
Lo stampaggio dell'alluminio è un processo chiave nella moderna fabbricazione di lamiere. Trasforma lastre di alluminio piatte in pezzi resistenti e precisi con grande efficienza. Dai pannelli delle carrozzerie automobilistiche agli alloggiamenti delle batterie, dalle staffe industriali ai telai elettronici, lo stampaggio dell'alluminio offre velocità, precisione e coerenza.
I dati del settore dimostrano che la sostituzione dell'acciaio con l'alluminio può ridurre il peso della carrozzeria di un veicolo fino a 40%, migliorando il risparmio di carburante o l'autonomia dei veicoli elettrici di 6-8%. Il design leggero è più di una tendenza: è una strategia intelligente per il risparmio energetico, le prestazioni e la sostenibilità.
Questo articolo spiega il processo di base, le opzioni di materiale e le pratiche di progettazione che aiutano gli ingegneri a creare prodotti più leggeri e intelligenti.

Capire lo stampaggio dell'alluminio
Lo stampaggio dell'alluminio trasforma lastre piatte in componenti precisi e durevoli grazie a pressione e utensili controllati. Questa sezione spiega i principali tipi di processo e come ciascuno di essi raggiunge precisione ed efficienza.
Che cos'è lo stampaggio dell'alluminio?
Lo stampaggio dell'alluminio utilizza una pressa e uno stampo per modellare o tagliare fogli di alluminio piatti. Ogni colpo di pressa applica una forza controllata che rimodella il metallo senza fonderlo o lavorarlo.
Le operazioni principali comprendono la tranciatura, la foratura, la piegatura e l'imbutitura. Nella produzione su larga scala, gli stampi progressivi combinano queste fasi per raggiungere 60-120 colpi al minuto, mantenendo tolleranze ristrette.
Tipi di operazioni di stampaggio dell'alluminio
Diverse configurazioni di stampaggio servono a diversi obiettivi di produzione, dai semplici pezzi piatti agli alloggiamenti profondi e complessi.
| Metodo | Descrizione | Il miglior caso d'uso |
|---|---|---|
| Stampaggio progressivo | Diverse operazioni avvengono in una linea continua. | Pezzi ad alto volume con tolleranze ristrette. |
| Stampaggio a trasferimento | Ogni fustella passa attraverso stampi separati con trasferimento robotizzato. | Componenti di grandi dimensioni o a estrazione profonda. |
| Disegno profondo | Forma coppe o involucri stirando la lamiera. | Alloggiamenti per batterie, gusci di elettrodomestici. |
| Stampaggio di stampi composti | Taglia e modella con una sola pressione. | Pezzi di medio volume di moderata complessità. |
| A quattro scorrimenti / a più scorrimenti | Più vetrini si piegano contemporaneamente da direzioni diverse. | Parti elettroniche piccole e complesse. |
Caratteristiche del materiale che influenzano lo stampaggio
Il comportamento dell'alluminio sotto pressione determina il successo della formatura. Scopriamo perché alcune leghe, tempere e trattamenti superficiali fanno la differenza nelle prestazioni di stampaggio.
Perché l'alluminio è ideale per lo stampaggio?
L'alluminio combina una resistenza leggera con una buona formabilità, che lo rende eccellente per lo stampaggio. La sua densità è di soli 2,7 g/cm³, circa un terzo di quella dell'acciaio, ma la sua resistenza specifica rimane elevata. Sostituendo l'acciaio con l'alluminio si può ridurre il peso fino a 40% mantenendo la rigidità.
Inoltre, forma un sottile strato di ossido che protegge dalla corrosione. L'elevata conducibilità termica ed elettrica dell'alluminio lo rende adatto per gli alloggiamenti e i sistemi di raffreddamento.
Dal punto di vista ambientale, l'alluminio riciclato mantiene oltre 90% del suo valore energetico originale, favorendo una produzione sostenibile.
Leghe di alluminio comuni utilizzate nello stampaggio
La scelta della lega giusta bilancia resistenza, formabilità e costo.
| Lega | Resistenza (MPa) | Formabilità | Applicazioni tipiche |
|---|---|---|---|
| 1100-O | 90 | Eccellente | Piastre decorative, riflettori |
| 3003-H14 | 130 | Buono | Pannelli HVAC, coperture per elettrodomestici |
| 5052-H32 | 215 | Ottimo equilibrio | Pannelli automobilistici, telai marini |
| 6061-T6 | 275 | Moderato | Staffe strutturali, telaio EV |
| 7075-T6 | 505 | Basso | Componenti per il settore aerospaziale e della difesa |
Approfondimento per gli ingegneri: Il 5052-H32 offre un ottimo equilibrio: forte per le staffe ma abbastanza morbido per la formatura progressiva. Il 6061-T6 necessita di un tonnellaggio maggiore e di un'accurata raggiatura degli angoli per evitare crepe sui bordi.
