
Cada vez que abre la puerta de un coche, gira el tapón del depósito o utiliza un fregadero de acero inoxidable, está manipulando una pieza embutida. La embutición profunda es uno de los métodos más fiables para dar forma a chapas metálicas sin juntas y duraderas, desde pequeñas carcasas eléctricas hasta grandes paneles estructurales.
Este proceso transforma una pieza metálica plana en una forma hueca introduciéndola en la cavidad de una matriz con un punzón. Cuando la profundidad de la pieza es mayor que su diámetro, se denomina embutición profunda. A diferencia de la estampación normal, que principalmente corta o dobla el metal, la embutición profunda estira la chapa para crear una forma lisa, continua y sin juntas, que es a la vez ligera y resistente.
Sólo en la fabricación de automóviles se embuten más de 150 componentes, como carcasas de airbags, filtros y tapas de combustible. Este proceso se caracteriza por su precisión, consistencia y alta eficiencia de los materiales, lo que lo hace esencial para una producción escalable y rentable.

Qué es el dibujo profundo?
La embutición profunda es un proceso de flujo controlado de metal. Una pieza en bruto plana se sujeta entre la matriz y el soporte de la pieza en bruto mientras un punzón la introduce en la cavidad de la matriz. Durante este movimiento, el metal se estira a lo largo de la pared y se comprime en el reborde. Mantener un equilibrio adecuado entre tensión y compresión garantiza un conformado suave; un equilibrio insuficiente provoca arrugas o desgarros.
Las prensas servo e hidráulicas modernas controlan la posición del punzón y la fuerza de conformado durante cada carrera. La curva fuerza-desplazamiento que registran muestra la estabilidad del flujo: una curva suave significa una deformación uniforme, mientras que los picos repentinos suelen indicar problemas de fricción o lubricación.
Componentes esenciales y sus funciones
Estas piezas deben estar perfectamente alineadas y tener superficies lisas. Incluso una desviación de 0,05 mm puede provocar un grosor de pared desigual o la distorsión de los bordes.
Aplicaciones típicas
La embutición profunda es habitual allí donde importan las superficies sin juntas y la geometría robusta:
- Automóvil: depósitos de combustible, carcasas de filtros, carcasas de sensores
- Electrónica: carcasas, blindajes EMI, tapas de conectores
- Electrodomésticos: fregaderos, utensilios de cocina, lámparas
- Médico e industrial: carcasas, cajas de bombas, contenedores de precisión
Este método combina una calidad repetible con un desperdicio mínimo, lo que lo hace ideal para largas tiradas de producción.
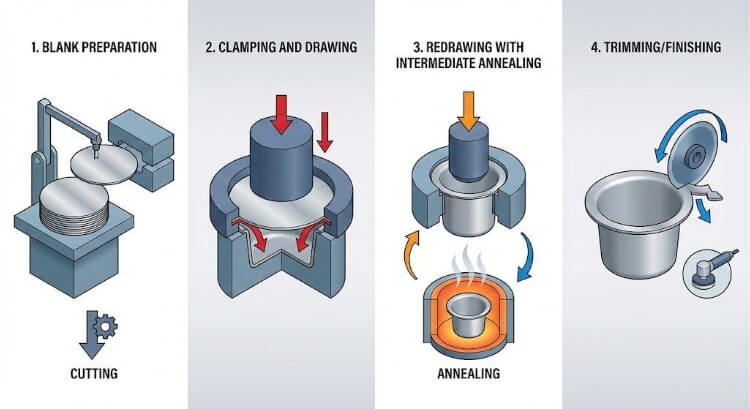
Cómo funciona la embutición profunda:Paso a paso
Cada formando tiene una función. Cuando se ajusta correctamente, la secuencia garantiza un flujo suave, precisión y una larga vida útil de la herramienta.
Paso 1:Preparación de los espacios en blanco
El proceso comienza cortando piezas en bruto de chapa o bobina, normalmente acero dulce, acero inoxidable o aluminio. El corte preciso con láser o cizalla proporciona bordes limpios que evitan grietas durante el conformado.
A continuación, se limpian y lubrican las piezas en bruto. Una capa uniforme de aceite o polímero reduce la fricción y garantiza un flujo equilibrado. Un recubrimiento desigual puede hacer que un lado se estire más rápido que el otro.
