
Chaque fois que vous ouvrez une portière de voiture, que vous tournez un bouchon de réservoir ou que vous utilisez un évier en acier inoxydable, vous manipulez une pièce emboutie. L'emboutissage est l'un des moyens les plus fiables pour donner à la tôle des formes durables et sans soudure, qu'il s'agisse de petits boîtiers électriques ou de grands panneaux structurels.
Ce procédé consiste à transformer une ébauche métallique plate en une forme creuse en la tirant dans une cavité de la matrice à l'aide d'un poinçon. Lorsque la profondeur de la pièce est supérieure à son diamètre, on parle d'emboutissage profond. Contrairement à l'emboutissage classique, qui consiste principalement à couper ou à plier le métal, l'emboutissage étire la tôle pour créer une forme lisse, continue et sans joint, à la fois légère et résistante.
Rien que dans la construction automobile, plus de 150 composants sont emboutis, tels que les boîtiers d'airbags, les filtres et les couvercles de réservoir. Ce procédé est apprécié pour sa précision, sa cohérence et sa grande efficacité matérielle, ce qui le rend essentiel pour une production évolutive et rentable.

Qu'est-ce que le Deep Drawing? ?
L'emboutissage est un processus d'écoulement contrôlé du métal. Une ébauche plate est maintenue entre la matrice et le porte-ébauche tandis qu'un poinçon la tire dans la cavité de la matrice. Au cours de ce mouvement, le métal s'étire le long de la paroi et se comprime au niveau de la collerette. Le maintien d'un bon équilibre entre la tension et la compression assure un formage en douceur - un équilibre insuffisant entraîne des plis ou des déchirures.
Les presses servo et hydrauliques modernes surveillent la position du poinçon et la force de formage pendant chaque course. La courbe force-déplacement qu'ils enregistrent montre la stabilité du flux : une courbe lisse signifie une déformation régulière, tandis que des pics soudains indiquent souvent des problèmes de friction ou de lubrification.
Les composants essentiels et leurs rôles
| Composant | Rôle | Note de conception |
|---|---|---|
| Blanc | La tôle plate qui devient la pièce | Son diamètre et son épaisseur fixent la limite de tirage |
| Guignol | Forme l'intérieur en appliquant une force | Surface lisse ; rayon de la pointe ≈ 6-8 × épaisseur |
| Mourir | Forme le contour extérieur et fournit la cavité | Fabriqué en acier dur pour une longue durée de vie de l'outil |
| Support vierge | Maintient le métal à plat pour éviter qu'il ne se froisse | Pression ≈ 0.5-1% de la charge de formage par mm² |
Ces pièces doivent être parfaitement alignées et présenter des surfaces lisses. Même un décalage de 0,05 mm peut entraîner une épaisseur de paroi inégale ou une distorsion des bords.
Applications typiques
Le dessin en profondeur est courant partout où les surfaces homogènes et la géométrie forte sont importantes :
- Automobile : réservoirs de carburant, boîtiers de filtre, boîtiers de capteur
- Électronique : boîtiers, écrans EMI, capuchons de connecteurs
- Appareils électroménagers : éviers, ustensiles de cuisine, luminaires
- Médical et industriel : boîtiers, boîtiers de pompe, conteneurs de précision
Cette méthode associe une qualité reproductible à un minimum de déchets, ce qui la rend idéale pour les longues séries de production.
Comment fonctionne le Deep Drawing:Step by Step
Chaque former a un rôle à jouer. Lorsqu'elle est bien réglée, la séquence garantit un débit régulier, la précision et une longue durée de vie de l'outil.
