L'acier inoxydable est bien connu pour sa résistance à la rouille et à la corrosion. Mais même les meilleurs alliages peuvent perdre une partie de cette protection après l'usinage, le soudage ou le polissage. Ces opérations peuvent laisser de minuscules particules de fer ou des marques de chaleur qui affaiblissent la surface. C'est là que la passivation prend toute son importance. Il s'agit d'un processus chimique qui restaure et renforce la couche protectrice naturelle de l'acier inoxydable.
La passivation ne se contente pas de nettoyer le métal. Il s'agit d'un traitement précis qui influe directement sur la durée de vie des pièces en acier inoxydable dans des conditions réelles. Des outils médicaux aux pièces marines, les surfaces passivées restent propres plus longtemps, résistent mieux à la corrosion et répondent à des normes de qualité plus strictes.

Qu'est-ce que l'acier inoxydable passivé ?
La passivation est un procédé chimique qui améliore la résistance à la corrosion de l'acier inoxydable. Elle élimine le fer libre et contribue à la formation d'un film d'oxyde riche en chrome sur la surface. Ce procédé n'ajoute pas de revêtement et ne modifie pas la taille de la pièce. Il ajuste plutôt la surface de manière à ce que l'oxygène puisse réagir avec le chrome de l'alliage pour former une fine couche d'oxyde invisible, d'une épaisseur de 1 à 5 nanomètres en général.
Cette couche agit comme une barrière qui empêche l'humidité et les produits chimiques d'atteindre le métal de base. Sa meilleure caractéristique est qu'elle peut se réparer elle-même. Lorsqu'il est rayé, le chrome exposé réagit avec l'oxygène pour reconstruire le film protecteur. C'est pourquoi un acier inoxydable bien passivé peut durer des années sans rouiller.
Comment fonctionne le processus?
La passivation a deux actions principales : le nettoyage et l'oxydation.
- L'étape de nettoyage permet d'éliminer les huiles, les poussières d'usinage et les particules de fer à l'aide de solutions acides contrôlées.
- L'étape d'oxydation se produit naturellement lorsque le chrome réagit avec l'oxygène pour reconstruire le film protecteur.
Pourquoi l'acier inoxydable doit-il être passivé ??
Même les alliages les plus nobles perdent leur protection au cours de la fabrication. Découvrez comment la contamination lors de la fabrication affaiblit la résistance à la corrosion et pourquoi la restauration chimique est la clé de la durabilité.
Contamination de la surface pendant la fabrication
Même l'acier inoxydable de qualité supérieure peut être contaminé au cours de la fabrication. Des procédés tels que le meulage, découpageet soudage peuvent laisser des traces d'acier au carbone ou créer des teintes de chaleur. Ces zones peuvent ensuite développer des taches de rouille lorsqu'elles sont exposées à l'air ou à l'humidité.
Par exemple, une pièce en acier inoxydable 304L peut sembler parfaite après soudage, mais si la soudure n'est pas nettoyée et passivée, elle peut rouiller en seulement 48 heures lors d'un test au brouillard salin. Il ne s'agit pas d'un défaut du métal, mais d'un problème de chimie de surface.
Restaurer la couche protectrice de chrome
La passivation nettoie la surface et rétablit l'équilibre entre le chrome et le fer. Lorsque le niveau de chrome est au moins 1,5 fois supérieur à celui du fer, la surface devient beaucoup plus résistante à la corrosion.
Dans les études de l'ASTM A380, l'acier inoxydable 316L passivé a tenu plus de 96 heures dans des tests de pulvérisation de sel sans rouiller, alors que les échantillons non traités présentaient une décoloration au bout d'un jour. Cette différence est cruciale dans les applications alimentaires, médicales et pharmaceutiques, où des surfaces propres et durables sont nécessaires.
Méthodes chimiques et étapes du processus
La passivation repose sur une chimie et un contrôle des processus soigneusement équilibrés. Nous décrivons ici les acides courants, le flux de travail et les paramètres qui garantissent une protection constante des surfaces.
Acides de passivation courants
Deux produits chimiques principaux sont utilisés pour la passivation de l'acier inoxydable : l'acide nitrique et l'acide citrique.
- Passivation à l'acide nitrique: Cette méthode traditionnelle utilise des oxydants puissants pour éliminer le fer libre et reconstruire le film d'oxyde. Elle est rapide et répond à des normes plus anciennes telles que l'AMS 2700 Type II. Cependant, elle dégage des gaz d'oxyde d'azote (NOx) et nécessite une forte ventilation pour des raisons de sécurité.
