Sí, el aluminio se puede pintar con pintura en polvo. Además, es una de las mejores formas de dar a este metal ligero un rendimiento duradero y un aspecto limpio. Muchos fabricantes, arquitectos e ingenieros optan por el recubrimiento en polvo porque confiere al aluminio un acabado resistente, uniforme y ecológico.
Muchas empresas tienen que lidiar con revestimientos que se decoloran, desconchan o corroen en pocos años. El recubrimiento en polvo reduce estos problemas formando una capa continua que protege el metal de la luz ultravioleta, la humedad y los impactos. Y lo hace sin utilizar disolventes ni metales pesados.
Cuando el proceso se realiza correctamente, una pieza de aluminio con revestimiento de polvo puede mantener su color y brillo de 10 a 15 años en exteriores. La superficie se mantiene lisa y resistente a la corrosión. Esto hace que el acabado sea una buena elección para marcos de ventanas, armarios eléctricos, molduras de automóviles y equipos industriales.

Qué es el recubrimiento en polvo y cómo funciona?
El recubrimiento en polvo es un método de acabado en seco que utiliza la electricidad estática y el calor para adherir una capa de polvo a la superficie metálica. El polvo se funde y se fusiona formando una película lisa. No depende de la evaporación del disolvente, como la pintura líquida.
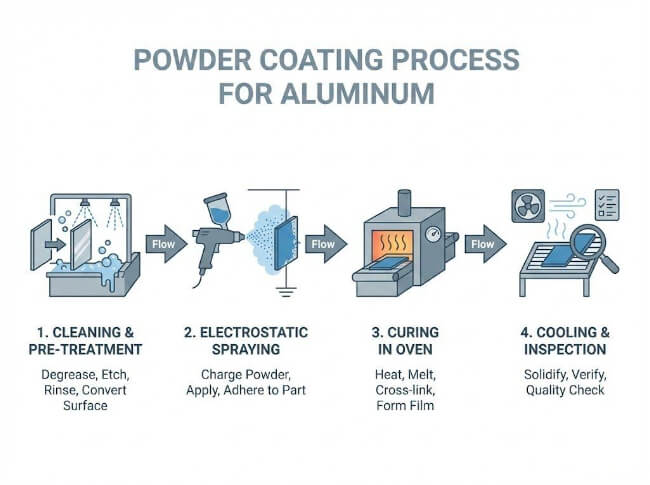
Este es el proceso básico:
- Aplicación electrostática
La pistola de pulverización carga el polvo. El aluminio conectado a tierra atrae las partículas cargadas. - Curado por calor
La pieza se introduce en un horno a 160-200 °C (320-390 °F) durante 10-20 minutos. El polvo se funde, fluye y forma una capa estable. - Refrigeración
La pieza se enfría y el revestimiento se convierte en una cáscara sólida y duradera.
Hay dos tipos comunes de polvo:
- Polvos termoestables forman uniones permanentes cuando se curan. No vuelven a fundirse. Funcionan bien para necesidades de alto rendimiento.
- Polvos termoplásticos Se ablandan con el calor y se endurecen al enfriarse. Son útiles para revestimientos más gruesos o flexibles.
El recubrimiento en polvo suele crear una capa más gruesa que la pintura líquida. La mayoría de los recubrimientos miden entre 60 y 120 µm. El proceso evita que la pintura se corra o gotee y no emite COV, por lo que es más seguro para las personas y el medio ambiente.
Por qué el aluminio funciona bien con pintura en polvo?
El aluminio combina de forma natural con el revestimiento en polvo. Ofrece varias cualidades que ayudan a que el revestimiento se adhiera firmemente y funcione bien.
- Base de óxido natural
El aluminio forma una fina capa de óxido que combate la corrosión. Tras la limpieza y el pretratamiento, esta capa favorece una fuerte adherencia. Muchas pruebas muestran resistencias de adhesión superiores a 5 MPa. - Buena conductividad térmica
El aluminio distribuye el calor uniformemente. Esto ayuda a que la pieza se cure sin puntos calientes ni cambios de color. El metal permanece estable a una temperatura de curado de 160-200 °C. - Estructura resistente pero ligera
El recubrimiento en polvo aumenta la dureza de la superficie hasta 2H-3H en una escala de lápiz. También mejora la resistencia a los rayos UV. Estas mejoras hacen que el aluminio revestido sea adecuado para usos marinos, al aire libre y a altas temperaturas. - Amplias opciones de diseño
El proceso ofrece miles de colores, niveles de brillo y texturas superficiales. Los diseñadores pueden elegir entre acabados mates, satinados, metalizados o rugosos con facilidad.
Preparación esencial de la superficie del aluminio
La preparación de la superficie afecta a la mayor parte de la calidad final del revestimiento. Una superficie limpia y activa ayuda a que el polvo se adhiera uniformemente y evita que se desprenda, se formen burbujas o puntos débiles.

