
La sérigraphie sur métal est un procédé qui consiste à transférer de l'encre sur une surface métallique à travers un écran en maille. Elle est principalement utilisée pour ajouter des logos, du texte, des symboles et des graphiques simples à des pièces métalliques.
Il est souvent utilisé sur les panneaux de contrôle, les boîtiers, les plaques signalétiques, les couvercles et d'autres pièces qui nécessitent des marquages clairs et durables. Il fonctionne bien pour les couleurs unies et les productions répétées, c'est pourquoi il est encore largement utilisé dans la fabrication de produits métalliques.
À première vue, le processus semble simple. Dans la production réelle, le résultat dépend de bien plus que de l'application d'encre sur une surface. L'état de la surface, le type d'encre, la méthode de séchage, la forme de la pièce et la zone d'impression sont autant d'éléments qui déterminent si l'impression est nette, si elle reste fixée et si elle est cohérente d'un lot à l'autre.
Cet article se concentre sur les domaines dans lesquels ce processus fonctionne bien, sur ce qui affecte la qualité de l'impression et sur les limites à prendre en compte avant de passer à la production. Il examine également les situations dans lesquelles une autre méthode de marquage peut s'avérer une meilleure option.

Où la sérigraphie est-elle couramment utilisée? ?
La sérigraphie est généralement utilisée pour les pièces métalliques qui nécessitent des marquages visuels clairs et résistants à l'usure. Malgré l'existence d'options d'impression numérique, elle reste un procédé standard pour le matériel industriel et commercial.
Pièces courantes utilisant la sérigraphie
Le processus fonctionne bien pour les pièces exposées à des manipulations régulières ou à des conditions environnementales spécifiques. Les applications les plus courantes sont les suivantes
- Boîtiers et châssis sur mesure : Serveurs montés en rack, châssis GPU et boîtiers d'équipement.
- Plaques frontales et plastrons : Cartes de contrôle, équipements d'essai et interfaces de dispositifs médicaux.
- Plaques signalétiques et étiquettes en métal : Plaques de numéro de série, étiquettes de spécification des machines et badges d'identification.
Qu'est-ce qui est généralement imprimé sur des surfaces métalliques? ?
Comme ce procédé dépose une couche d'encre relativement épaisse, il est généralement utilisé pour des graphiques fonctionnels plutôt que pour des images complexes. Les éléments imprimés typiques sont les suivants :
- Étiquettes des ports d'E/S (par exemple, USB, alimentation) et indicateurs de boutons.
- Avertissements de sécurité et instructions opérationnelles.
- Logos d'entreprise et graphiques de marque en couleur unie.
- Marques d'alignement, grilles et cadrans sur les outils de mesure.
Pourquoi ce procédé est-il encore largement utilisé ?
La décision de recourir à la sérigraphie dépend généralement de deux facteurs : la durabilité du revêtement et le volume de production.
La couche d'encre plus épaisse appliquée par l'écran offre une meilleure résistance à l'abrasion physique et aux nettoyages chimiques que les impressions numériques standard. Du point de vue des coûts, le processus nécessite un temps d'installation initial pour préparer les écrans et les installations.
Par exemple, le marquage au laser ou l'impression numérique peuvent être mieux adaptés pour 20 pièces prototypes. Toutefois, dès que la quantité atteint quelques centaines de pièces, la sérigraphie devient souvent le choix le plus rentable, car les coûts de configuration sont répartis sur un plus grand nombre d'unités.
Le processus de sérigraphie sur métal
Un résultat stable dépend d'un contrôle strict de l'ensemble de la séquence de production. De la préparation de la surface au séchage, chaque étape influe sur l'adhérence, l'apparence et la durabilité globale de l'encre.
Nettoyage et préparation des surfaces
Le métal n'étant pas poreux, l'état de la surface a un impact direct sur l'adhérence. Toute trace de liquide de coupe, d'huile d'emboutissage, d'empreintes digitales ou d'oxydation peut empêcher l'encre d'adhérer au substrat.
