
En el mundo de la fabricación de metales de alta precisión, el acero bruto rara vez llega listo para la cadena de montaje. Cuando el acero se procesa en el laminador -laminado al rojo vivo a temperaturas superiores a 1.000 °F- reacciona violentamente con el oxígeno. Al enfriarse, esta reacción forma una costra dura de color negro azulado conocida como cascarilla de laminación.
Aunque esta cascarilla es un subproducto natural, es el asesino silencioso de la calidad del acabado. Si se pinta sobre ella, el revestimiento acabará pelándose al desprenderse la cascarilla. Si se suelda a través de ella, las impurezas crearán porosidad y uniones débiles.
Aquí es donde el decapado del acero se convierte en algo innegociable. Es el proceso "puente" crítico que transforma el material bruto laminado en caliente en un sustrato químicamente limpio listo para aplicaciones de automoción, aeroespaciales y electrodomésticos.

Qué es el decapado del acero?
El decapado del acero es un proceso de tratamiento de superficies que limpia el metal utilizando una solución química llamada "licor de pepinillo". Esta solución elimina el óxido, las incrustaciones y otros materiales no deseados de metales como el acero, el cobre y las aleaciones de aluminio.
El metal se introduce en un baño de ácido fuerte que disuelve la capa de óxido pero no daña el metal base subyacente. Tras el decapado, la superficie queda lisa, limpia y cumple la norma SSPC-SP 8 (Decapado) de limpieza industrial.
¿Para qué sirve el escabeche?
El decapado no es sólo una cuestión estética, sino también de integridad estructural y adherencia química. Para entender por qué este paso es fundamental, primero debemos comprender al "enemigo" que elimina.
Eliminación de impurezas: Explicar los contaminantes objetivo
La cascarilla de laminación no es sólo suciedad, sino una compleja estructura en capas de óxidos de hierro:
- Wüstita (FeO): La capa más cercana al metal.
- Magnetita (Fe₃O₄): La capa intermedia.
- Hematites (Fe₂O₃): La capa exterior, quebradiza.
El problema: La cascarilla de laminación es eléctricamente aislante y físicamente frágil. A diferencia del acero dúctil que hay debajo, la cascarilla se agrieta bajo tensión. Si intenta laminar acero en frío sin decaparlo primero, esta cascarilla dura se incrustará en la superficie más blanda, dañando permanentemente el acero y arruinando las costosas matrices de laminación.

El objetivo: la activación del "metal blanco
Para los procesos posteriores, "limpio" no es suficiente: la superficie debe ser químicamente activa.
- Para revestimientos y pintura: Las pinturas y las capas de galvanizado dependen de un perfil de superficie específico (patrón de anclaje) para agarrarse al metal. El decapado elimina la capa de óxido pasiva, dejando al descubierto el "metal blanco" reactivo que se adhiere agresivamente con las imprimaciones y los revestimientos de zinc.
- Para soldadura de precisión: La soldadura de acero sucio introduce oxígeno e impurezas en el baño de soldadura. El decapado garantiza una zona libre de contaminantes, lo que resulta esencial para las líneas de soldadura robotizada, donde la uniformidad es primordial.
Consejo profesional:
Muchos fallos de fabricación, como la delaminación del recubrimiento en polvo al cabo de seis meses, pueden deberse a un decapado inadecuado o a un "decapado insuficiente" en el que quedan residuos de cal. En TZR, consideramos que la preparación de la superficie es la base de la longevidad del producto.
Cómo funciona el proceso de escabechado?
Aunque pueda parecer un simple tanque de inmersión, el decapado es un violento asalto químico cuidadosamente controlado contra las impurezas. Para conseguir una superficie perfectamente limpia sin disolver el valioso acero que hay debajo, los fabricantes recurren a un mecanismo específico: el efecto "Blast Off".
El mecanismo químico
Muchos suponen que el ácido simplemente se come la capa de sarro de arriba abajo. En realidad, el proceso es mucho más dinámico.