Desengrase y limpieza
Los operarios eliminan el aceite, las huellas dactilares y la suciedad del mecanizado con un limpiador alcalino o ácido suave. A continuación, se aclara con agua desionizada. Las formas complejas pueden requerir limpieza ultrasónica para llegar a rincones estrechos.
Aguafuerte o abrasión ligera
Un ligero grabado ácido, o granallado, elimina la antigua capa de óxido y añade pequeñas marcas rugosas. Estas marcas ayudan a que el polvo se adhiera al metal. Este paso también revela pequeños defectos, lo que permite corregirlos antes del recubrimiento.
Revestimiento de conversión
Una fina capa química mejora la resistencia a la corrosión y la adherencia. Los sistemas modernos suelen utilizar tratamientos con circonio o silano en lugar de cromatos. Estas opciones ofrecen un rendimiento similar y evitan los residuos peligrosos.
Secado e inspección
La pieza debe ser árida. Cualquier humedad puede crear agujeros durante el curado. Los trabajadores comprueban las piezas bajo una luz brillante para confirmar que la superficie está limpia y uniforme antes de pulverizar.
Paso a Paso: El proceso de recubrimiento en polvo del aluminio
El revestimiento en polvo de aluminio sigue una serie controlada de pasos. Cada paso ayuda a que el revestimiento se adhiera bien y sea duradero.
1. Preparación de la superficie
La superficie de aluminio se limpia, se graba y se seca. Así se crea una base limpia y conductora que retiene bien el polvo. Una superficie bien preparada puede alcanzar una fuerza de adherencia de 5-7 MPa. Una buena preparación también reduce la posibilidad de fallos prematuros del revestimiento.
2. Aplicación de polvo
Los trabajadores utilizan una pistola de pulverización electrostática para cargar finas partículas de polvo. El aluminio conectado a tierra atrae estas partículas, formando una capa uniforme. La mayoría de los trabajos industriales mantienen el recubrimiento entre 60 y 120 micras (0,002-0,005 pulgadas).
Algunos detalles ayudan a mantener la coherencia de la capa:
- Distancia del arma permanece a unos 15-25 cm de la superficie.
- La tensión se mantiene cerca de 60-90 kV para proporcionar una cobertura total.
- Humedad se mantiene por debajo de 60% por lo que la carga electrostática funciona bien.
Algunas piezas grandes o muy resistentes utilizan un método diferente. En el proceso de lecho fluidizado, el aluminio se precalienta y se introduce en una nube de polvo. El polvo se funde al contacto, formando una capa gruesa. Esto funciona bien para piezas marinas, componentes estructurales y carcasas de protección.
3. Curado en el horno
Tras el recubrimiento, las piezas se colocan en un horno de curado. El calor hace que el polvo se funda y forme una película reticulada que se adhiere firmemente al aluminio. La mayoría de los polvos se curan a 160-200 °C (320-390 °F) durante 10-20 minutos.
Las plantas modernas suelen utilizar hornos de cinta transportadora u hornos asistidos por infrarrojos para mantener temperaturas estables. Un curado estable ayuda a mantener el brillo y la dureza, especialmente en piezas complejas.
4. Refrigeración e inspección
Las piezas se enfrían de forma natural al aire libre. Se evita el enfriamiento forzado porque puede deslustrar el acabado o crear pequeñas grietas. Una vez frías, los operarios comprueban que el acabado tenga un color y una textura uniformes. Utilizan medidores de espesor de película y pruebas de adherencia cruzada (ASTM D3359) para confirmar la resistencia del revestimiento. Sólo las piezas aprobadas pasan al embalaje o al montaje.
Ventajas de rendimiento del aluminio con revestimiento de polvo
Las ventajas del aluminio con revestimiento en polvo van mucho más allá de la apariencia. El revestimiento crea una barrera resistente que mejora el rendimiento de muchas maneras.
Resistencia a la corrosión y a la intemperie
Las pruebas de niebla salina (ASTM B117) demuestran que el aluminio bien recubierto puede resistir más de 1.000 horas de exposición a la sal sin oxidarse ni ampollarse. Esto lo convierte en una buena opción para entornos costeros, marinos o exteriores en los que el aluminio desnudo tiene dificultades para rendir.
Resistencia mecánica y al impacto
Los recubrimientos en polvo forman una capa densa que resiste arañazos y desconchones. La dureza suele situarse entre 2H y 3H en la escala del lápiz. El revestimiento también es lo bastante flexible para soportar flexión en piezas de aluminio más finas sin que se agrieten.