Avant l'impression, le métal doit être soigneusement dégraissé et nettoyé. Par exemple, l'impression sur un châssis de serveur revêtu de poudre nécessite une formulation d'encre et un profil de durcissement différents de l'impression sur de l'aluminium nu brossé. En fonction du matériau de base et de sa finition, la préparation peut impliquer des nettoyages chimiques, des bains alcalins ou une légère abrasion de la surface pour garantir une bonne adhérence de l'encre.
Configuration et alignement de l'écran
L'impression de plusieurs pièces nécessite un positionnement cohérent. Les montages d'outillage et les gabarits personnalisés maintiennent la pièce métallique en place. Si un dessin nécessite plusieurs couleurs, un repérage précis est nécessaire.
Un mauvais alignement à ce stade entraîne des chevauchements ou des lacunes entre les couches d'encre. Pour éviter cela, des gabarits usinés avec précision sont nécessaires pour maintenir les tolérances d'alignement à +/- 0,1 mm.
Application de l'encre et contrôle de la couche
Des encres métalliques spécialisées, telles que des époxydes en deux parties ou des formules à base de solvant, sont appliquées sur l'écran. Une raclette fait passer l'encre à travers la maille sur la pièce métallique.
Des variables telles que la pression de la raclette, l'angle et le nombre de mailles déterminent l'épaisseur finale de la couche d'encre. Des réglages incorrects peuvent donner à l'impression un aspect délavé ou faire déborder l'encre au-delà des bords prévus.
Séchage et durcissement
Le métal n'absorbe pas l'encre humide, de sorte que l'impression doit être séchée pour durcir et adhérer à la surface. En fonction de la formulation spécifique de l'encre, les pièces sont séchées à l'air pour permettre aux solvants de s'évaporer ou cuites dans un four à convoyeur.
La cuisson thermique accélère la réticulation, créant une liaison permanente avec le métal nu ou son revêtement de protection.
Inspection et manipulation
Les lots finis sont soumis à des contrôles de qualité avant d'être emballés. Les opérateurs recherchent des problèmes visuels tels que des bords flous, des trous d'épingle ou une couverture incomplète. Pour vérifier l'adhérence physique, les fabricants utilisent généralement le test d'adhérence par hachures croisées (ASTM D3359).
Si l'encre s'écaille ou se détache lorsqu'elle est testée à l'aide d'un ruban normalisé, le lot échoue à l'inspection, ce qui indique généralement un problème sous-jacent lié à la préparation de la surface ou à la température de durcissement.
Quelles sont les pièces et les graphiques qui conviennent à ce processus? ?
La sérigraphie est un procédé mécanique. Son succès dépend fortement de la géométrie physique de la pièce de tôle et de la complexité de l'œuvre d'art. Elle repose sur des pochoirs physiques, ce qui la rend très efficace pour certaines applications, mais inadaptée pour d'autres.
Graphiques, textes et logos simples
Ce procédé fonctionne le mieux pour les graphiques vectoriels solides, les couleurs d'accompagnement (telles que les couleurs Pantone spécifiques) et le texte en bloc. L'encre étant poussée à travers un pochoir, la sérigraphie ne peut pas reproduire avec précision les dégradés, les ombres ou les images photographiques très détaillées.
Pour éviter que l'encre ne coule ou que les grilles ne se bouchent pendant un cycle de production, nous recommandons de concevoir des limites strictes :
- Le poids minimum des lignes doit être supérieur à 0,2 mm.
- La taille du texte ne doit pas être inférieure à 6 points.
Pièces avec des zones d'impression claires et accessibles
La raclette d'impression a besoin d'un chemin plat et dégagé pour exercer une pression uniforme. En tant que fabricant de tôles à service complet, nous préférons toujours imprimer sur l'ébauche plate découpée au laser avant de l'envoyer à la presse plieuse à commande numérique pour la plier.