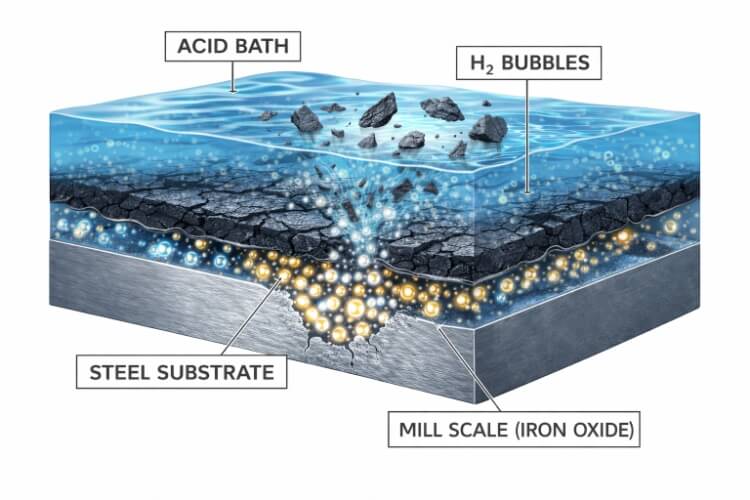
La cascarilla de laminación es naturalmente porosa y está llena de fisuras microscópicas. El ácido de decapado (el "licor de decapado") se filtra a través de estas fisuras y ataca la capa intermedia de óxido (FeO) justo en la interfaz del metal base.
Cuando el ácido reacciona con el hierro, genera gas hidrógeno. Estas diminutas burbujas de hidrógeno se forman bajo la capa de cal, creando una inmensa presión. Como si se tratara de millones de microexplosivos, esta presión hace estallar literalmente la cascarilla de la superficie del metal, haciendo que se desprenda y caiga en la solución. Al mismo tiempo, el ácido disuelve los óxidos de hierro restantes, dejando una superficie de acero prístina y químicamente activa.
Nota del experto:
La velocidad de esta reacción es fundamental. Si el acero permanece demasiado tiempo en el baño, se produce un "exceso de picado". El ácido empieza a atacar al metal base, provocando graves picaduras y pérdidas de material. Por este motivo, los tiempos de permanencia precisos no son negociables para el control de calidad.
El flujo de trabajo paso a paso
Una línea de decapado satisfactoria implica una rigurosa secuencia de pasos diseñados para garantizar que el metal esté limpio, procesado y protegido.
Paso 1: Desengrasado y limpieza
Antes de que el acero entre en contacto con el ácido, debe estar libre de contaminantes orgánicos. Los aceites, grasas y lubricantes de embutición actúan como barrera, impidiendo que el ácido llegue a la superficie. Primero se utiliza un limpiador alcalino caliente o un desengrasante con disolvente; de lo contrario, el ácido simplemente se acumulará en los puntos aceitosos, dejando manchas de cascarilla sin decapar.
Paso 2: El baño ácido (escabechado)
Esta es la etapa central. El metal se sumerge o se rocía con la solución ácida. Las líneas continuas modernas utilizan boquillas de pulverización de alta presión para agitar el ácido, lo que garantiza que la solución llegue constantemente a la superficie, lo que acelera significativamente la reacción en comparación con la inmersión estática.
Paso 3: Aclarado (aclarado en cascada)
Una vez eliminada la cal, la reacción química debe detenerse inmediatamente. El acero se somete a un riguroso enjuague con agua -a menudo en cascada de varias etapas- para eliminar todos los restos de ácido y sales metálicas disueltas. Cualquier residuo que quede provocará una corrosión grave más adelante.
Paso 4: Neutralización
El aclarado con agua no siempre basta para neutralizar el pH de la superficie de acero. Se aplica un baño alcalino débil (a menudo con amoniaco o cal) para garantizar que la superficie quede completamente pasiva y no queden iones ácidos en los poros del metal.
Paso 5: Engrase o sellado (crítico para el "óxido repentino")
Este último paso marca la diferencia entre un producto utilizable y la chatarra. El acero recién decapado es muy reactivo: es esencialmente hierro "desnudo". Sin protección, reaccionará con el oxígeno del aire casi instantáneamente, formando una capa de "óxido instantáneo" amarillo. Para evitarlo, el acero se recubre inmediatamente con una fina capa de aceite, un inhibidor de óxido o una cera hidrosoluble para sellar la superficie durante el almacenamiento o el transporte.