Stato del materiale e trattamenti superficiali
La condizione di tempra (O, H12, H32, ecc.) influisce sul comportamento dell'alluminio durante la formatura. I temperamenti più morbidi sono più facili da trafilare ma possono deformarsi; quelli più duri mantengono meglio la forma ma possono creparsi.
Per controllare l'attrito e prolungare la durata degli utensili, molte fabbriche utilizzano lubrificanti a film secco o rivestimenti PVD come TiN o CrN. Dopo lo stampaggio, i pezzi vengono spesso anodizzati, rivestiti a polvere o convertiti per garantire protezione e aspetto.
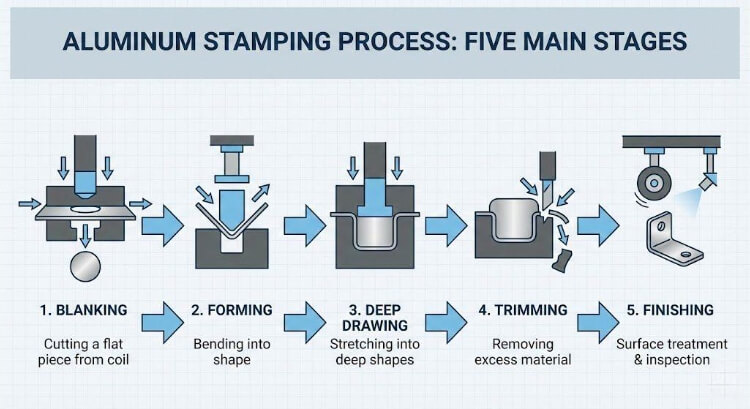
Fasi chiave del processo di stampaggio dell'alluminio
Ogni fase, dalla tranciatura alla finitura, definisce la qualità dei pezzi. Ecco come ogni fase del processo contribuisce alla precisione, alla ripetibilità e alla levigatezza della superficie.
Blanking e Piercing
Il processo di stampaggio inizia con la tranciatura, in cui le lamiere di alluminio vengono tagliate in forme precise utilizzando punzoni e matrici. Un layout di nesting ben pianificato può aumentare l'utilizzo del materiale di 15-25%, riducendo gli scarti e il costo totale.
Poi si passa alla foratura, che aggiunge fori o ritagli. Mantenere lo spazio tra punzone e matrice intorno a 6-10% dello spessore della lamiera aiuta a prevenire bave e bordi affusolati. Durante le lavorazioni ad alta velocità, i tecnici controllano spesso l'affilatura dei punzoni e l'allineamento delle matrici.
Formatura e piegatura
Dopo il taglio, i pezzi grezzi passano alle presse di formatura che li modellano in contorni o angoli. L'alluminio tende a ritornare leggermente verso la forma piatta dopo la piegatura, grazie alla sua elasticità.
Per ovviare a questo problema, gli ingegneri ricorrono alla sovracurvatura o modificano la geometria dello stampo. Per la maggior parte delle leghe, il raggio di curvatura interno più piccolo dovrebbe essere pari a 1,5 × lo spessore della lamiera; per la 6061-T6 potrebbe essere necessario un raggio di 2 ×.
Disegno e conio
L'imbutitura profonda trasforma gli sbozzi piatti in pezzi a forma di coppa o di conchiglia. Raggi uniformi, pressione costante del porta-stampi e lubrificazione costante sono i fattori principali che impediscono la formazione di grinze o strappi.
I risultati della simulazione mostrano che la pressione di bilanciamento può ridurre la variazione della profondità di stiro fino a 30% rispetto al controllo manuale.
La coniatura è solitamente la fase finale di precisione. Affina i bordi, appiattisce le superfici e migliora le aree di tenuta, ideale per gli involucri elettronici o a tenuta di fluidi.
