
La formatura con la pressa piegatrice è uno dei metodi più comuni per trasformare una lamiera piatta in pezzi utilizzabili. È ampiamente utilizzato per staffe, pannelli, coperture, vassoi e involucri, perché consente di creare curve ripetibili senza i costi di attrezzaggio dello stampaggio.
Il processo sembra semplice, ma i risultati stabili non sono automatici. Un pezzo può piegarsi una volta e rimanere comunque un pezzo di produzione scadente. Flange corte, raggi stretti, elementi vicini, variazioni di materiale e ritorno elastico possono rendere difficile un disegno semplice.
Ecco perché la vera domanda non è solo se un pezzo può essere piegato. La vera domanda è se può essere piegato in modo pulito, se può essere tenuto in modo costante e se può essere ripetuto in tutta la produzione senza continue correzioni. I buoni risultati delle presse piegatrici di solito iniziano nella progettazione, molto prima della prima piegatura.

Che cos'è la formatura con presse piegatrici?
La formatura con la pressa piegatrice è un processo che piega la lamiera tra un punzone e uno stampo. Il punzone si sposta verso il basso, la lamiera viene pressata nell'apertura dello stampo e il metallo assume un nuovo angolo o profilo.
La piega rimane perché il materiale viene spinto oltre il suo limite elastico. Una volta rimosso il carico, il pezzo si ritrae leggermente, ma non torna allo stato piatto. Questo ritorno elastico è normale. È anche uno dei motivi per cui una piegatura che sembra corretta durante l'impatto può ancora risultare fuori angolo dopo lo scarico.
In produzione, questo processo viene utilizzato per pezzi grezzi piatti che diventano pezzi formati con curve dritte. Esempi comuni sono staffe di montaggio, parti dell'armadiocoperture elettriche, guide di supporto e sezioni piegate utilizzate successivamente negli assemblaggi saldati. Questi pezzi hanno spesso una forma semplice, ma la piegatura controlla l'adattamento, l'aspetto e l'assemblaggio a valle.
Come funziona la formatura con la pressa piegatrice?
Non tutte le piegature vengono eseguite allo stesso modo su una pressa piegatrice. Il metodo di piegatura influisce sul controllo dell'angolo, sul ritorno elastico e sulla stabilità del lavoro in produzione.
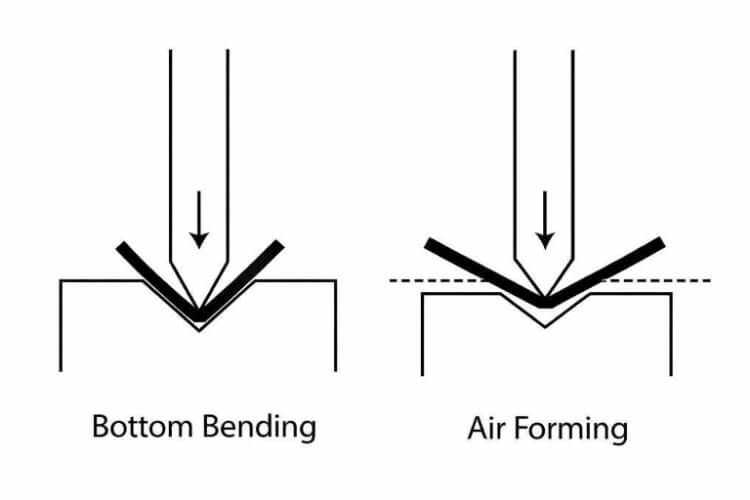
Curvatura ad aria
La piegatura ad aria è il metodo più comune nel lavoro con le presse piegatrici. Il punzone spinge la lastra nell'apertura dello stampo, ma il materiale non si inserisce completamente nello stampo.
Questo metodo è ampiamente utilizzato perché offre una buona flessibilità. Lo stesso utensile può spesso produrre angoli di piegatura diversi cambiando la profondità del punzone. Ciò rende la piegatura ad aria una scelta pratica per i pezzi personalizzati, i prototipi e i lavori con angoli di piegatura misti.
Il compromesso è la sensibilità del controllo. Poiché la piegatura non è completamente forzata nello stampo, l'angolo finale è maggiormente influenzato dalla variazione dello spessore, dalla resistenza del materiale e dal ritorno elastico. Una configurazione può funzionare bene in un lotto e richiedere una correzione in quello successivo se il materiale cambia abbastanza da spostare l'angolo.