Paso :2:Fijación y dibujo inicial
La chapa se sujeta entre la matriz y el soporte de la chapa bajo una presión controlada. A medida que el punzón desciende, empuja la chapa hacia la matriz. La pestaña se comprime y la pared se estira: ambas deben mantenerse en equilibrio para que el conformado se realice sin problemas.
Los ajustes clave incluyen:
- Presión del portapiezas: demasiado bajo provoca arrugas; demasiado alto, desgarros.
- Velocidad del puñetazo: más lento en la carrera inferior ayuda a evitar la acumulación de tensión.
- Lubricación: debe permanecer estable, con una fricción entre 0,05-0,10 para el acero.
Para el acero dulce, la mejor relación de estirado (diámetro de la pieza en bruto ÷ diámetro del punzón) es de 1,8-2,2. Los valores superiores requieren un reestirado.
Paso 3:Redibujado y recocido intermedio.
Si una embutición no puede alcanzar la profundidad necesaria, los ingenieros utilizan varias etapas de embutición. Cada etapa profundiza la pieza gradualmente para evitar un adelgazamiento excesivo. Entre las etapas, el recocido restaura la ductilidad perdida por el endurecimiento por deformación, normalmente a 600 °C para el acero y a 350 °C para el aluminio.
Este equilibrio entre conformado y tratamiento térmico evita las grietas y mejora el acabado superficial.
Paso 4:Recorte y acabado
Tras la embutición final, la brida se recorta para conseguir una altura uniforme. El recorte por láser o CNC alcanza una precisión de ±0,05 mm. A continuación, la pieza se limpia, desbarba o pule, en función de su uso.
Para artículos de precisión como carcasas de sensores o tapas de bombas, la inspección con MMC comprueba la redondez y la precisión de las paredes con una precisión de ±0,1 mm en toda la altura. En esta fase, la pieza en bruto, que antes era plana, se ha convertido en un componente resistente, uniforme y listo para montar, fabricado sin necesidad de herramientas. soldadura o mecanizado adicional.
Materiales y conformabilidad
Selección de materiales determina si una chapa se forma suavemente o se agrieta durante la embutición. Los mejores materiales para la embutición profunda tienen alta ductilidad, bajo límite elástico y granos finos y uniformes.
Materiales habituales en embutición profunda
El alargamiento mide cuánto puede estirarse una plancha antes de romperse. El valor n muestra la uniformidad con la que el material se adelgaza bajo tensión. Un valor n más alto significa paredes más lisas y menos puntos finos.
Ingeniero Insight:
El acero inoxidable 304 con alargamiento 40% puede alcanzar una relación de embutición de alrededor de 2,0 : 1 en una sola pasada. El aluminio 6061-T6, que es más duro, suele necesitar un paso de recocido a unos 350 °C para evitar el agrietamiento.
Propiedades mecánicas clave que deben comprobarse
- Relación rendimiento/tracción: Alrededor de 0,6 proporciona suficiente elasticidad sin perder resistencia.
- Anisotropía (valor r): Los valores superiores a 1,5 reducen la oreja y mantienen uniforme la altura de la pared.
- Variación del espesor: Incluso cambios de ±0,02 mm pueden desplazar la tensión y causar ondulaciones.
Pruebas como el ahuecamiento Erichsen o la relación de embutición límite (LDR) ayudan a confirmar si la chapa puede soportar la profundidad requerida con seguridad.
Compromisos de formabilidad
- Acero se forma de forma estable y resiste los defectos, pero necesita 25-40% más fuerza de prensado que el aluminio.
- Aluminio es más ligero y se forma rápidamente, pero se pega con facilidad y necesita lubricantes especiales.
- Cobre y latón se forman limpiamente pero se endurecen con rapidez, por lo que necesitan un recocido frecuente entre estiradas.
Parámetros de diseño e ingeniería
Incluso un buen material puede fallar si el diseño ignora los límites del conformado. Una geometría, holgura y control de la fricción adecuados hacen que la embutición profunda sea consistente y predecible.