Métodos de aplicación: Inmersión frente a pulverización
El método físico de aplicación del ácido depende en gran medida de la forma del producto:
- Decapado por lotes (inmersión): Se utiliza para tubos, piezas fabricadas o haces de varillas. Los artículos se colocan en cajas resistentes al ácido o en bastidores y se sumergen en grandes cubas de ácido. Así se garantiza que el líquido llegue al interior de tubos y geometrías complejas.
- Decapado continuo (por aspersión o por arrastre): Se utiliza principalmente para bobinas de acero. La banda de acero se desenrolla y se tira continuamente a través de una serie de tanques a altas velocidades (hasta 1.000 pies por minuto).
Tipos de ácidos de decapado: HCl vs. H2SO4
Aunque el objetivo del decapado es uniforme -eliminar óxidos-, el agente químico utilizado para conseguirlo altera fundamentalmente la velocidad del proceso, el coste y, lo que es más importante, el acabado superficial de su producto.
En la industria del acero al carbono predominan dos ácidos: El ácido clorhídrico (HCl) y el ácido sulfúrico (H₂SO₄). La elección entre ellos suele ser un compromiso entre el coste operativo y la calidad de la superficie.
Ácido clorhídrico (HCl): El patrón de precisión
Desde mediados del siglo XX, el HCl se ha convertido en el gran favorito de las líneas de decapado continuo de chapas, sobre todo para aceros de calidad para automoción y electrodomésticos.
- El acabado "brillante": El HCl ataca las capas de cal (FeO, Fe₂O₃, Fe₃O₄) de forma agresiva, pero es relativamente suave con el metal base. El resultado es una superficie más brillante, más blanca y más limpia, con menos "tizne" (residuo de carbono insoluble) en comparación con el ácido sulfúrico.
- Eficiencia energética: Una de sus mayores ventajas es la temperatura. El HCl funciona eficazmente a temperatura ambiente o con un calentamiento mínimo (normalmente de 160°F a 180°F), lo que reduce significativamente el consumo de energía de la línea.
- La compensación: El mayor inconveniente es la volatilidad. El HCl emite humos con facilidad, lo que requiere costosos sistemas de ventilación y depuración para proteger a los trabajadores y los equipos. También es más caro de comprar por tonelada que el ácido sulfúrico.
Lo mejor para: Chapa de alta calidad, paneles de automoción y piezas que requieran chapado o pintura.
Ácido sulfúrico (H₂SO₄): El caballo de batalla económico
Antes de la década de 1960, el ácido sulfúrico era el estándar de la industria. Hoy en día sigue siendo popular para el decapado por lotes de varillas, alambres y formas estructurales en los que la recuperación de costes es una prioridad.
- Renovabilidad: El ácido sulfúrico es más barato de comprar y más fácil de renovar. A medida que el ácido se satura de hierro, el sulfato ferroso puede cristalizarse, lo que permite regenerar el ácido y reutilizarlo casi indefinidamente.
- El requisito del calor: Para que funcione eficazmente, el ácido sulfúrico debe calentarse a 82°C - 107°C (180°F -225°F). Aunque el producto químico es barato, la factura energética para mantener miles de galones de ácido cerca del punto de ebullición es considerable.
- El riesgo final: La superficie resultante suele ser más oscura y puede tener más tizne residual. También plantea un mayor riesgo de "exceso de picado": si la línea se detiene, el ácido caliente seguirá atacando agresivamente el acero base, picando la superficie.
Lo mejor para: Barras de refuerzo, tubos, tuberías estructurales y alambre de bajo contenido en carbono en los que la estética de la superficie es secundaria con respecto al coste.
Ácidos especiales para aleaciones más resistentes
Los ácidos estándar suelen fallar cuando se trata de materiales de alta aleación.
- Acero con alto contenido en carbono (>0,6% Carbono): A medida que aumenta el contenido de carbono, el acero se vuelve más resistente al decapado estándar. Puede añadirse a la mezcla ácido fosfórico, ácido nítrico o ácido fluorhídrico para ayudar a eliminar las incrustaciones.
- Acero inoxidable: La capa de óxido de cromo del acero inoxidable es increíblemente dura. Normalmente requiere una combinación feroz de ácidos nítrico e fluorhídrico (a menudo denominado "ácido mixto") para limpiarla eficazmente y restaurar su pasividad.