Rifilatura, sbavatura e rifinitura
I pezzi formati vengono sottoposti a rifilatura per rimuovere il metallo in eccesso e a sbavatura per lisciare i bordi. La spazzolatura automatica e la finitura a vibrazione aiutano a produrre risultati uniformi in scala.
La finitura della superficie può includere l'anodizzazione, la verniciatura a polvere o il rivestimento a conversione chimica, a seconda dell'impiego del pezzo. Questi trattamenti proteggono dalla corrosione, migliorano l'aspetto o mantengono la conduttività elettrica.
Sfide di processo e considerazioni ingegneristiche
Anche i produttori più esperti devono affrontare sfide uniche con l'alluminio. Le sezioni seguenti illustrano i problemi comuni e le strategie collaudate per ottenere risultati di formatura uniformi.
Problemi tipici dello stampaggio dell'alluminio
| Difetto | Causa principale | Risultato sulla parte |
|---|---|---|
| Rughe | Sollecitazioni di compressione non uniformi durante l'estrazione profonda | Fianchi increspati |
| Scricchiolii | Allungamento eccessivo o raggio di curvatura ridotto | Strappo dei bordi |
| Galleggiante | Metallo che si attacca tra la matrice e la lastra | Scorrimento della superficie |
| Ritorno a molla | Recupero elastico dopo la flessione | Modifiche dell'angolo |
| Segni di superficie | Stampi sporchi o pressione eccessiva | Difetti estetici |
Strategie per superare i difetti
- Migliorare la geometria degli stampi: Aumentare i raggi di raccordo e lucidare gli angoli della matrice. Anche una modifica del raggio di 1 mm può allungare la vita dello stampo di 25%.
- Utilizzare una lubrificazione adeguata: Applicare lubrificanti a film secco o rivestimenti PVD come TiN o CrN per ridurre l'attrito.
- Controllo della pressione del portabiancheria: I sistemi di servoassistenza regolano automaticamente la pressione per mantenere il flusso di materiale uniforme.
- Regolare la temperatura: Preriscaldare l'alluminio a 120-150°C per rendere più formabili le leghe dure.
- Combinare la simulazione con l'SPC: Utilizzate la simulazione della formatura e il controllo statistico dei processi per individuare tempestivamente gli errori.
Tolleranza e controllo dimensionale
I pezzi in alluminio stampati hanno spesso una precisione compresa tra ±0,05 mm e ±0,10 mm. Per ottenere questo risultato, le presse utilizzano il monitoraggio della forza in tempo reale e la calibrazione regolare dello stampo.
Le variazioni di temperatura o di spessore della lamiera possono spostare lentamente le tolleranze. Le moderne presse servoassistite possono regolare automaticamente l'altezza di chiusura e la corsa per correggere questo fenomeno, migliorando la resa fino a 40% rispetto ai sistemi manuali.
Applicazioni in tutti i settori
Lo stampaggio dell'alluminio favorisce l'innovazione in diversi settori. Scoprite come supporta prodotti più leggeri, più resistenti e più efficienti, dai veicoli ai sistemi aerospaziali.
Componenti per autoveicoli e veicoli elettrici
I settori automobilistico e dei veicoli elettrici dipendono fortemente dallo stampaggio dell'alluminio per raggiungere gli obiettivi di leggerezza e sostenibilità. La sostituzione dell'acciaio con l'alluminio può ridurre il peso totale del veicolo di 15-20%, migliorando il risparmio di carburante di 6-8% e aumentando l'autonomia dei veicoli elettrici di 10-12%.
I componenti in alluminio stampato comprendono pannelli della carrozzeria, alloggiamenti per la batteria, crash box, scudi termici e staffe. Questi componenti offrono resistenza alla corrosione, forza e durata, garantendo prestazioni affidabili anche in presenza di vibrazioni o cicli termici.
Elettronica e dispositivi di consumo
Nel settore dell'elettronica, lo stampaggio dell'alluminio consente di ottenere design sottili, resistenti e accattivanti, perfetti per i telai dei computer portatili, gli alloggiamenti dei LED e le custodie dei dispositivi di comunicazione. La sua conducibilità termica aiuta a rimuovere il calore in modo naturale, riducendo la necessità di componenti di raffreddamento aggiuntivi.
L'alluminio stampato offre anche Schermatura EMI/RFIproteggendo i circuiti sensibili dalle interferenze elettromagnetiche. Finiture superficiali come l'anodizzazione e il rivestimento di conversione migliorano l'aspetto e la resistenza alla corrosione, aggiungendo durata ai prodotti di fascia alta.
