscado, esto suele significar la especificación de la rosca, la profundidad de rosca efectiva requerida, la profundidad de perforación de apoyo y cualquier condición del fondo que afecte a la función. Debe indicarse claramente qué profundidad controla la función y qué profundidad soporta únicamente el proceso.
Conclusión
Los agujeros ciegos parecen sencillos, pero requieren más control que muchas otras características de los agujeros. Dado que el orificio se detiene dentro de la pieza, afecta al diseño, el taladrado, el roscado, la inspección y la claridad del dibujo.
Por eso, un orificio ciego debe ser una decisión funcional, no predeterminada. Cuando el diseño necesita una cara posterior cerrada, una profundidad de inserción controlada o una cara exterior limpia, un orificio ciego puede ser la respuesta adecuada.
¿Necesita ayuda con orificios ciegos, elementos roscados o diseño de piezas listas para el mecanizado? Envíenos sus planos o requisitos del proyectoy nuestro equipo de ingeniería revisará la característica, identificará los riesgos de mecanizado con antelación y proporcionará información práctica para la producción, el coste y el plazo de entrega.
Preguntas frecuentes
¿Por qué los agujeros ciegos son más difíciles de mecanizar?
Los agujeros ciegos son más difíciles de mecanizar porque la herramienta debe cortar en un espacio reducido. La evacuación de la viruta, el control del calor, la holgura del fondo y la precisión de la profundidad se vuelven más delicados.
¿Cuánta profundidad adicional necesita un orificio roscado ciego?
Normalmente, el orificio taladrado debe ser más profundo que la rosca completa requerida. Una regla práctica es dejar aproximadamente 0,5× el diámetro del orificio como espacio sin roscar en la parte inferior para que el macho de roscar tenga espacio para correr y las virutas tengan espacio para acumularse.
¿Por qué se rompen los grifos en los agujeros ciegos?
Los machos de roscar suelen romperse en agujeros ciegos porque las virutas se compactan cerca del fondo, el agujero perforado es demasiado poco profundo o la holgura del fondo no es suficiente. Una vez que aumenta el par de apriete, el fallo puede producirse rápidamente, y la recuperación puede resultar costosa.
¿Cuándo debe cambiarse un agujero ciego por un agujero pasante?
Un agujero ciego debe reconsiderarse cuando la pieza no necesita realmente un fondo cerrado. Si un orificio pasante puede cumplir la misma función, suele ser la opción más sencilla y de menor riesgo.