- Passivation à l'acide citrique: Il s'agit d'une méthode plus récente et respectueuse de l'environnement. Elle utilise l'acide citrique pour lier et éliminer les particules de fer en douceur, sans émanations toxiques. Selon la norme ASTM A967 Type VI, l'acide citrique peut réduire les coûts d'élimination des déchets jusqu'à 70% tout en conservant la même résistance à la corrosion que l'acide nitrique.
Comme de plus en plus d'usines se concentrent sur la sécurité et l'environnement, la passivation à l'acide citrique devient le choix préféré.
Processus de travail typique
- Pré-nettoyage et dégraissage: Éliminer l'huile, la graisse et les particules à l'aide de nettoyants alcalins ou de cuves à ultrasons.
- Immersion acide: Tremper les pièces dans de l'acide nitrique ou citrique pendant 20 à 30 minutes à 25-60°C, selon l'alliage.
- Rinçage et neutralisation: Rincer à l'eau déminéralisée et utiliser un produit de rinçage alcalin doux pour neutraliser les résidus d'acide.
- Séchage et inspection: Sécher les pièces et vérifier que la surface est propre et régulière.
Chaque facteur - force de l'acide, température et temps de trempage - doit être contrôlé avec soin. Un temps de trempage court peut laisser des traces de fer et un temps de trempage long peut ternir la surface. Des systèmes automatisés de contrôle du pH et de la température permettent de maintenir le processus dans des limites sûres.
Paramètres et normes clés du processus
Trois facteurs influencent la qualité de la passivation :
- Température : Des températures plus élevées accélèrent les réactions mais peuvent ternir la surface.
- Concentration d'acide : Typiquement 10-25% nitrique ou 4-10% citrique, selon la qualité.
- Le temps : En général, 15 à 45 minutes, ce qui est suffisant pour assurer une couche de protection uniforme.
Pour garantir la qualité, les ingénieurs utilisent des normes telles que ASTM A967, ASTM A380 et AMS 2700. Ces normes définissent les acides approuvés, les temps de séjour et les méthodes d'essai.
Microstructure et chimie des surfaces
La passivation transforme l'acier inoxydable au niveau microscopique. Cette section explique comment la couche d'oxyde de chrome se forme, s'adapte et maintient sa résistance à la corrosion par auto-réparation.
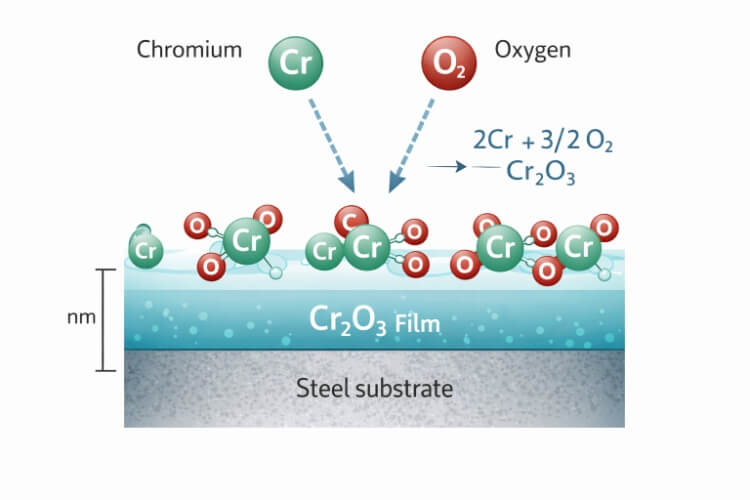
Formation du film passif
La résistance à la corrosion de l'acier inoxydable repose sur une très fine couche appelée film d'oxyde de chrome (Cr₂O₃). Lorsque l'acier inoxydable subit une passivation, le chrome de l'alliage réagit avec l'oxygène pour former cette couche. Bien qu'elle n'ait qu'une épaisseur de 1 à 5 nanomètres, elle est extrêmement dense et stable. Ce film invisible protège le métal de base contre les attaques de l'oxygène, de l'humidité et des chlorures.
Contrairement à la rouille floconneuse (Fe₂O₃) qui apparaît sur l'acier au carbone, l'oxyde de chrome n'est pas réactif et se répare de lui-même. Lorsqu'il est rayé, le nouveau chrome près de la surface réagit avec l'oxygène pour reconstruire la couche presque instantanément. Cette réaction naturelle permet à l'acier inoxydable de rester propre, brillant et résistant à la corrosion pendant de nombreuses années.
Influence de la composition de l'alliage
L'efficacité de la passivation dépend fortement de la composition chimique de l'alliage.
- Nuances austénitiques (304, 316) : Contiennent des niveaux élevés de chrome (18-20%) et de nickel (8-10%), créant un film d'oxyde lisse et uniforme. Le grade 316 contient également du molybdène (2-3%), qui améliore la résistance à la corrosion par les chlorures - idéal pour les utilisations marines et chimiques.