Ratios geométricos críticos
- Ratio de dibujo (DR) = Diámetro de la pieza en bruto ÷ Diámetro del punzón
- Intervalo de seguridad para la mayoría de los aceros: 1,8-2,2
- Más allá de 2,3 → requiere redibujar en múltiples etapas.
- Ratio de Dibujo Límite (LDR): La relación máxima de seguridad antes del fallo.
- Acero dulce ≈ 2,2 Al 5052 ≈ 1,9 Inoxidable 304 ≈ 1,8
Ejemplo:
Aumentar el DR de 1,8 a 2,0 incrementa la fuerza de prensado en unos 15%. El uso de un lubricante de baja fricción (μ ≈ 0,06) puede compensar la mayor carga y mantener el adelgazamiento de la pared por debajo de 15%.
Geometría y holgura de la herramienta
Incluso un radio de matriz 1 mm mayor puede reducir el adelgazamiento del filo en 20-25%, lo que prolonga enormemente la vida útil de la herramienta en tiradas de gran volumen.
Control de la fricción y la lubricación
La fricción define cómo se desliza el metal en la matriz. El objetivo es un movimiento suave y constante.
- Acero: Utilice lubricantes sintéticos a base de éster o grafito.
- Aluminio: Utilizar películas de PTFE o polímeros para evitar el gripado.
- Acabado superficial: Ra 0,2-0,4 µm proporciona un buen agarre y un deslizamiento consistente.
Una rugosidad irregular de la superficie o una lubricación deficiente pueden provocar desgarros o un grosor irregular de las paredes.
Precisión dimensional y tolerancias
Las piezas embutidas suelen tener un grosor de pared de ± 0,05 mm y una altura de ± 0,1 mm tras el recorte. Las servoprensas con sensores en tiempo real ajustan la presión y la velocidad en cada carrera para mantener la uniformidad de las piezas en largas tiradas de producción.
Prevención de defectos comunes
Incluso con una preparación cuidadosa, pueden aparecer problemas como arrugas, desgarros o roturas. Conocer estos problemas ayuda a los ingenieros a evitar tiempos de inactividad y desechos.
Arrugas
Las arrugas aparecen cuando la zona del reborde se comprime demasiado.
- Causas: Baja presión del portapiezas, demasiado lubricante o piezas sobredimensionadas.
- Soluciones: Aumente la presión del soporte 10-15%, añada cordones de tracción o utilice troqueles escalonados.
Un control estricto de la presión puede reducir las arrugas visibles hasta 60% y mejorar la planitud de la superficie.
Desgarros y grietas
Las roturas se producen cuando la tensión de tracción supera el límite del material, normalmente cerca del radio del punzón.
- Causas: Esquinas afiladas, lubricación deficiente o alta velocidad del punzón.
- Arreglos: Pula los bordes de la herramienta, utilice lubricantes más fuertes y reduzca la velocidad cerca del final de la carrera.
Ingeniero Insight:
Ralentizar el 20% final de carrera en el aluminio 5052 puede reducir los índices de desgarro en aproximadamente un tercio.
Oído
Las "orejas" son pequeños picos del borde causados por un flujo desigual del grano durante el conformado.
- Causas: Anisotropía de la dirección de rodadura.
- Soluciones: Gire las piezas en bruto 45° con respecto a la veta, elija materiales con valores r más altos o recorte la altura extra durante el acabado.
Los sistemas de visión modernos pueden medir la altura de la oreja con una precisión de ± 0,1 mm y ajustar automáticamente la orientación de la pieza en bruto para el siguiente ciclo.
Ventajas de la embutición profunda
La embutición profunda sigue siendo una de las formas más fiables de conformar chapa metálica con formas resistentes, uniformes y consistentes a escala. Sus ventajas abarcan la resistencia, el coste, la precisión y el aspecto, todo ello con una producción sostenible y de gran volumen.
Resistencia y durabilidad sin fisuras
Cada pieza embutida comienza como una chapa maciza, lo que significa que no hay soldaduras ni juntas que puedan fallar.
Esta estructura de grano ininterrumpido aumenta la solidez y la resistencia a la fatiga, por lo que resulta ideal para carcasas de automóviles, piezas hidráulicas y recipientes a presión.
Las pruebas demuestran que las copas de acero bajo en carbono embutidas pueden soportar una presión interna 15-20% mayor que las piezas soldadas del mismo grosor, lo que demuestra su mayor fiabilidad.