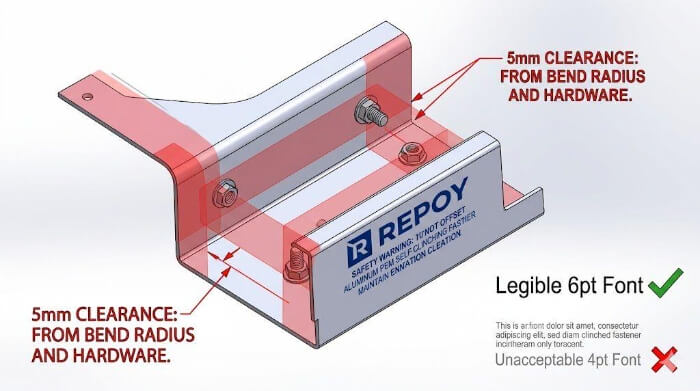
Si l'impression doit se faire sur un boîtier formé (comme une armoire de commande soudée ou un support complexe), la zone d'impression doit être complètement plate. Elle doit être positionnée à l'écart des brides internes, des supports PEM ou des coins soudés par points qui pourraient empêcher le cadre de l'écran d'affleurer le métal.
La règle standard en matière de tôlerie est de laisser un espace d'au moins 5 mm à partir de tout rayon de courbure ou de toute quincaillerie surélevée. Le non-respect de cette règle entraîne une répartition inégale de l'encre et des taux de rebut élevés.
Des emplois où la répétition de la production est importante
Chaque couleur d'un dessin nécessite un écran distinct, un film positif et un réglage de l'alignement. Pour un prototype unique ou un lot de 10, ce temps de préparation rend le coût unitaire prohibitif.
En revanche, pour une production de 500 ou 5 000 unités, le coût de l'outillage initial est réparti. Si votre projet nécessite des pièces de tôle identiques en grande quantité avec des marquages durables, la sérigraphie devient structurellement et économiquement logique.
Ce qui affecte généralement la qualité d'impression?
La qualité de l'impression sur métal n'est pas aléatoire ; elle se détériore lorsque les contrôles du processus sont défaillants. L'adhérence finale, la netteté et la cohérence du graphisme sont déterminées par la façon dont le fabricant gère les variables spécifiques de l'atelier.
Propreté de la surface et adhérence
L'adhérence est la mesure la plus critique. Si la tôle conserve ne serait-ce qu'une couche microscopique de liquide de refroidissement, d'huile antirouille ou d'huile de peau humaine, l'encre échouera au test du ruban adhésif en croix.
Un prétraitement adéquat augmente l'énergie de surface du métal, ce qui permet à l'encre d'adhérer correctement. Ce traitement varie en fonction du substrat : l'aluminium nu ou l'acier inoxydable peuvent nécessiter un nettoyage au solvant, tandis que l'acier laminé à froid (CRS) a souvent besoin d'un lavage alcalin contrôlé avant d'arriver à la station d'impression.
Type d'encre et méthode de durcissement
Il n'existe pas d'encre métallique universelle. Les encres époxydiques en deux parties offrent une excellente résistance chimique pour les environnements industriels, mais leur durée de vie en pot est courte, ce qui les rend plus difficiles à gérer pendant les longs cycles de production.
Les encres à base de solvant ou de cuisson nécessitent des profils de température précis pour durcir. Par exemple, si un boîtier NEMA revêtu de poudre est cuit à une température trop élevée pour durcir l'encre, la couche de poudre sous-jacente peut se ramollir ou se décolorer.
Les ingénieurs doivent spécifier l'environnement d'exploitation (par exemple, exposition aux UV, nettoyage chimique) afin que le fabricant puisse sélectionner la chimie de l'encre et le profil de durcissement thermique appropriés.
Couverture, netteté et cohérence
Les bords nets et les couleurs opaques dépendent de l'outillage physique. Un nombre de mailles plus élevé (un écran plus fin) permet d'obtenir un texte plus net, mais dépose moins d'encre. Les couleurs claires peuvent ainsi apparaître translucides sur les finitions métalliques foncées.
Inversement, une pression excessive de la raclette ou une dilution de l'encre entraînera un maculage ou un débordement de l'image au-delà des limites prévues.
Le maintien d'une viscosité de l'encre, d'une tension de l'écran et d'un angle de raclage constants dans le cadre d'une commande d'estampage ou de fabrication à grand volume constitue la principale différence entre une installation de fabrication contrôlée et une imprimerie de base.
Comment la surface et la finition du métal modifient-elles le résultat? ?