In basso
L'imbottigliamento spinge la lamiera più in profondità nello stampo, consentendo al materiale di entrare maggiormente in contatto con l'utensile. Rispetto alla piegatura ad aria, lo stampo ha un controllo più diretto sull'angolo finale.
Questo contatto aggiuntivo può migliorare la stabilità dell'angolo, soprattutto sui pezzi che necessitano di un controllo più stretto della curva. Ma rende anche l'impostazione meno permissiva. L'angolo dell'utensile, la selezione dello stampo e la risposta del materiale devono corrispondere più strettamente e la forza richiesta è solitamente più elevata rispetto alla piegatura ad aria.
Nella produzione reale, il bottoming può migliorare la ripetibilità, ma non risolve la debole geometria della piega. Se la flangia è troppo corta o la distanza tra gli elementi è troppo stretta, il pezzo può essere difficile da far funzionare bene.
Coniatura
La coniatura utilizza una pressione molto più elevata rispetto alla piegatura ad aria o al fondo. Il punzone preme con forza il materiale nell'area dello stampo, riducendo notevolmente il ritorno elastico e fornendo una forma di piegatura più definita.
Questo metodo può migliorare l'accuratezza dell'angolo, ma il costo è rappresentato da una forza maggiore, da un carico maggiore sull'utensile e da una minore flessibilità del processo. Per molti pezzi di lamiera generici, questo compromesso non vale la pena.
Per questo motivo la coniatura è meno comune nella normale produzione personalizzata. Di solito viene scelta solo quando i requisiti di piegatura sono abbastanza severi da giustificare la forza supplementare e la finestra di processo più stretta.
Regole di progettazione per una migliore curvatura
Molti problemi di piegatura iniziano nel disegno, non nella macchina. Alcune decisioni di progettazione spesso decidono se il pezzo funziona bene o diventa difficile da controllare.
Lunghezza minima della flangia
La lunghezza della flangia influisce direttamente sulla stabilità della curva. Se la flangia è troppo corto, il pezzo diventa più difficile da sostenere durante la formatura e il controllo dell'angolo tende a peggiorare.
Questo è uno dei problemi di progettazione più comuni nel lavoro con le presse piegatrici. Una flangia può essere ancora piegabile, ma ciò non significa che sia facile da piegare bene. È più probabile che i bordi corti si spostino, si deformino o si stacchino dal freno, con conseguente scarsa ripetibilità.
Come punto di partenza pratico, la lunghezza minima della flangia dipende solitamente dall'apertura dello stampo, dallo spessore del materiale e dal raggio di curvatura. Se la flangia è troppo piccola per l'utensileria selezionata, l'officina potrebbe aver bisogno di utensili speciali o di un diverso approccio alla piegatura. Questo aumenta le difficoltà di configurazione senza risolvere il vero punto debole del progetto.
Distanza foro-curva
Gli elementi posizionati troppo vicini alla linea di piegatura creano spesso problemi. Un foro, una scanalatura o un ritaglio nelle vicinanze possono allungarsi, distorcersi o spostarsi quando il materiale circostante inizia a formarsi.
Questo accade perché la zona di piegatura non si muove da sola. Anche il materiale intorno alla curva cambia forma e stato di stress durante la formatura. Se l'elemento si trova troppo vicino, quell'area smette di comportarsi come un pezzo piatto stabile e inizia a comportarsi come parte della curva.
In molti lavori di routine, circa 2 o 3 volte lo spessore del materiale viene utilizzato come controllo preliminare e approssimativo della distanza foro-curvatura. Il requisito reale dipende ancora dalle dimensioni dell'elemento, dal raggio di curvatura, dal materiale e dalla tolleranza richiesta. Un pezzo può ancora formarsi con un gioco inferiore, ma la qualità dell'elemento diventa solitamente meno affidabile.
Raggio di curvatura interno
Il raggio di curvatura interno influisce sia sulla qualità della curvatura che sul rischio di cricche. Se il raggio è troppo piccolo per il materiale, la superficie esterna subisce una maggiore deformazione durante la formatura, aumentando il rischio di spaccature o danni superficiali.
Questo aspetto è più importante per l'acciaio inossidabile, per i temperamenti più duri dell'alluminio e per le lamiere più spesse. Un raggio piccolo può sembrare pulito sul disegno, ma di solito lascia meno margine di formatura sul pavimento.
In molti progetti generali, un raggio interno approssimativamente uguale allo spessore del materiale è un punto di partenza pratico. Il valore migliore dipende comunque dal materiale e dalla tempra. Un raggio maggiore di solito migliora la formabilità, ma cambia anche lo sviluppo del modello piatto e l'adattamento finale. Per questo motivo, il raggio di curvatura deve essere considerato una vera e propria decisione di processo, non solo un dettaglio di disegno.