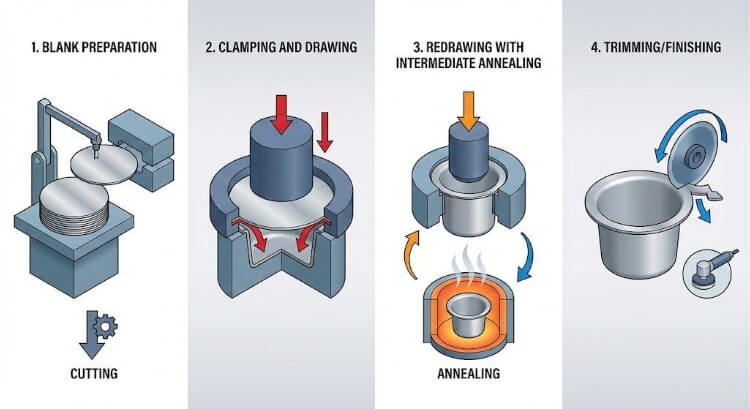
Étape 1:Préparation du flan
Le processus commence par la découpe d'ébauches dans des tôles ou des bobines, généralement en acier doux, en acier inoxydable ou en aluminium. Une découpe précise au laser ou à la cisaille permet d'obtenir des bords nets qui évitent les fissures lors du formage.
Ensuite, les ébauches sont nettoyées et lubrifiées. Une couche uniforme d'huile ou de film polymère réduit la friction et assure un écoulement équilibré. Une couche inégale peut entraîner un étirement plus rapide d'un côté que de l'autre.
Étape :2:Clampage et dessin initial
L'ébauche est serrée entre la matrice et le porte-étiquette sous une pression contrôlée. En descendant, le poinçon tire la feuille dans la matrice. La bride se comprime et la paroi s'étire - les deux doivent rester en équilibre pour un formage en douceur.
Les principaux paramètres sont les suivants :
- Pression du porte-flanc : un niveau trop bas provoque des rides ; un niveau trop élevé provoque des déchirures.
- Vitesse de perforation : Le fait de ralentir en fin de course permet d'éviter l'accumulation de contraintes.
- Lubrification : doit rester stable, avec un frottement compris entre 0,05 et 0,10 pour l'acier.
Pour l'acier doux, le meilleur rapport d'emboutissage (diamètre du flan ÷ diamètre du poinçon) est de 1,8-2,2. Des valeurs plus élevées nécessitent un nouvel emboutissage.
Étape 3:Redessin et recuit intermédiaire
Si un seul étirage ne permet pas d'atteindre la profondeur requise, les ingénieurs utilisent plusieurs étapes d'étirage. Chaque étape permet d'approfondir progressivement la pièce afin d'éviter un amincissement excessif. Entre les étapes, un recuit rétablit la ductilité perdue à la suite de l'écrouissage - généralement à 600 °C pour l'acier et à 350 °C pour l'aluminium.
Cet équilibre entre le formage et le traitement thermique permet d'éviter les fissures et d'améliorer l'état de surface.
Étape 4:Trimming et finition
Après l'emboutissage final, la bride est ébarbée pour obtenir une hauteur uniforme. L'ébarbage laser ou CNC permet d'obtenir une précision de ±0,05 mm. La pièce est ensuite nettoyée, ébarbée ou polie, en fonction de son utilisation.
Pour les articles de précision tels que les boîtiers de capteurs ou les couvercles de pompes, l'inspection par CMM vérifie la rondeur et la précision des parois à ±0,1 mm sur toute la hauteur. À ce stade, l'ébauche autrefois plate est devenue un composant solide, uniforme et prêt à être assemblé, sans qu'il soit nécessaire d'avoir recours à une machine à commande numérique. soudage ou de l'usinage supplémentaire.
Matériaux et considérations de formabilité
Sélection des matériaux détermine si une feuille se forme en douceur ou si elle se fissure pendant l'emboutissage. Les meilleurs matériaux pour l'emboutissage profond ont une ductilité élevée, une faible limite d'élasticité et des grains fins et uniformes.