Apparecchiature aerospaziali e industriali
Nel settore aerospaziale, lo stampaggio dell'alluminio è utilizzato per staffe, condotti, piastre di montaggio e alloggiamenti di strumenti. Leghe ad alta resistenza come il 2024-T3 e il 7075-T6 raggiungono resistenze alla trazione superiori a 450 MPa, mantenendo i pezzi rigidi e riducendo il peso di quasi due terzi rispetto all'acciaio.
I componenti stampati sono spesso sottoposti a lavorazione CNC o a ispezione CMM per soddisfare i severi standard di precisione aerospaziale.
Nei macchinari industriali, lo stampaggio dell'alluminio è comune per gli alloggiamenti dei motori, i pannelli di ventilazione e i telai delle cabine. Resiste all'ossidazione e riduce le esigenze di manutenzione, contribuendo a prolungare la durata delle apparecchiature.

Considerazioni economiche e ambientali
Efficienza e sostenibilità vanno di pari passo nella produzione moderna. Esaminiamo come lo stampaggio dell'alluminio bilanci i costi di produzione con la responsabilità ambientale a lungo termine.
Efficienza dei costi di produzione
Lo stampaggio dell'alluminio offre un ottimo equilibrio tra costi e prestazioni, soprattutto per le grandi produzioni. Anche se le lamiere di alluminio costano più dell'acciaio dolce al chilogrammo, l'alta velocità di stampaggio e la lunga durata degli stampi compensano questa spesa. Le moderne presse lavorano a 80-120 colpi al minuto, producendo migliaia di pezzi all'ora.
I sistemi a stampo progressivo riducono ulteriormente gli scarti e i tempi di lavorazione secondaria. Le ricerche dimostrano che lo stampaggio può ridurre il costo unitario di 20-30% rispetto alla lavorazione CNC o alla fusione quando la produzione supera i 10.000 pezzi.
Sostenibilità e riciclaggio
L'alluminio può essere riciclato all'infinito senza perdere qualità. La produzione di alluminio riciclato richiede solo 5% dell'energia necessaria per produrre nuovo metallo e riduce le emissioni di CO₂ fino a 95%.
Molte fabbriche utilizzano oggi sistemi di riciclaggio a ciclo chiuso, raccogliendo gli scarti e gli sfridi direttamente per la rifusione. Questo riduce i costi delle materie prime e sostiene gli obiettivi di sostenibilità dell'azienda.
Catena di fornitura globale e standard di qualità
La maggior parte degli impianti di stampaggio professionali segue i sistemi di qualità ISO 9001 o IATF 16949 per garantire la coerenza del processo e la piena tracciabilità. La rete di fornitura di alluminio è ora stabile e globale, con fornitori affidabili di bobine e lamiere in Asia, Europa e Nord America.
Le fabbriche avanzate utilizzano il monitoraggio in tempo reale, l'ispezione in linea e i sistemi SPC basati su cloud per rilevare istantaneamente la deriva dimensionale. Questi strumenti aiutano a mantenere alta la precisione e la velocità di produzione.
Suggerimenti per la progettazione dello stampaggio dell'alluminio
I grandi pezzi stampati iniziano con una progettazione accurata. Gli approfondimenti che seguono mostrano come la geometria, le tolleranze e il lavoro di squadra traducano le idee in precisione producibile.
Ottimizzazione della producibilità
Una buona progettazione di stampaggio bilancia geometria, flusso di materiale e durata dello stampo. Anche piccoli dettagli CAD possono influire sull'efficienza e sull'usura degli utensili in produzione.
- Mantenere i raggi di curvatura corretti. Per la maggior parte delle leghe, il raggio di curvatura interno minimo dovrebbe essere 1-1,5× lo spessore della lamiera. Per le leghe più dure, come la 6061-T6, utilizzare uno spessore pari a 2× per evitare la formazione di crepe.
- Lasciare uno spazio sufficiente per i fori. Mantenere i fori ad almeno 2× lo spessore del materiale lontano dalle curve per ridurre la distorsione.
- Utilizzare angoli arrotondati. Gli angoli interni acuti causano l'accumulo di tensioni e una più rapida usura dello stampo; gli angoli arrotondati durano più a lungo.
- Pianificare il ritorno elastico. Aggiungere 1-2° di sovracurvatura per le leghe 5052 o 6061 per compensare il recupero elastico.