Estabilidad UV y retención del brillo
Los polvos de poliéster y fluoropolímero de alta calidad conservan aproximadamente 90% de su brillo tras 5.000 horas de prueba UV. Esto cumple las normas AAMA 2604/2605. Estos recubrimientos evitan la decoloración en estructuras exteriores y vehículos expuestos a la luz solar.
Eficiencia medioambiental y económica
El recubrimiento en polvo no emite COV y produce muy pocos residuos. El exceso de pulverización puede recogerse y reutilizarse, lo que proporciona una eficiencia material de hasta 98%. Los polvos de curado a baja temperatura también pueden reducir el consumo de energía en 20-30% en comparación con la pintura líquida.
Flexibilidad de diseño y elección estética
El recubrimiento en polvo admite casi cualquier color, nivel de brillo o textura. Puede igualar los colores de la marca o imitar el acero inoxidable, el cobre o los acabados anodizados. Ofrece a los diseñadores más opciones sin dejar de proteger el metal de la corrosión.
Recubrimiento en polvo frente a otras opciones de acabado
La elección del acabado adecuado depende de las necesidades de rendimiento, los objetivos estéticos y el presupuesto. A continuación se muestra la comparación entre el recubrimiento en polvo y otros métodos estándar.
Recubrimiento en polvo frente a anodizado
El anodizado forma una capa de óxido más gruesa sobre el aluminio. Crea un aspecto duro y metálico con gran resistencia al desgaste y la corrosión. Funciona bien para piezas de precisión y proporciona un acabado metálico limpio.
Sin embargo, el anodizado tiene límites en la gama de colores y puede reaccionar de forma diferente con distintas aleaciones de aluminio. El recubrimiento en polvo proporciona una protección más gruesa (60-120 µm frente a 5-25 µm) y ofrece total libertad de color.
Los ingenieros suelen elegir el anodizado para componentes con tolerancias estrechas y el recubrimiento en polvo para piezas exteriores decorativas o protectoras.
Pintura en polvo frente a pintura líquida
La pintura líquida es fácil de reparar, pero no iguala la resistencia del recubrimiento en polvo. El recubrimiento en polvo ofrece una cobertura de 2 a 3 veces más gruesa, mayor resistencia a los impactos y no emite disolventes. Por eso es mejor para grandes series de producción y objetivos de sostenibilidad.
Recubrimiento en polvo frente al metalizado
El chapado de metales (como el cromo o el níquel) ofrece conductividad y un brillo intenso. Pero el chapado utiliza productos químicos peligrosos y exige más energía. El recubrimiento en polvo ofrece una resistencia a la corrosión similar con un proceso más limpio y rentable.
Defectos comunes y cómo prevenirlos
El recubrimiento en polvo puede presentar defectos si no se controla bien la preparación, la pulverización o el curado. Conocer estos problemas y sus causas ayuda a mantener estable la calidad.
Agujeros y burbujas
Causa: Humedad, gas atrapado o suciedad en la superficie de aluminio.
Prevención: Asegúrese de que la pieza esté seca después del pretratamiento. Utilice aire comprimido limpio y evite tocar la superficie con las manos desnudas. Precalentar la pieza durante un breve periodo de tiempo (desgasificación) ayuda a eliminar la humedad oculta del aluminio fundido.
Textura de piel de naranja
Causa: Un revestimiento demasiado grueso, una temperatura de curado baja o un flujo desigual durante el curado.
Prevención: Mantenga una distancia constante entre las pistolas y ajuste correctamente los parámetros electrostáticos. Mantenga una alimentación de polvo constante. Compruebe regularmente la temperatura del horno. Un aditivo de flujo suave en el polvo también puede ayudar a reducir la textura.
Mala adherencia o descamación
Causa: Limpieza incompleta, residuos de aceite o pretratamiento inadecuado.
Prevención: Compruebe que la superficie está limpia y es uniforme. Siga los pasos estándar de preparación de superficies. Realice pruebas de adherencia antes de la producción completa.
Revestimiento fino o irregular
Causa: Toma de tierra débil, ángulos de pulverización deficientes o acumulación de polvo en las esquinas.
Prevención: Inspeccione a menudo las abrazaderas de conexión a tierra. Utilice pistolas automáticas o reciprocadores para recubrir formas complejas. Ajuste el flujo de aire y gire la pieza si es necesario para mejorar la cobertura.
Variación de color o brillo
Causa: Cambios en la temperatura del horno, diferencias en los lotes de polvo o mal almacenamiento del polvo.
Prevención: Almacenar el polvo en un lugar fresco y seco, a 25°C (77°F) o menos. Haga un seguimiento de los lotes para mantener un color uniforme. Mantenga los hornos limpios para evitar la contaminación por polvo.

Consideraciones de diseño e ingeniería
Un buen diseño puede mejorar la calidad del revestimiento y reducir los problemas de producción. Los ingenieros deben tener en cuenta la forma, la conexión a tierra y las necesidades de montaje.