Rilievo della curva
Lo scarico di curvatura aiuta a ridurre la concentrazione di tensioni in prossimità di bordi e angoli durante la piegatura. Senza un rilievo sufficiente, il materiale vicino all'estremità della curva può strapparsi, rigonfiarsi o distorcersi durante la formazione della curva.
Questo fenomeno si manifesta spesso quando una piegatura si ferma in prossimità di un bordo, di un angolo o di un altro elemento formato. Il modello piatto può sembrare semplice, ma la condizione del bordo diventa instabile quando la lastra inizia a muoversi.
Un piccolo rilievo di piega può rendere la piega più pulita e ripetibile. Si tratta di un semplice accorgimento progettuale, ma spesso previene danni ai bordi che è molto più difficile riparare dopo che il pezzo è già formato.
Direzione del grano
La direzione della venatura può cambiare la sicurezza di piegatura di un pezzo. Quando la linea di piegatura è trasversale alla venatura, il materiale di solito si fessura meno. Quando la linea di piegatura corre con la venatura, il rischio di cricche aumenta più rapidamente, soprattutto nei materiali più duri o nelle piegature a raggio più stretto.
Questo aspetto non è ugualmente critico ovunque, ma diventa più importante quando il progetto ha già un basso margine di formatura. L'alluminio e l'acciaio inossidabile di solito rendono questo aspetto più facile da vedere.
Ecco perché la direzione della venatura non deve essere considerata un dettaglio secondario nelle curve più strette. Una curva può sembrare accettabile al CAD, ma diventa rischiosa in produzione se la direzione del materiale è contraria alla curva.

Problemi comuni di formatura con la pressa piegatrice
I pezzi delle presse piegatrici spesso si guastano in modo prevedibile quando le condizioni di piegatura sono troppo aggressive o instabili. La chiave è capire qual è il problema, perché si verifica e dove correggerlo.
Ritorno a molla
Il ritorno elastico è la perdita di angolo che si verifica dopo il ritorno del punzone. Dopo la rimozione del punzone, il materiale cerca di recuperare parte della sua forma originale, quindi la curva si apre leggermente.
Questo accade perché parte della deformazione del materiale è elastica. I materiali più resistenti di solito si ritraggono di più. L'acciaio inossidabile e le tempere più dure dell'alluminio spesso mostrano questo fenomeno in modo più evidente, e la piegatura ad aria è di solito più sensibile perché l'angolo finale dipende maggiormente dalla risposta del materiale.
La soluzione giusta è di solito il controllo del processo, non una forza maggiore di per sé. Una migliore compensazione della piegatura, un controllo più stretto della profondità del punzone, un diverso metodo di piegatura o una condizione del materiale con un minore ritorno elastico sono di solito più efficaci di una semplice spinta più forte. Se il ritorno elastico è già elevato, di solito è meglio ampliare il margine di processo in anticipo piuttosto che continuare a correggere i pezzi dopo che sono stati formati.
Segni di piegatura
I segni di piegatura sono linee o danni superficiali lasciati dal contatto con l'utensile durante la piegatura. Sui pezzi non cosmetici, un leggero segno può essere accettabile. Su coperture visibili, porte o pannelli finiti, lo stesso segno può trasformare un pezzo utilizzabile in una rilavorazione.
La causa è solitamente semplice. La lastra viene premuta nell'utensile sotto carico e la condizione di contatto lascia un segno. Piccole aperture dello stampo, utensili usurati, alta pressione di contatto e cattivo orientamento del pezzo di solito peggiorano il problema. L'acciaio inossidabile, l'alluminio e le superfici verniciate rendono il problema più evidente.
La soluzione migliore è controllare il contatto prima che il pezzo arrivi in produzione. Un'attrezzatura più pulita, un'apertura dello stampo più adatta, un migliore orientamento del pezzo e una protezione della superficie sono di solito più utili che cercare di ripulire il risultato a posteriori. Quando l'aspetto è importante, il controllo cosmetico deve essere trattato come parte dell'impostazione della piegatura.
Scricchiolii
La cricca si verifica quando la superficie esterna della piegatura viene stirata oltre il limite del materiale. Può iniziare come una sottile spaccatura superficiale o aprirsi a tal punto da rifiutare immediatamente il pezzo.
