Todas las fábricas de chapa dependen de un proceso más que de ningún otro: el punzonado. Se utiliza para muchos fines, como hacer orificios de ventilación en cajas de baterías de vehículos eléctricos, ranuras de montaje para paneles de control o patrones de fijación para bastidores industriales. El punzonado de chapa proporciona resultados rápidos y precisos a bajo coste.
En esencia, el punzonado utiliza un conjunto de punzón y matriz endurecidos para aplicar fuerza a una chapa metálica plana. Cuando esta fuerza es superior a la resistencia al cizallamiento del material, el metal se rompe limpiamente, formando un agujero o recorte de la forma deseada.
Aunque el corte por láser y por chorro de agua es cada vez más habitual, el punzonado sigue siendo la opción más eficaz para la fabricación de grandes volúmenes. Ofrece una excelente repetibilidad, un bajo coste por pieza y se adapta bien a las operaciones de plegado, conformado y soldadura en el taller.
Para los ingenieros y diseñadores, entender cómo funciona el punzonado es clave para conseguir bordes precisos y limpios y una larga vida útil de la herramienta. La holgura de la herramienta, el cálculo de la fuerza y la alineación de la prensa desempeñan un papel importante en el resultado final.

Cómo funciona el proceso de punzonado de chapa metálica?
El punzonado de chapa es un proceso de corte controlado entre un punzón y una matriz. La chapa se sujeta firmemente y la prensa realiza un único golpe que corta el metal. Cada golpe crea un agujero en la pieza y un desecho (la pieza retirada). La precisión depende del filo de la herramienta, la holgura y la alineación de la prensa.
Ciclo paso a paso
- Sujeción y posicionamiento - La hoja se coloca en su posición y se sujeta firmemente.
- Golpe de puño - El punzón se desplaza hacia abajo y presiona el metal en la abertura de la matriz.
- Deformación elástica y plástica - El metal primero se dobla ligeramente y luego se cizalla una vez que la tensión supera su límite elástico.
- Fractura y eyección - El material se separa limpiamente. El desecho cae a través de la matriz y el punzón se retrae para el siguiente golpe.
Un borde punzonado muestra cuatro zonas: rollover, burnish, fracture y burr. Ajustar la holgura entre el punzón y la matriz ayuda a reducir las rebabas y a crear un borde más liso.
Variaciones del proceso
Cada operación tiene una finalidad específica: ventilar, montar o aligerar. Muchas configuraciones de prensas pueden combinar varias acciones en un solo golpe para mejorar la eficiencia.
Equipos utilizados en el punzonado de metales
La combinación adecuada de máquina y utillaje hace que el punzonado sea eficaz y fiable. El tipo de prensa determina la velocidad, la precisión y la vida útil de la herramienta.
Prensa mecánica
Una prensa mecánica utiliza un sistema de volante y manivela para dar golpes rápidos, normalmente de 200 a 600 por minuto. Es ideal para chapas finas y grandes series de producción. El movimiento es preciso y constante, aunque la longitud de la carrera y la fuerza son fijas.
Prensa hidráulica
Una prensa hidráulica utiliza la presión del fluido para empujar un pistón, aplicando una fuerza constante durante toda la carrera. Funciona bien con materiales gruesos o combinados. formando y perforación. Es más lenta que una prensa mecánica, pero ofrece un mejor control de la profundidad y menos vibraciones.
Prensa de torreta CNC
Los talleres modernos suelen utilizar punzonadoras CNC para realizar trabajos flexibles y de alta precisión. Una torreta giratoria aloja muchos punzones y juegos de matrices, lo que permite el cambio automático de herramientas y el movimiento controlado por ordenador. Estas máquinas pueden manipular chapas de hasta 6 mm de grosor y disponer varias piezas en una sola chapa para ahorrar material.
Consideraciones sobre los materiales - Comportamiento a cortante
Los distintos metales reaccionan de forma diferente al punzonado. Los factores clave son la ductilidad, la dureza y la dirección del grano. Conocerlos ayuda a los ingenieros a elegir el tonelaje, la holgura y el material de la herramienta adecuados.