Matériaux courants utilisés dans l'emboutissage
| Matériau | Allongement typique (%) | Valeur n (écrouissage) | Formabilité relative | Applications courantes |
|---|---|---|---|---|
| Acier à faible teneur en carbone | 35-40 | 0.20-0.22 | Excellent | Réservoirs de carburant, supports |
| Acier inoxydable 304 | 40-45 | 0.25-0.30 | Très bon | Eviers, boîtiers médicaux |
| Aluminium 5052-H32 | 25-30 | 0.18-0.22 | Modéré | Boîtiers électroniques |
| Laiton C260 | 35 | 0.22 | Bon | Pièces décoratives et électriques |
| Cuivre | 40 | 0.24 | Excellent | Coupes et connecteurs électriques |
L'allongement mesure la distance qu'une feuille peut parcourir avant de se rompre. La valeur n indique la régularité avec laquelle le matériau s'amincit sous l'effet de la tension. Une valeur n plus élevée signifie que les parois sont plus lisses et qu'il y a moins de points minces.
Aperçu de l'ingénieur :
L'acier inoxydable 304 avec un allongement de 40% peut atteindre un rapport d'étirage d'environ 2,0 : 1 en une seule passe. L'aluminium 6061-T6, qui est plus dur, nécessite généralement une étape de recuit à environ 350 °C pour éviter les fissures.
Principales propriétés mécaniques à vérifier
- Rapport rendement/traction : Une valeur d'environ 0,6 permet d'obtenir un étirement suffisant sans perte de résistance.
- Anisotropie (valeur r) : Les valeurs supérieures à 1,5 réduisent l'usure et maintiennent la hauteur du mur uniforme.
- Variation de l'épaisseur : Même des variations de ±0,02 mm peuvent déplacer les contraintes et provoquer des ondulations.
Des tests tels que le cupping d'Erichsen ou le Limiting Drawing Ratio (LDR) permettent de confirmer que la feuille peut supporter la profondeur requise en toute sécurité.
Compromis de formabilité
- Acier se forme régulièrement et résiste aux défauts, mais nécessite 25-40% plus de force de pression que l'aluminium.
- Aluminium est plus léger et se forme rapidement, mais colle facilement et nécessite des lubrifiants spéciaux.
- Cuivre et laiton se forment proprement mais durcissent rapidement, d'où la nécessité d'un recuit fréquent entre les tirages.
Paramètres de conception et d'ingénierie
Même un bon matériau peut échouer si la conception ignore les limites du formage. Une géométrie, un jeu et un contrôle du frottement appropriés rendent l'emboutissage cohérent et prévisible.
Ratios géométriques critiques
- Rapport de tirage (DR) = Diamètre de la découpe ÷ Diamètre du poinçon
- Plage de sécurité pour la plupart des aciers : 1,8-2,2
- Au-delà de 2.3 → nécessite un redécoupage en plusieurs étapes
- Rapport de tirage limite (LDR) : Le ratio maximum de sécurité avant défaillance.
- Acier doux ≈ 2.2 Al 5052 ≈ 1.9 Inox 304 ≈ 1.8
Exemple :
L'augmentation du DR de 1,8 à 2,0 augmente la force de pressage d'environ 15%. L'utilisation d'un lubrifiant à faible friction (μ ≈ 0,06) peut compenser la charge plus élevée et maintenir l'amincissement de la paroi sous 15%.
Géométrie et dégagement de l'outil
| Paramètres | Fourchette recommandée | Objectif |
|---|---|---|
| Rayon de l'angle | 6-10 × épaisseur de la feuille | Réduction de la concentration des contraintes |
| Dégagement de l'emporte-pièce | 7-10 % plus grande que l'épaisseur de la tôle | Favorise l'écoulement régulier du métal |
| Force Blank-Holder | 0,5-1 % de la charge totale de formage par mm² | Prévient les rides sans étirer les murs |
Même un rayon de matrice plus grand de 1 mm peut réduire l'amincissement des arêtes de 20-25%, ce qui prolonge considérablement la durée de vie de l'outil pendant les cycles de production à haut volume.
Contrôle du frottement et de la lubrification
Le frottement définit la façon dont le métal glisse dans la matrice. L'objectif est d'obtenir un mouvement régulier et sans à-coups.