La causa è solitamente una condizione di piegatura troppo severa per il materiale. Un raggio interno ridotto, una tempra dura o la piegatura con la venatura possono ridurre il margine di piegatura. Di solito questo fenomeno si manifesta più rapidamente negli acciai inossidabili, nelle lamiere più spesse e nelle tempere più dure dell'alluminio.
La soluzione normale è quella di ridurre la deformazione in curva. Un raggio interno più ampio, una tempra più morbida, una migliore direzione della grana o una condizione di piegatura meno aggressiva sono di solito più utili di un tonnellaggio supplementare. Quando compaiono le cricche, la prima domanda da porsi è se il progetto di piegatura è troppo stretto per il materiale scelto.
Torsione
La torsione si verifica quando il pezzo non rimane stabile durante la corsa. Un lato si solleva, ruota o si muove in modo diverso e la curva si distorce invece di rimanere bilanciata.
Di solito ciò deriva da una geometria instabile durante la formatura. I pezzi stretti, le forme asimmetriche e i pezzi con un supporto non uniforme intorno alla linea di piegatura hanno maggiori probabilità di torcersi. Anche la sequenza di piegatura può peggiorare il problema, quando le piegature precedenti riducono la stabilità di quelle successive.
Di solito la soluzione consiste in un migliore controllo, non in una maggiore forza. Un migliore supporto, un migliore ordine di piegatura e una migliore gestione di solito risolvono più che spingere di più. Se la torsione continua, è possibile che il pezzo necessiti di una modifica della geometria in modo che la piegatura possa essere eseguita in condizioni più stabili.
Angoli di curvatura incoerenti
Gli angoli di piegatura incoerenti si verificano quando l'impostazione non produce lo stesso risultato su tutta la tiratura. La prima parte può essere corretta, ma le ultime parti si discostano abbastanza da creare problemi di adattamento o di assemblaggio.
In genere ciò deriva dalla variazione del processo piuttosto che da una singola causa. Variazioni di spessore del materiale, variazioni di rendimento, movimenti di impostazione, usura degli utensili e posizionamento del pezzo possono spostare l'angolo finale. Le curve lunghe di solito rendono il problema più evidente.
La soluzione è controllare la serie, non solo il campione. Un materiale stabile, un'impostazione ripetibile, buone condizioni dell'utensile e controlli angolari chiari contano molto di più che ottenere un pezzo giusto all'inizio. Un primo articolo può passare, ma il lavoro può comunque andare alla deriva se il processo stesso non è stabile.
Quando la formatura con la pressa piegatrice è la scelta giusta?
La formatura con la pressa piegatrice è utile, ma non è la soluzione migliore per tutti i pezzi. La scelta giusta dipende dalla geometria, dal volume e dalle reali esigenze del lavoro.
Meglio della saldatura per alcune parti piegate
La formatura con la pressa piegatrice è spesso la scelta migliore quando un pezzo grezzo piegato può sostituire diversi pezzi saldati. Meno pezzi significano solitamente meno giunzioni, meno tempo di saldatura e meno post-lavorazioni.
Questo migliora più del costo. Meno saldatura di solito significa meno distorsione termica, meno variabili di allineamento e meno possibilità di problemi di montaggio in seguito. Per le staffe, i vassoi, i coperchi e molte parti del contenitore, la piegatura di un unico pezzo è spesso più facile da controllare rispetto alla costruzione della stessa forma da diverse sezioni più piccole.
Meglio della lavorazione per molte forme semplici
La formatura con presse piegatrici ha senso anche quando la forma del pezzo è determinata principalmente dalle curve piuttosto che da una forte asportazione di materiale. Se un pezzo nasce come lamiera e necessita principalmente di flange, pareti piegate o sezioni formate, la lavorazione della stessa forma dal pieno è di solito la strada meno efficiente.
La lavorazione crea la forma rimuovendo il materiale. La piegatura crea la forma spostando il materiale. Per molti pannelli, coperture, staffe e parti di supporto, questo significa di solito una riduzione degli scarti e un flusso di processo più semplice.
Quando la timbratura può essere un'opzione migliore?
La formatura con la pressa piegatrice è flessibile, ma non è sempre la risposta migliore. Lo stampaggio può essere la scelta migliore quando il progetto del pezzo è stabile, le caratteristiche di piegatura si ripetono in volumi elevati e si può giustificare un'attrezzatura dedicata.
In questa situazione, lo stampaggio può ridurre il tempo di ciclo e migliorare la produttività. I costi di attrezzaggio frontali sono molto più elevati, ma il costo per pezzo può diminuire rapidamente una volta che la tiratura è sufficientemente ampia e stabile.