Metales comúnmente perforados
Ejemplo de fuerza y cizalladura
La fuerza de punzonado (F) puede hallarse utilizando:
F=L×T×τ
Dónde L = perímetro (mm), T = espesor (mm), y τ = resistencia al cizallamiento del material (MPa)
Ejemplo: perforación de un orificio de 10 mm en acero inoxidable de 1 mm (τ ≈ 450 MPa):
F = π × 10 mm × 1 mm × 450 MPa ≈ 14 kN (1,4 toneladas).
Los ingenieros suelen añadir un factor de seguridad de 1,2-1,4× para hacer frente a las variaciones y el desgaste.
Comportamiento de los bordes del material
Durante el perforado, la hoja pasa por tres etapas:
- Deformación elástica - la hoja se dobla bajo presión.
- Flujo de plástico - el metal comienza a cizallarse a lo largo del borde del punzón.
- Propagación de la fractura - las grietas se extienden y el corte se completa.
El filo de corte suele tener cuatro zonas: volteo, bruñido, fractura y rebaba. Un control razonable de la holgura reduce la zona de fractura, y una lubricación adecuada ayuda a reducir la altura de la rebaba.
Algunos sistemas avanzados utilizan microlubricación o refrigeración por nitrógeno para controlar el calor durante el punzonado continuo. Esto resulta especialmente útil cuando se trabaja con aluminio o acero inoxidable.
Directrices de diseño e ingeniería - Construir para fabricar
Un buen diseño reduce el desgaste de las herramientas y mejora la velocidad de punzonado. Tener en cuenta el espaciado, el tamaño y la forma de los orificios desde la fase CAD ayuda a reducir los costes de producción.
Forma del agujero y tamaño mínimo
Los agujeros redondos perforan limpiamente porque la tensión se reparte uniformemente. Las formas no redondas concentran la tensión en las esquinas, desgastando las herramientas con mayor rapidez.
Para mejorar el rendimiento:
- Utilice radios de filete ≥ 1,5× espesor.
- Evite ángulos internos agudos (<90°).
- Para agujeros más pequeños que el grosor de la chapa, utilice un punzonado piloto y, a continuación, escarie para redondearlos.
Distancia entre agujeros y bordes
Cada agujero perforado debilita el material que lo rodea. Mantenga una separación de al menos 2× de grosor entre los agujeros y del agujero al borde. Para una lámina de 1,5 mm, el espaciado debe ser de al menos 3 mm. Esto evita grietas y ayuda a mantener la planitud.
Tolerancia y control de calidad: mantener la precisión a velocidad de producción
La precisión en el punzonado de chapa metálica depende del control, no sólo de la potencia. Una prensa bien ajustada, herramientas afiladas y una alimentación de material constante garantizan una precisión repetible.
Tolerancia dimensional
Las punzonadoras CNC modernas pueden mantener una tolerancia de ±0,1 mm en chapas finas y de ±0,2 mm en chapas más gruesas. Varios factores influyen en la estabilidad de la tolerancia:
- Desgaste de la herramienta: Los punzones romos provocan variaciones en el tamaño de los orificios y rebabas más grandes.
- Material springback: Los metales más duros recuperan ligeramente su forma tras el punzonado.
- Alineación de la máquina: incluso un desplazamiento de 0,05 mm entre el punzón y la matriz puede cambiar el resultado final.
La calibración periódica mantiene la consistencia de las máquinas. El uso de MMC o sistemas de alineación láser ayuda a verificar la precisión. Cuando se requieren ajustes muy estrechos, los ingenieros suelen realizar un escariado secundario o un recorte por láser para afinar las dimensiones.
Altura de la rebaba y estado de la superficie
La altura de la rebaba es una medida rápida y fiable del estado de la herramienta. En una producción estable, la altura de la rebaba debe ser inferior a 10% del grosor de la chapa. Si supera ese límite, suele significar que la holgura es demasiado amplia, que el punzón está desafilado o que la lubricación es deficiente.
Para mantener la calidad de la superficie:
- Aplique una lubricación constante para reducir la fricción.