- Nuances ferritiques (430) : ont des niveaux de nickel plus faibles, ce qui les rend plus enclins à l'oxydation. Un contrôle minutieux est nécessaire pendant la passivation pour éviter la gravure.
- Qualités martensitiques (410, 420) : Ils sont plus durs et moins riches en chrome. Ils nécessitent un nettoyage supplémentaire et des acides plus doux pour éviter la formation de piqûres.
Des tests effectués par SEM-EDS et XPS montrent que le rapport chrome/fer (Cr/Fe) à la surface détermine la résistance à la corrosion. Un rapport supérieur à 1,5 confère une forte protection, tandis que les surfaces non traitées ou mal passivées mesurent souvent autour de 1,0.
Effet de l'état de surface
La texture de la surface joue également un rôle important dans la formation de la couche d'oxyde. Les finitions lisses, polies ou électropolies présentent moins d'interstices où la saleté ou le fer peuvent s'accumuler, ce qui permet d'obtenir un film protecteur plus uniforme. Les finitions plus rugueuses, comme les surfaces usinées ou microbillées, piègent les particules microscopiques et nécessitent un traitement à l'acide plus long ou plus puissant.
Pour les équipements alimentaires et pharmaceutiques, la combinaison du polissage et de la passivation permet d'obtenir une rugosité de surface (Ra) ≤ 0,8 µm, qui répond aux exigences d'hygiène et de durabilité.
Contrôle de la qualité et vérification
Les essais permettent de valider l'efficacité de la passivation. Découvrez les méthodes d'inspection analytique et visuelle utilisées par les ingénieurs pour confirmer l'intégrité et l'équilibre chimique du film protecteur.
Test de l'efficacité de la passivation
La qualité de la passivation doit être vérifiée par des tests mesurables, et pas seulement par l'apparence. Les méthodes d'essai les plus courantes sont les suivantes
Test de rupture d'eau
Une surface totalement propre et passive laisse l'eau s'écouler uniformément sur elle. Si l'eau forme des gouttes, la surface est encore contaminée. Ce test simple est utile pour des contrôles rapides.
Test au sulfate de cuivre (ASTM A967)
La surface est essuyée ou plongée dans une solution de sulfate de cuivre pendant plusieurs minutes. Si des dépôts de cuivre se forment, cela signifie que du fer libre est encore présent. Les résultats sont visibles dans les 10 minutes.
Test de pulvérisation de sel et d'humidité (ASTM B117)
Les échantillons sont exposés à un brouillard salin pendant 24 à 96 heures. Les pièces correctement passivées restent brillantes, tandis que les pièces non traitées rouillent en quelques heures.
Analyse avancée
Pour les industries telles que l'aérospatiale et les semi-conducteurs, la spectroscopie photoélectronique à rayons X (XPS) et la spectroscopie électronique Auger (AES) mesurent l'épaisseur et la composition chimique de l'oxyde au niveau du nanomètre.
Ces tests confirment que la chimie de la surface est passée de riche en fer à riche en chrome - le signe clé d'une passivation réussie.
Inspection visuelle et analytique
L'inspection visuelle est la première étape de la qualité. Une surface correctement passivée doit être uniforme, sans taches, points ternes ou stries. Pour les pièces de précision, les microscopes optiques ou les analyseurs numériques peuvent détecter de minuscules contaminations.
La mesure du rapport Cr/Fe apporte une preuve supplémentaire. Une étude du Journal of Materials Processing Technology montre qu'après une passivation appropriée, le rapport sur l'acier inoxydable 316L peut atteindre 2,0-2,5, ce qui double presque la résistance à la corrosion par rapport aux pièces non traitées.
Documentation et contrôle des processus
La cohérence est tout aussi essentielle que la chimie. Les industries aérospatiale et médicale suivent les normes AMS 2700 et ASTM A967 qui enregistrent les données :
- Type d'article et numéro de lot
- Type d'acide, concentration et température
- Durée d'immersion et qualité de l'eau de rinçage
- Résultats des tests et coordonnées de l'inspecteur
Cette traçabilité soutient les audits ISO 9001 et FDA, prouvant que chaque lot répond aux normes de résistance à la corrosion.

Principales applications industrielles
L'acier inoxydable passivé est essentiel lorsque la corrosion ou la propreté affecte directement les performances :
- Alimentation et boissons : Tuyauterie, réservoirs et raccords qui doivent résister aux acides et aux agents de nettoyage.
- Médical et pharmaceutique : Outils chirurgicaux et implants nécessitant des surfaces stériles et lisses.
- Aérospatiale et automobile : Boulons, capteurs et conduites exposés à la chaleur, à l'humidité et aux vibrations.
- Électronique et semi-conducteurs : Fixations et boîtiers où même une rouille mineure peut entraîner une défaillance.