Le même dessin peut avoir un aspect très différent sur du métal nu, du métal peint par poudrage, du métal brossé ou de l'aluminium anodisé. La sérigraphie interagit directement avec les propriétés physiques et chimiques du support. C'est pourquoi la finition de la surface doit être finalisée avant que la méthode d'impression ne soit confirmée.
Métal nu ou métal enrobé
Les métaux nus tels que l'acier laminé à froid ou l'aluminium standard ont une énergie de surface élevée, ce qui permet à l'encre de se répandre uniformément. Cependant, les métaux nus sont sujets à l'oxydation, ce qui signifie qu'ils doivent être imprimés immédiatement après avoir été nettoyés.
Les surfaces revêtues se comportent différemment. L'impression sur une surface thermodurcie revêtue de poudre nécessite une encre qui se lie chimiquement à la couche de peinture, et non au métal sous-jacent. Si l'encre revêtement en poudre a une texture lourde, mate ou sableuse, l'encre se posera sur les sommets de la texture, laissant des micro-vides dans les vallées.
Si une couche de poudre fortement texturée est obligatoire, notre solution technique consiste soit à masquer la zone d'impression spécifique avant la couche de poudre, soit à spécifier un apprêt lisse, optimisé pour la sérigraphie, pour cette zone.
Surfaces brossées, polies et texturées
Le grain de la surface affecte directement la netteté des bords de l'impression. Sur finitions brossées (comme l'acier inoxydable brossé #4), l'encre peut s'écouler par capillarité dans le sens du grain microscopique. Cela provoque un défaut connu sous le nom de "plume" sur les bords du texte.
Poli ou les métaux à finition miroir posent le problème inverse. Ils sont souvent trop lisses pour que l'encre puisse s'y accrocher mécaniquement. Ces surfaces nécessitent généralement un promoteur d'adhérence ou un apprêt chimique spécifique avant l'impression.
Pourquoi le prétraitement est-il important avant l'impression ?
Si l'encre se détache d'une pièce métallique, le problème vient rarement de l'encre elle-même. La cause principale est une mauvaise tension superficielle due à la contamination.
Dans un environnement de fabrication standard, la tôle accumule des huiles d'emboutissage, des lubrifiants de presse-plieuse et de la suie de soudage. Si ces résidus ne sont pas complètement éliminés dans un bain de dégraissage, ils agissent comme un agent de démoulage. Un prétraitement adéquat garantit que l'énergie de surface du métal est supérieure à la tension superficielle de l'encre, ce qui permet un bon "mouillage" et une bonne adhérence.
Limites de conception souvent à l'origine de problèmes
Certaines défaillances d'impression commencent dans le fichier CAO plutôt que sur la ligne de production. Les petites caractéristiques, les espaces réduits, les courbes et les pièces instables peuvent tous réduire la qualité de l'impression et augmenter les taux de rebut.
Texte de petite taille, lignes fines et espacement réduit
Lorsque l'on fait passer de l'encre à travers une maille tissée, la physique limite la finesse du détail. Si les lettres sont trop petites ou placées trop près les unes des autres, l'encre humide s'étale légèrement et comble l'écart. C'est ainsi que des lettres comme le "a", le "e" et le "o" se remplissent complètement.
Pour éviter les problèmes de lisibilité et de colmatage des mailles, il convient de concevoir les produits pour qu'ils puissent être fabriqués (DFM) :
- Évitez les polices à empattement fin ou à largeur de trait variable.
- Maintenir un écart minimal de 0,3 mm entre les lignes parallèles.
- Les blocs de texte standard doivent avoir une taille de 6 points ou plus.
Arêtes, courbes et surfaces irrégulières
La raclette doit suivre une trajectoire continue et plane. Si la raclette rencontre un cordon de soudure surélevé, un trou fraisé ou une fixation PEM, elle rebondit. Ce rebond laisse un vide ou une forte trace d'encre immédiatement après l'obstacle.
Comme indiqué précédemment, il faut toujours laisser un espace d'au moins 5 mm à partir de toute ligne de pliage. Si un graphique doit traverser une couture ou se trouver près d'un bord, la méthode de fabrication préférée consiste à l'imprimer sur le flan plat avant tout pliage CNC ou toute insertion de matériel.