Guía rápida de selección: ¿Qué ácido necesita?
| Característica | Ácido clorhídrico (HCl) | Ácido sulfúrico (H2SO4) |
|---|---|---|
| Aplicación principal | Hoja/tira continua (Auto/Appliance) | Decapado por lotes / Alambrón y alambre |
| Temperatura de funcionamiento | Inferior (<180 °F) - Ahorro de energía | Superior (180°F - 225°F) - Energía Pesada |
| Superficie Resultado | Brillante, blanco, limpio | Más oscuro, tizón potencial |
| Velocidad de reacción | Más rápido (2-3 veces la velocidad del H2SO4) | Más lento |
| Perfil de costes | Alto coste químico / Baja energía | Bajo coste químico / Alta energía |
Consejo profesional:
Si su proyecto implica la posterior galvanoplastia o el recubrimiento en polvo de alto brillo, especificar acero decapado con HCl suele ser la apuesta más segura. El perfil más brillante de la superficie garantiza una mejor adherencia y menos defectos estéticos que las alternativas decapadas con sulfuro.
Retos críticos y soluciones
Aunque el decapado es una práctica habitual, no está exento de peligros. Para los ingenieros y responsables de compras, comprender los riesgos de la fragilización por hidrógeno y los residuos peligrosos es tan importante como el propio acabado superficial. La ignorancia en este aspecto puede provocar fallos catastróficos en las piezas o responsabilidades en la cadena de suministro.
Fragilización por hidrógeno
Uno de los efectos secundarios más peligrosos del encurtido -y el que más a menudo se pasa por alto en las guías básicas- es la fragilización por hidrógeno (HE).
El mecanismo:
Durante la agresiva reacción ácida, se genera gas hidrógeno. Mientras que la mayor parte desaparece en forma de burbujas, el hidrógeno atómico es lo suficientemente pequeño como para difundirse directamente en la red cristalina del acero. Una vez dentro, estos átomos migran a zonas de alta tensión (como los límites de grano o las soldaduras) y se recombinan en hidrógeno molecular (H2).
Esta presión interna se acumula como un globo que se infla dentro de una roca. Crea una inmensa tensión interna que reduce drásticamente la ductilidad del metal.
La pesadilla del "fracaso retardado":
El aspecto aterrador de la HE es que provoca una fractura retardada. Un tornillo o una abrazadera pueden pasar perfectamente la inspección de control de calidad y romperse repentinamente bajo carga semanas después de su instalación. A menudo no hay advertencia, ni flexión, ni estiramiento, sólo un repentino y quebradizo chasquido.
La solución: Horneado ASTM B850
- Inhibidores: Los líquidos de decapado modernos utilizan inhibidores químicos para formar una película protectora sobre el metal desnudo que ralentiza la absorción de hidrógeno.
- Desfragmentación Horneado: Para los aceros de alta resistencia (normalmente los de dureza superior a 30-32 HRC), las piezas deben someterse a un proceso de "cocción" inmediatamente después del decapado.
- Estándar: Según la norma ASTM B850, las piezas deben hornearse a 190°C - 205°C (375°F - 400°F aproximadamente) durante al menos 3 horas (a menudo hasta 24 horas, dependiendo de la resistencia a la tracción) para forzar la salida del hidrógeno atrapado antes de que cause daños permanentes.
Nota del experto:
Si se abastece de elementos de fijación de alta resistencia o muelles que requieren decapado, solicite siempre un certificado de cocción. Omitir este paso es la causa #1 de fallos inexplicables de las fijaciones sobre el terreno.
Gestión de los "lodos de decapado
El subproducto del proceso de decapado no es sólo agua sucia; es un residuo tóxico peligroso conocido como licor de pepinillos usado (SPL).
El coste medioambiental:
A medida que el ácido actúa, se satura de sales de hierro disueltas (cloruro o sulfato ferroso) y metales pesados (cromo, níquel, plomo) desprendidos de la aleación. Cuando la concentración de ácido es demasiado baja para ser eficaz, hay que tratar este "lodo".
Eliminación y regeneración:
- Neutralización: El tratamiento más común consiste en añadir cal (hidróxido de calcio) al ácido gastado. Esto neutraliza el pH y hace que los metales pesados se precipiten en forma de lodo sólido, que luego se envía a vertederos peligrosos.