- Limpie las hojas antes de perforarlas para evitar marcas en la superficie.
- Siga las tendencias de altura de rebaba para planificar el mantenimiento de la herramienta con antelación.
Reducción del desperdicio de material: anidamiento inteligente y utilización de láminas
El uso eficiente del material mejora directamente los beneficios. En el punzonado de chapas metálicas, el anidado inteligente ayuda a maximizar el rendimiento de cada chapa y a reducir la chatarra.
Optimización del anidado CNC
El moderno software de punzonado CNC organiza automáticamente las piezas para optimizar el uso del material. Simula los recorridos de los punzones, reduce los movimientos en vacío y mejora la utilización de la chapa. Una disposición de anidado bien planificada puede mejorar el rendimiento del material en 15-25% en comparación con las configuraciones manuales.
Los ingenieros también utilizan el punzonado en línea común, en el que dos piezas comparten un mismo borde punzonado. Este método ahorra material y esfuerzo de utillaje, aunque requiere una alineación precisa para evitar solapamientos o huecos.
Gestión y reutilización de residuos
Incluso las disposiciones eficientes producen desechos y recortes. La clasificación de materiales valiosos como el acero inoxidable, el aluminio y el cobre permite reciclar la 80-90%. Un transportador o un colector magnético bajo la matriz mantienen limpio el espacio de trabajo y evitan la acumulación de desechos, que podría dañar las herramientas.
Ventajas y limitaciones del punzonado de metales
Ventajas
- Alta velocidad y rendimiento: Las prensas mecánicas pueden realizar cientos de golpes por minuto, ideales para patrones de agujeros repetitivos.
- Coherencia y repetibilidadUna vez alineados, cada golpe produce orificios idénticos, lo que garantiza la precisión en todos los lotes.
- Eficiencia de costesLos costes de utillaje se recuperan rápidamente en grandes volúmenes, lo que reduce los gastos por pieza.
- Versatilidad de materiales: Funciona bien con acero dulce, acero inoxidable, aluminio, latón y cobre dentro de 0,5-6 mm de espesor.
- Integración de procesos: El punzonado puede combinarse con el conformado, el gofrado, el roscado o el marcado en una sola operación.
Limitaciones
- Limitaciones de diseño: Cada forma requiere su propio punzón y matriz, lo que aumenta el plazo de entrega de diseños exclusivos.
- Formación de rebabas: Incluso los ajustes optimizados dejan pequeñas rebabas que pueden requerir un acabado.
- Límite de grosor: Por encima de 6 mm, la eficacia del punzonado disminuye; el corte por láser o plasma funciona mejor.
- Ruido y vibraciones: Las prensas mecánicas producen fuertes impactos, por lo que a menudo necesitan recintos insonorizados.
- Tiempo de preparación para pequeñas tiradas: Para lotes cortos o prototipos, el tiempo de preparación puede superar las ventajas de la velocidad de producción.
Comparación con otros métodos de corte
El mejor método de corte depende del diseño, el grosor y la cantidad de la pieza. A continuación se muestra la comparación entre el punzonado y el corte por láser y chorro de agua:
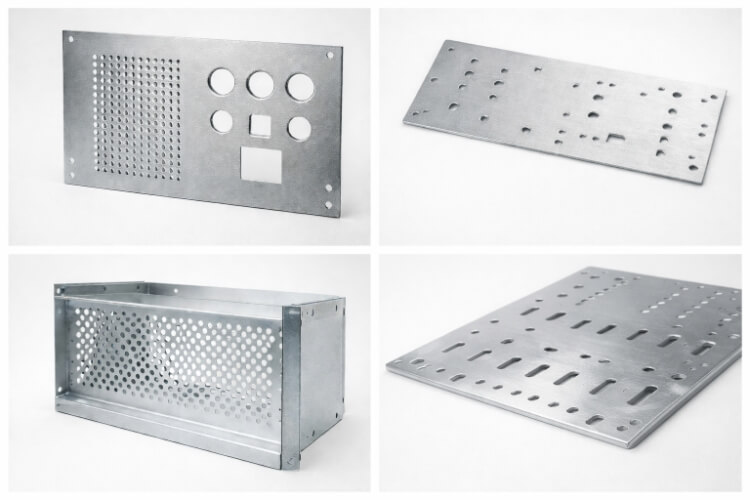
Aplicaciones prácticas del punzonado de metales en la fabricación moderna
El proceso de punzonado de chapas metálicas es una operación clave en muchas industrias que requieren piezas metálicas precisas y repetibles. Su velocidad, precisión y versatilidad lo convierten en uno de los métodos de fabricación más fiables de la actualidad.