Pièces difficiles à tenir et à aligner
L'impression multicolore exige un repérage parfait. Pour ce faire, la pièce métallique doit être solidement verrouillée dans un gabarit personnalisé.
Si un support estampé présente des courbes organiques et aucun bord de référence droit, l'opérateur ne peut pas indexer la pièce de manière cohérente. Chaque pièce se positionnera légèrement différemment dans le dispositif de fixation, ce qui entraînera un décalage du logo ou du texte. Si le profil extérieur doit être irrégulier, nos ingénieurs ajoutent généralement des trous d'outillage dédiés, découpés au laser, dans des zones cachées du modèle plat, afin de garantir un enregistrement sans erreur sur le gabarit d'impression.
Comment choisir entre la sérigraphie et d'autres options?
La sérigraphie n'est pas toujours la meilleure option. En fonction du niveau de détail requis, des besoins de durabilité et du volume de production, d'autres méthodes peuvent fournir des résultats plus stables.
Marquage laser pour des détails fins et des marques permanentes
Le marquage laser utilise un faisceau focalisé pour modifier physiquement la couche supérieure du matériau. Il excelle dans le micro-texte, les codes QR et les données variables (telles que les numéros de série séquentiels), alors que la sérigraphie nécessiterait un nouvel écran pour chaque pièce.
Toutefois, si le marquage laser est extrêmement rapide pour les textes fins, l'utilisation d'un laser pour remplir un grand logo de couleur unie nécessite un balayage millimètre par millimètre. Cela augmente de manière exponentielle les temps de cycle et les coûts des pièces. La sérigraphie remplit cette même grande zone en un seul passage, en une seconde.
Impression UV pour des images en couleur
L'impression numérique UV fonctionne comme une imprimante à jet d'encre haut de gamme, en durcissant l'encre instantanément à l'aide de la lumière UV. C'est la seule option pratique si votre dessin comporte des dégradés de couleurs CMJN, des ombres ou des éléments photographiques.
Il est très rentable pour les prototypes de faible volume, car il n'y a pas de frais d'installation de l'écran. La contrepartie est la durabilité. Les encres numériques à séchage UV restent généralement sur la surface et présentent une résistance aux rayures et aux produits chimiques inférieure à celle des encres sérigraphiques époxydiques cuites.
Gravure à l'eau-forte ou à l'eau-forte pour les environnements difficiles
Pour les équipements déployés dans des conditions extrêmes, telles que les environnements marins, l'exploitation minière ou le traitement chimique, l'encre de surface peut finir par s'user.
La gravure chimique ou la gravure CNC enlève le métal pour créer une dépression physique, qui est souvent remplie d'une peinture émaillée très durable. Même si la peinture est grattée des années plus tard, le texte gravé reste physiquement lisible. Il s'agit de la méthode de marquage la plus durable qui soit, bien qu'elle s'accompagne de temps de cycle et de coûts plus élevés.

Conclusion
La sérigraphie fonctionne bien lorsque la pièce, la surface et le graphisme correspondent au processus. Elle permet d'obtenir des marquages clairs, une forte couverture des couleurs et des résultats stables en cas de production répétée.
La plupart des problèmes ne proviennent pas de l'étape d'impression elle-même. Ils sont généralement dus à l'état de la surface, à une mauvaise polymérisation ou à des choix de conception qui ne sont pas adaptés au processus. De petits détails tels que l'emplacement de l'impression, la finition de la surface et l'espacement des caractéristiques peuvent avoir une incidence considérable sur le résultat final.
Si vous travaillez sur une pièce métallique comportant des logos, des étiquettes ou des marquages, il est utile de revoir la conception et l'état de la surface avant de passer commande. Un petit ajustement à ce stade peut permettre d'éviter les défauts et de réduire le coût total.
Téléchargez votre dessin et contactez-nous dès aujourd'hui. Nous examinerons votre pièce, évaluerons si la sérigraphie est adaptée et vous donnerons un retour d'information pratique avant le début de la production. Cela peut vous aider à réduire les risques liés à l'impression, à éviter les retouches inutiles et à passer plus rapidement au devis et à l'échantillonnage.