- Acier : Utiliser des lubrifiants synthétiques à base d'ester ou de graphite.
- Aluminium : Utiliser des films en PTFE ou en polymère pour éviter le grippage.
- Finition de la surface : Ra 0,2-0,4 µm assure une bonne adhérence et un glissement régulier.
Une rugosité de surface inégale ou une mauvaise lubrification peuvent provoquer des déchirures ou une épaisseur de paroi inégale.
Précision dimensionnelle et tolérancement
Les pièces embouties ont souvent une épaisseur de paroi de ± 0,05 mm et une hauteur de ± 0,1 mm après l'ébarbage. Les servopresses dotées de capteurs en temps réel ajustent la pression et la vitesse à chaque course afin de maintenir la cohérence des pièces sur de longues séries de production.
Prévention des défauts courants
Même avec une installation soignée, des problèmes tels que des plis, des déchirures ou des oreilles peuvent apparaître. La compréhension de ces problèmes permet aux ingénieurs d'éviter les temps d'arrêt et les rebuts.
Rides
Les rides apparaissent lorsque la zone de la collerette est trop comprimée.
- Les causes : Faible pression du porte-flans, trop de lubrifiant ou flans surdimensionnés.
- Solutions : Augmenter la pression du support 10-15%, ajouter des perles d'étirage ou utiliser des matrices à étages.
Un contrôle rigoureux de la pression peut réduire les rides visibles jusqu'à 60% et améliorer la planéité de la surface.
Déchirures et fissures
Les déchirures se produisent lorsque la contrainte de traction dépasse la limite du matériau, généralement près du rayon du poinçon.
- Les causes : Angles vifs, mauvaise lubrification ou vitesse élevée du poinçon.
- Corrections : Polir les arêtes de l'outil, utiliser des lubrifiants plus puissants et ralentir en fin de course.
Aperçu de l'ingénieur :
Le ralentissement de la course finale de l'aluminium 5052 peut réduire les taux de déchirure d'environ un tiers.
Earing
Les "oreilles" sont de petites pointes de bord causées par un écoulement inégal du grain pendant le formage.
- Les causes : Anisotropie dans le sens du roulement.
- Solutions : Faites pivoter les ébauches de 45° par rapport au grain, choisissez des matériaux avec des valeurs r plus élevées ou coupez la hauteur supplémentaire lors de la finition.
Les systèmes de vision modernes peuvent mesurer la hauteur de l'oreille avec une précision de ± 0,1 mm et ajuster automatiquement l'orientation du blanc pour le cycle suivant.
Avantages de l'emboutissage
L'emboutissage reste l'un des moyens les plus fiables pour donner à la tôle des formes solides, homogènes et sans soudure à l'échelle. Ses avantages couvrent la solidité, le coût, la précision et l'apparence, tout en permettant une production durable et en grande quantité.
Solidité et durabilité sans faille
Chaque pièce emboutie commence par une feuille solide, ce qui signifie qu'il n'y a pas de soudures ou de joints susceptibles de se rompre.
Cette structure de grain ininterrompue augmente la solidité et la résistance à la fatigue, ce qui en fait un matériau idéal pour les boîtiers automobiles, les pièces hydrauliques et les réservoirs sous pression.
Les tests montrent que les coupelles en acier à faible teneur en carbone embouties peuvent supporter une pression interne supérieure de 15-20% à celle des pièces soudées de même épaisseur, ce qui prouve leur fiabilité supérieure.
Précision et répétabilité élevées
Les servopresses modernes contrôlent la force et la position au micron près. Une fois la configuration terminée, le processus se répète avec une cohérence quasi parfaite. Une servopresse de 200 tonnes peut produire plus de 50 000 boîtiers identiques avant que les matrices n'aient besoin d'être repolies. Des capteurs contrôlent en permanence la force de formage et l'alignement pour maintenir la qualité.