Une passivation adéquate permet non seulement de prévenir la corrosion, mais aussi de garantir la conformité et la fiabilité à long terme.
Considérations environnementales et de sécurité
Le développement durable prenant de l'importance, les fabricants repensent les traitements acides traditionnels. Cette section compare les alternatives plus écologiques et montre comment les systèmes modernes améliorent la sécurité et l'efficacité.
Impact environnemental des différents acides
Le passage de l'acide nitrique à l'acide citrique a modifié la façon dont les fabricants gèrent le développement durable. L'acide nitrique réagit rapidement mais libère des oxydes d'azote (NOx), des gaz nocifs qui nécessitent une ventilation coûteuse et une neutralisation chimique. Une mauvaise manipulation peut également entraîner une contamination de l'air ou de l'eau.
L'acide citrique offre une solution plus propre. Il est biodégradable, non toxique et fonctionne bien à une concentration de 4-10%, contre 20% ou plus pour l'acide nitrique. Les tests effectués selon la norme ASTM A967 Type VI montrent que l'acide citrique peut réduire les déchets dangereux jusqu'à 70%, tout en égalant, voire en améliorant, la résistance à la corrosion. De nombreuses installations certifiées ISO 14001 préfèrent désormais la passivation à l'acide citrique pour son équilibre entre performance, sécurité et responsabilité environnementale.
Sécurité des travailleurs et précautions à prendre lors de la manipulation
Même les acides sans danger doivent être manipulés avec précaution. Les opérateurs doivent utiliser des gants, des écrans faciaux et des tabliers résistants aux produits chimiques. Les postes de travail doivent être équipés de hottes ou de réservoirs fermés pour réduire l'exposition aux vapeurs. De nombreuses usines modernes utilisent désormais des systèmes de passivation automatisés avec des chambres fermées, un contrôle de la température et une surveillance du pH. Ces systèmes protègent les travailleurs et garantissent l'uniformité du processus à ±5%.
Les solutions utilisées sont neutralisées avec du bicarbonate de sodium ou de l'hydroxyde de calcium avant d'être éliminées. Des contrôles continus du pH garantissent la conformité aux normes de l'EPA et de REACH. En ajoutant la neutralisation des déchets et le recyclage des eaux de rinçage, les fabricants peuvent réduire les rejets totaux d'environ 40%, d'après les résultats des installations de traitement de surface.
Conclusion
La passivation est bien plus qu'une finition de surface. Il s'agit d'un processus essentiel qui garantit la solidité et la résistance à la corrosion de l'acier inoxydable. En éliminant le fer libre et en reconstruisant un film stable d'oxyde de chrome, elle fait de l'acier inoxydable un matériau vraiment fiable pour une utilisation à long terme.
Lorsqu'elle est réalisée conformément aux normes ASTM A967, ASTM A380 ou AMS 2700, la passivation améliore la résistance aux projections de sel, la propreté de la surface et la durée de vie des pièces. Pour les fabricants, cela signifie moins de pannes, moins de maintenance et une plus grande confiance dans les produits.
Prêt à améliorer vos composants en acier inoxydable ? Découvrez comment une passivation professionnelle peut améliorer les performances de surface, prolonger la durée de vie et garantir que chaque pièce est conforme aux spécifications. Prenez contact avec nous dès aujourd'hui pour discuter de votre projet avec notre équipe technique.
FAQ
Quelle est la différence entre le nettoyage et la passivation ?
Le nettoyage permet d'éliminer les huiles et les salissures. La passivation élimine le fer incrusté et reconstitue la couche d'oxyde de chrome qui empêche la corrosion.
À quelle fréquence les pièces doivent-elles être repassivées ?
En général, une seule fois, juste après la fabrication. Les pièces qui subissent un nettoyage abrasif ou une réparation par soudage peuvent nécessiter un nouveau traitement.
Toutes les qualités d'acier inoxydable peuvent-elles être passivées ?
Oui. Les qualités austénitiques (304, 316) réagissent le mieux, tandis que les types ferritiques et martensitiques nécessitent un acide plus doux et un contrôle plus strict.
La passivation à l'acide citrique est-elle aussi efficace que la passivation à l'acide nitrique ?
Oui. Les tests ASTM confirment une protection égale ou supérieure contre la corrosion avec moins de risques pour la sécurité et l'environnement.
Comment puis-je vérifier si la passivation a réussi ?
Des tests de base sur le terrain, tels que le test de rupture de l'eau ou le test au sulfate de cuivre, montrent la propreté de la surface. Pour les pièces de haute précision, des tests en laboratoire tels que l'XPS ou l'analyse des projections de sel confirment la qualité de l'oxyde et le rapport Cr/Fe.