Quando la forma rotolante dovrebbe essere un'opzione migliore?
La profilatura può essere più adatta quando il pezzo è lungo e mantiene la stessa sezione trasversale da un'estremità all'altra. Questo tipo di geometria è diversa dalle linee di piegatura discrete normalmente realizzate su una pressa piegatrice.
La formatura con pressa piegatrice funziona meglio quando il pezzo ha curve definite fatte un passo alla volta. La formatura con rulli funziona meglio quando il profilo rimane continuo per tutta la lunghezza.
Come migliorare i risultati di piegatura?
Una migliore qualità della piegatura deriva solitamente da decisioni prese in anticipo, non da correzioni successive. Piccoli cambiamenti nella progettazione, nell'attrezzaggio e nell'impostazione fanno spesso la differenza.
Progettazione con limiti di flessione
Una piegatura migliore inizia dal disegno, non dalla macchina. Un pezzo può sembrare accettabile in CAD e tuttavia essere difficile da eseguire se la flangia è troppo corta, il raggio interno è troppo piccolo o le caratteristiche sono troppo vicine alla linea di piegatura.
La soluzione più efficace consiste nell'inserire nel progetto un margine di curvatura maggiore prima di iniziare la produzione. Un raggio leggermente più grande, un maggiore spazio vicino alla curva o una migliore direzione della curva spesso migliorano la stabilità senza modificare la funzione del pezzo. Si tratta di piccole modifiche alla stampa, ma di solito riducono i rischi più di una correzione tardiva della configurazione.
Adattare gli utensili al pezzo
Gli utensili devono corrispondere ai requisiti di piegatura, non solo alla configurazione già presente sulla macchina. La forma del punzone, l'apertura dello stampo e il metodo di piegatura influiscono sul controllo dell'angolo, sulle condizioni della superficie e sulla stabilità del processo.
L'approccio giusto è quello di scegliere l'utensile in base al materiale, al raggio di curvatura, alla lunghezza di curvatura e ai requisiti di superficie. Un'apertura dello stampo troppo piccola può aumentare la forza e la marcatura senza migliorare il risultato reale. Un'apertura dello stampo troppo grande può ridurre il controllo sui pezzi più sottili o sugli elementi stretti. In molti lavori di routine, la larghezza della matrice viene spesso selezionata intorno a 6-10 volte lo spessore del materiale, ma la scelta finale deve comunque adattarsi al pezzo.
Esaminare le curve critiche prima della produzione
Non tutte le curve sono importanti allo stesso modo. Alcune piegature sono facili da realizzare e da mantenere. Altre controllano l'assemblaggio, l'aspetto visibile o la posizione delle operazioni successive.
La soluzione utile consiste nell'identificare le curve critiche prima dell'esecuzione del lavoro. Se una piega influisce sulla forma o sull'aspetto del pezzo, deve essere controllata come punto chiave del processo, non trattata come il resto della geometria. In questo modo si evita la situazione comune in cui i pezzi superano la piegatura di base ma causano comunque problemi nell'assemblaggio o nella finitura.
Utilizzare i prototipi per ridurre i rischi
Le piegature dei prototipi sono utili perché mostrano i punti deboli del disegno. I problemi di ritorno elastico, marcatura, distorsione locale e ordine di piegatura spesso si manifestano solo dopo che il pezzo è stato effettivamente formato.
L'uso migliore di un prototipo non è solo quello di dimostrare che il pezzo può essere piegato una volta. Si tratta di confermare che il pezzo può essere piegato in modo stabile. In questo modo il team ha la possibilità di regolare il raggio, il gioco, l'utensile o l'ordine di piegatura prima che il lavoro passi alla produzione ripetuta. Nella maggior parte dei casi, una piccola correzione in fase di prototipo è molto più economica di correzioni ripetute durante la produzione.
Conclusione
La formatura con la pressa piegatrice rimane uno dei metodi più pratici per trasformare una lastra piana in pezzi ripetibili. Funziona bene per staffe, pannelli, coperture, vassoi e involucri perché offre una buona flessibilità di formatura senza i costi di attrezzaggio dello stampaggio.
State progettando un pezzo in lamiera che richiede la formatura con pressa piegatrice? Supportiamo i progetti dal prototipo alla produzione e possiamo aiutarvi con la revisione delle curve, il feedback sulla producibilità e le quotazioni personalizzate. Inviateci i vostri disegni o i dettagli del progetto in modo da poter discutere l'approccio di formatura migliore per il vostro pezzo.