Réduction des coûts et des déchets de matériaux
L'emboutissage profond transforme la quasi-totalité de l'ébauche en une pièce finie, laissant très peu de déchets. Chaque coup ne dure que de 1 à 3 secondes, ce qui permet de maintenir un rendement élevé et des coûts faibles.
Comparé à l'usinage ou au filage, l'emboutissage peut.. :
- Réduire les déchets de matières premières de 80-90%
- Réduction du coût par pièce de 30-50% en production de masse
- Supprime le besoin de soudage ou d'assemblage secondaire
Excellent état de surface
Lorsque le métal s'écoule sur l'outillage poli, il développe une surface lisse et réfléchissante.
Les finitions typiques atteignent Ra 0,2-0,4 µm, ce qui est suffisamment propre pour une utilisation directe dans les ustensiles de cuisine, l'éclairage et les pièces médicales sans polissage supplémentaire.
Cette finition naturelle permet non seulement de gagner du temps, mais aussi d'améliorer la résistance à la corrosion et la qualité visuelle.
Conception flexible dans tous les secteurs d'activité
L'emboutissage permet de traiter facilement les formes rondes, rectangulaires et complexes. Il est utilisé dans un grand nombre de secteurs :
- Automobile : bouchons de carburant, boîtiers de filtre, boîtiers de capteur
- Électronique : Blindages EMI, boîtiers de connecteurs
- Aérospatiale : coques de précision, housses de protection
- Biens de consommation : ustensiles de cuisine, panneaux d'appareils électroménagers
Parce qu'il s'adapte facilement du prototype à la production complète, l'emboutissage permet à la fois des conceptions personnalisées et une fabrication de masse efficace.
Conclusion
L'emboutissage profond combine la science des matériaux, la conception d'outils et un contrôle précis pour fabriquer des pièces plus légères, plus résistantes et plus homogènes dans chaque lot. La technologie servo moderne et la surveillance numérique ont transformé l'emboutissage profond en un processus intelligent, piloté par les données, capable d'atteindre un taux de défauts proche de zéro.
Avec son mélange d'efficacité, de solidité et de contrôle des coûts, l'emboutissage reste une pierre angulaire de la fabrication moderne.
Vous avez besoin d'aide pour concevoir ou produire des pièces métalliques embouties ? Notre équipe d'ingénieurs est spécialisée dans la fabrication de tôles de précision, depuis la sélection des matériaux et la conception de l'outillage jusqu'à la validation des prototypes et la production en série. Prendre contact pour discuter des exigences de votre projet et recevoir un devis rapide et détaillé.
FAQ
Qu'est-ce qui différencie le dessin profond de l'estampage ?
L'emboutissage consiste principalement à couper ou à plier des pièces peu profondes, tandis que l'emboutissage étire la tôle pour lui donner des formes plus profondes, sans soudure, qui offrent une plus grande résistance.
Quels sont les meilleurs métaux pour l'emboutissage ?
Les métaux présentant une bonne ductilité et une résistance équilibrée - tels que l'acier doux, l'acier inoxydable 304 et l'aluminium 5052 - se forment en douceur et conservent une épaisseur de paroi constante.
Comment les fabricants empêchent-ils les déchirures ou les plis ?
Ils contrôlent la pression du porte-flan, le rapport d'étirage et la lubrification. Les servopresses peuvent ajuster automatiquement ces paramètres au cours de chaque course afin de maintenir le flux de métal stable.
L'emboutissage peut-il être utilisé pour les prototypes ou les petites séries ?
Oui. Grâce aux matrices souples ou modulaires, les ingénieurs peuvent rapidement tester les conceptions avant d'investir dans un outillage durci, ce qui permet d'accélérer le développement des produits.
L'emboutissage est-il efficace sur le plan énergétique ?
Oui. Les servopresses modernes consomment 30-40% moins d'énergie que les anciens systèmes mécaniques. Associée à une utilisation élevée des matériaux et à la possibilité de les recycler, elle favorise une production durable à faible émission de carbone.