- Plantas de regeneración ácida (ARP): Las instalaciones más avanzadas, sobre todo las que utilizan ácido clorhídrico, utilizan procesos de tostación para recuperar el gas ácido y reutilizarlo. Esto crea un sistema de circuito cerrado y produce polvo de óxido de hierro, un valioso subproducto utilizado en la fabricación de imanes de ferrita y pigmentos.
Consideraciones económicas
Las estrictas normativas medioambientales relativas a la eliminación de SPL han elevado el coste de los servicios de decapado en los mercados occidentales. Al comparar ofertas, desconfíe de los proveedores con precios "demasiado buenos para ser verdad"; pueden estar escatimando en la gestión de residuos o utilizando baños ácidos agotados que dan lugar a una mala calidad superficial.
Alternativas al decapado químico: Cuándo prescindir del ácido
Aunque el decapado con ácido es el rey indiscutible de la producción de chapas metálicas de gran volumen, las estrictas normativas medioambientales y el riesgo específico de fragilización por hidrógeno han impulsado el desarrollo de métodos alternativos. Para determinadas aplicaciones, estas técnicas "secas" pueden ser superiores.
Limpieza mecánica (SPS / chorro abrasivo)
Para los proyectos de acero estructural en los que es imposible la manipulación química o en los que se requiere una textura superficial específica, la limpieza mecánica -a menudo regida por las normas ISO 8501-1- es la opción más acertada.
- El proceso: El acero se granalla con medios abrasivos (arena, granalla o granalla de acero) o se cepilla agresivamente con alambre.
- Pros: Elimina los residuos ácidos peligrosos y evita por completo los riesgos de fragilización por hidrógeno. Es ideal para la eliminación de óxido pesado en vigas y chapas.
- Contras: Deja un acabado áspero y mate en comparación con la superficie lisa y brillante del decapado con ácido. También tiene dificultades para limpiar superficies internas de tubos o formas complejas donde no llega el granallado.
Limpieza de llamas
- El proceso: Se pasa una llama de oxiacetileno por la superficie del acero. La rápida expansión térmica hace que la cascarilla de laminación frágil se desprenda, mientras que el metal base se expande a un ritmo diferente.
- Pros: Útil para la limpieza localizada o la preparación de estructuras existentes para su repintado cuando los baños químicos no son prácticos.
- Contras: Alto coste energético y alto potencial de deformación de los materiales finos debido al aporte de calor.
Limpieza láser (el futuro de la preparación ecológica de superficies)
- El proceso: Los láseres pulsados de alta intensidad abaten (vaporizan) la capa de óxido y la herrumbre al instante.
- Pros: Es la opción más respetuosa con el medio ambiente que existe. No produce residuos químicos, no requiere consumibles y ofrece un control preciso de la cantidad de material que se elimina sin dañar el sustrato.
- Contras: El coste inicial del equipo es extremadamente elevado, y las velocidades de limpieza para grandes superficies son actualmente mucho más lentas que las de una línea continua de decapado con ácido.
Conclusión
El decapado del acero es mucho más que un simple paso de "limpieza"; es un proceso metalúrgico fundamental que define el ADN de su producto final. Tanto si está soldando, pintando o laminando en frío, el éxito de su operación depende de la pureza microscópica de la superficie metálica.
Para compradores e ingenieros, especificar "Decapado y aceitado" no es sólo una línea en un pedido, es una garantía de que su acero está libre de defectos ocultos y listo para una fabricación de alto rendimiento.
En TZR, no nos limitamos a cortar y doblar metal; diseñamos calidad desde el sustrato. Nuestro equipo aprovecha más de una década de fabricación de chapa metálica experiencia para garantizar que todos los materiales que utilizamos cumplen rigurosas normas de calidad superficial.
Tanto si necesita chapas perfectamente decapadas para un acabado de recubrimiento en polvo impecable como componentes estructurales robustos libres de riesgos de hidrógeno, tenemos la experiencia necesaria para guiarle en su elección. Preparado para asegurar su cadena de suministro? Póngase en contacto con TZR para una consulta sobre su próximo proyecto.