Alta precisión y repetibilidad
Las modernas servoprensas controlan la fuerza y la posición con una precisión de micras. Una vez completada la configuración, el proceso se repite con una consistencia casi perfecta. Una servoprensa de 200 toneladas puede fabricar más de 50.000 cajas idénticas antes de que sea necesario volver a pulir las matrices. Los sensores controlan constantemente la fuerza de conformado y la alineación para mantener la calidad.
Menor coste y desperdicio de material
La embutición profunda convierte casi toda la pieza en bruto en una pieza acabada, dejando muy pocos restos. Cada golpe dura solo 1-3 segundos, lo que mantiene el rendimiento alto y los costes bajos.
En comparación con el mecanizado o la hilatura, la embutición profunda puede:
- Reducir los residuos de materias primas en 80-90%
- Menor coste por pieza en 30-50% en la producción en serie
- Elimina la necesidad de soldadura o montaje secundario
Excelente acabado superficial
A medida que el metal fluye por el utillaje pulido, desarrolla una superficie lisa y reflectante.
Los acabados típicos alcanzan Ra 0,2-0,4 µm, lo que es suficientemente limpio para su uso directo en utensilios de cocina, iluminación y piezas médicas sin necesidad de pulido adicional.
Este acabado natural no sólo ahorra tiempo, sino que también mejora la resistencia a la corrosión y la calidad visual.
Diseño flexible para todos los sectores
La embutición profunda maneja con facilidad formas redondas, rectangulares y complejas. Se utiliza en una amplia gama de sectores:
- Automóvil: tapones de combustible, carcasas de filtros, vainas de sensores
- Electrónica: Blindajes EMI, cajas de conectores
- Aeroespacial: carcasas de precisión, cubiertas protectoras
- Bienes de consumo: utensilios de cocina, paneles de electrodomésticos
La embutición profunda se adapta fácilmente a diseños personalizados y a la fabricación en serie, por lo que puede pasar del prototipo a la producción en serie.
Conclusión
La embutición profunda combina la ciencia de los materiales, el diseño de herramientas y un control preciso para fabricar piezas más ligeras, resistentes y homogéneas en cada lote. La servotecnología moderna y la supervisión digital la han transformado en un proceso inteligente, basado en datos, capaz de conseguir defectos casi nulos.
Con su combinación de eficacia, resistencia y control de costes, la embutición profunda sigue siendo una piedra angular de la fabricación moderna.
¿Necesita ayuda para diseñar o producir piezas metálicas embutidas? Nuestro equipo de ingenieros está especializado en la fabricación de chapas metálicas de precisión, desde la selección de materiales y el diseño de herramientas hasta la validación de prototipos y la producción en serie. Póngase en contacto para discutir los requisitos de su proyecto y recibir un presupuesto rápido y detallado.
Preguntas frecuentes
¿En qué se diferencia la embutición profunda del estampado?
El estampado corta o dobla principalmente piezas poco profundas, mientras que la embutición profunda estira la chapa para darle formas más profundas y sin costuras que ofrecen mayor resistencia.
¿Qué metales son mejores para la embutición profunda?
Los metales con buena ductilidad y resistencia equilibrada -como el acero dulce, el acero inoxidable 304 y el aluminio 5052- se forman sin problemas y mantienen un grosor de pared constante.
¿Cómo evitan los fabricantes que se rompa o arrugue?
Controlan la presión del portapiezas, la relación de embutición y la lubricación. Las servoprensas pueden ajustar automáticamente estos parámetros durante cada carrera para mantener estable el flujo de metal.
¿Puede utilizarse la embutición profunda para prototipos o pequeñas tiradas?
Sí. Con las matrices blandas o modulares, los ingenieros pueden probar rápidamente los diseños antes de invertir en utillaje endurecido, lo que ayuda a acelerar el desarrollo del producto.
¿Es la embutición profunda eficiente desde el punto de vista energético?
Sí. Las servoprensas modernas consumen 30-40% menos energía que los antiguos sistemas mecánicos. Combinado con un alto aprovechamiento del material y la capacidad de reciclaje, favorece una producción sostenible y con bajas emisiones de carbono.