Geometría y cobertura
Las esquinas afiladas, las cavidades profundas y los huecos estrechos pueden provocar un recubrimiento desigual. Los bordes redondeados permiten que el polvo fluya más suavemente y reducen los puntos finos. Para huecos profundos, el método de pulverización en dos pasadas ayuda a llegar a las zonas sombreadas.
Estrategia de suspensión y conexión a tierra
Una conexión a tierra adecuada ayuda a que la carga electrostática arrastre uniformemente el polvo. Las piezas cuelgan de ganchos o bastidores metálicos que conducen la electricidad. Los puntos de contacto deben permanecer sin recubrimiento para mantener una conexión a tierra firme. Para formas complejas, los puntos de conexión a tierra deben planificarse para reducir las zonas de "jaula de Faraday" donde el polvo no llega bien.
Zonas de enmascaramiento y montaje
Las roscas, los ajustes por deslizamiento y las zonas de contacto eléctrico suelen necesitar enmascaramiento. Los tapones y cintas de silicona de alta temperatura protegen estas zonas durante la pulverización y el curado. Esto mantiene las dimensiones exactas y evita problemas durante el montaje.
Orificios de ventilación y distribución del calor
Las piezas huecas necesitan orificios de ventilación para liberar la presión durante el curado. Sin ventilación, el aire atrapado puede expandirse y formar burbujas o defectos. Una buena ventilación y un grosor uniforme de las paredes ayudan a mantener un flujo de calor estable y evitan el curado excesivo.
Espesor del revestimiento y tolerancia de ajuste
El polvo añade espesor, normalmente de 60 a 120 micras. Los ingenieros deben incluir este dato en sus planos de ajuste y holgura. Las piezas como armarios o paneles pueden necesitar un margen de mecanizado adicional o instrucciones de enmascaramiento en el plano.
Conclusión
El recubrimiento en polvo es una de las opciones de acabado más eficaces y versátiles para el aluminio. Mejora la resistencia a la corrosión, añade resistencia mecánica y proporciona una superficie consistente y visualmente atractiva, todo ello respetando el medio ambiente.
En TZR, trabajamos con piezas de aluminio de precisión desde la fase de extrusión en bruto hasta la superficie con recubrimiento en polvo final. Nuestro equipo cuenta con más de diez años de experiencia en ingeniería, y nuestras líneas de recubrimiento producen acabados consistentes con un color estable y una fuerte adherencia que cumplen los estándares de rendimiento globales.
Si necesita piezas de aluminio con revestimientos duraderos, resistentes a la corrosión y profesionales, nuestro equipo puede ayudarle en su proyecto. Contacte con nosotros en sales@goodsheetmetal.com para compartir sus requisitos o solicitar un presupuesto gratuito.
Preguntas frecuentes
¿Pueden recubrirse con pintura en polvo todas las aleaciones de aluminio?
Sí, la mayoría de las aleaciones de aluminio, incluidas las 5052, 6061 y 7075, pueden recubrirse con pintura en polvo. Sin embargo, el aluminio fundido puede requerir un prehorneado especial para liberar los gases atrapados y evitar la formación de agujeros durante el curado.
¿Cuál es la temperatura de curado ideal para las piezas de aluminio?
Los intervalos típicos de curado son 160-200°C (320-390°F) durante 10-20 minutos. Las piezas más gruesas o las aleaciones sensibles al calor pueden necesitar temperaturas más bajas con ciclos de curado más largos.
¿El recubrimiento en polvo sustituye al anodizado?
No necesariamente. El anodizado proporciona una capa más fina, metálica y resistente a la corrosión, mientras que el recubrimiento en polvo ofrece una protección más gruesa y de color flexible. La elección depende de los requisitos visuales de la pieza y del entorno de exposición.
¿Cuánto dura el recubrimiento en polvo en exteriores?
Los recubrimientos en polvo de alta calidad pueden durar entre 10 y 15 años en exteriores si se aplican y mantienen correctamente. Los recubrimientos de calidad arquitectónica que cumplen las normas AAMA 2604/2605 duran incluso más.
¿Puede repararse o recubrirse de nuevo un recubrimiento en polvo dañado?
Sí. Los pequeños arañazos pueden lijarse y volverse a aplicar localmente, mientras que los daños mayores pueden requerir un decapado completo y una nueva aplicación. Dado que el revestimiento es termoestable, no se puede volver a fundir, pero la reaplicación ofrece una protección similar.
¿Es ecológico el recubrimiento en polvo?
Absolutamente. Los recubrimientos en polvo no emiten COV, y cualquier exceso de pulverización se puede recuperar y reutilizar. Con el tiempo, el proceso también consume menos energía que la pintura líquida.