Armarios eléctricos y electrónicos
El punzonado CNC se utiliza para fabricar paneles, carcasas y cubiertas para productos eléctricos y electrónicos. Permite la creación rápida de orificios de ventilación, puertos para cables y ranuras de montaje con tolerancias ajustadas. Estos detalles son esenciales tanto para el blindaje EMI como para un montaje sin problemas.
Automoción y transporte
En la fabricación de automóviles, el punzonado se utiliza para piezas como soportes, bastidores de asientos, carcasas de baterías y placas de refuerzo. Gracias a su gran precisión, garantiza una alineación uniforme de los orificios en los ensamblajes, donde incluso un error de 0,1 mm puede provocar desajustes.
HVAC y fabricación de electrodomésticos
Acondicionadores de aire, frigoríficos y sistemas de conductos dependen del punzonado para crear orificios de flujo de aire y puntos de montaje. Con las prensas de torreta, las fábricas pueden producir miles de paneles metálicos al día con una configuración manual mínima.
Equipos industriales y bastidores de máquinas
Con el punzonado se fabrican placas base, paneles de montaje y estructuras de soporte para máquinas de las industrias de automatización y envasado. En grandes montajes, estos orificios punzonados actúan como puntos de referencia para soldadura, atornillado o fijación mecánica.
Energías renovables y sistemas eléctricos
El punzonado se utiliza en marcos de paneles solares, cajas de baterías y carcasas de aerogeneradores. Garantiza una estructura ligera y una precisión constante, vitales para piezas expuestas a largo plazo en exteriores.
Conclusión
El punzonado de metales ha pasado de ser un proceso manual a un método innovador basado en datos. Las prensas CNC modernas utilizan ahora sensores, servomotores y sistemas de control inteligentes para controlar con precisión cada golpe.
Esta evolución mantiene el punzonado entre los procesos de corte de chapa más rápidos, asequibles y precisos. Conecta la fuerza de la fabricación tradicional con la precisión digital, transformando simples orificios en características clave que definen la calidad de la pieza.
Si su proyecto implica punzonado de chapa de precisión, selección de materiales o producción de lotes pequeños, nuestro equipo de ingeniería puede ayudarle. Revisamos sus planos, calculamos las holguras adecuadas y sugerimos mejoras antes de la fabricación. Póngase en contacto con nuestros ingenieros para hablar de su diseño.
Preguntas frecuentes
¿Cuál es el objetivo principal del punzonado de metales?
El punzonado de metales forma agujeros, ranuras o formas en chapas metálicas mediante un punzón y una matriz. Es ideal para grandes series de producción que requieren precisión y velocidad constantes.
¿En qué se diferencia el punzonado del cegado?
En el punzonado, se conserva el agujero y se desperdicia el desecho. En el troquelado, el trozo se convierte en la pieza acabada y la chapa restante es desecho. Ambas operaciones utilizan el mismo tipo de prensa.
¿Cuál es la precisión del punzonado CNC?
El punzonado CNC ofrece una precisión de ±0,1 mm para chapas finas y de ±0,2 mm para las más gruesas. Los resultados dependen del filo de la herramienta, la holgura y la alineación de la prensa.
¿Qué causa las rebabas y cómo minimizarlas?
Las rebabas se forman por el desgaste de las herramientas o por una holgura incorrecta. El cumplimiento de las reglas de holgura adecuadas (5-10% del grosor de la chapa), el uso de lubricación y el afilado regular ayudan a reducir las rebabas.