Approfondimento per gli ingegneri:
Prima della produzione completa, i produttori di utensili eseguono solitamente brevi lotti di prova per misurare il ritorno elastico reale. L'aggiornamento dei dati di piegatura di questi test può ridurre i tassi di rilavorazione fino a 30%.
Collaborazione tra progettazione e produzione
Un forte coordinamento tra i team di progettazione e produzione garantisce uno stampaggio più fluido, rapido ed economico. Una revisione del Design for Manufacturability (DFM) aiuta a rilevare potenziali problemi di formatura prima di impegnarsi nell'attrezzaggio.
Ad esempio, i progettisti possono scegliere alloggiamenti profondi con angoli vivi. Gli ingegneri di produzione potrebbero suggerire transizioni arrotondate per ridurre le sollecitazioni durante la formatura. I moderni strumenti di simulazione come AutoForm o PAM-STAMP possono prevedere l'assottigliamento e i livelli di deformazione entro ±10% dai valori reali, aiutando a perfezionare i progetti prima di tagliare l'acciaio per lo stampo.
Suggerimento per il design:
Condividete i vostri modelli 3D, le esigenze di tolleranza e gli obiettivi di produzione con il vostro fornitore di stampi. Il fornitore potrà consigliare il miglior tonnellaggio della pressa, la migliore configurazione dello stampo e la migliore lega per ridurre i tempi e i costi di attrezzaggio.
Opzioni di superficie e finitura
Corretto finitura migliora la resistenza alla corrosione e la qualità visiva dei componenti in alluminio stampato.
| Tipo di finitura | Scopo | Applicazioni ideali |
|---|---|---|
| Anodizzazione | Crea uno strato di ossido duro per la protezione dalla corrosione e le opzioni di colore. | Pannelli per esterni, alloggiamenti per elettronica |
| Rivestimento in polvere | Aggiunge una superficie decorativa durevole e resistente ai raggi UV e all'usura. | Coperchi e custodie per elettrodomestici |
| Rivestimento di conversione (alodine) | Migliora la conduttività e l'adesione della vernice | Connettori elettrici, parti aerospaziali |
| Lucidatura meccanica / spazzolatura | Migliora la consistenza e l'aspetto della superficie | Prodotti di consumo, pannelli a vista |
Approfondimento per gli ingegneri:
Se il pezzo necessita di conducibilità elettrica, evitare l'anodizzazione completa. Lo strato di ossido non è conduttivo. Utilizzare invece un rivestimento di conversione cromatica per ottenere protezione e conduttività.
Conclusione
Lo stampaggio dell'alluminio combina precisione, scalabilità ed eco-efficienza in un unico processo. Consente agli ingegneri di realizzare progetti più leggeri senza rinunciare alla resistenza o alla durata.
La sua adattabilità è ciò che la rende potente, sia per le linee EV ad alta velocità che per i piccoli progetti prototipali. Quando la scelta della lega, l'impostazione dello stampo e il controllo del processo si allineano, lo stampaggio offre una qualità costante e un risparmio sui costi.
Volete migliorare l'efficienza e la qualità dei vostri progetti di stampaggio dell'alluminio? Contattate il nostro team di ingegneri per una revisione gratuita del progetto o del processo. Vi aiuteremo a scegliere la lega giusta, a mettere a punto il processo di formatura e a progettare utensili costruiti per garantire un'affidabilità a lungo termine.
Domande frequenti
Quali sono le leghe di alluminio migliori per l'imbutitura?
I gradi morbidi e duttili come il 3003-O e il 5052-O sono i più indicati. Si allungano facilmente senza incrinarsi e producono pareti lisce e uniformi nei pezzi imbutiti.
In cosa si differenzia lo stampaggio dell'alluminio da quello dell'acciaio?
L'alluminio necessita di una forza di formatura inferiore di circa 40-60% rispetto all'acciaio, ma presenta un maggiore ritorno elastico. L'allineamento degli utensili e la finitura superficiale dello stampo devono essere più precisi per mantenere l'accuratezza della forma.
Le servopresse possono migliorare la precisione di stampaggio?
Sì. Le presse servoassistite consentono di variare la velocità della corsa e i tempi di sosta. Questo controllo riduce il ritorno elastico e aiuta a mantenere uno spessore uniforme nelle leghe più resistenti.
Quali sono i difetti di stampaggio più comuni e come prevenirli?
I difetti tipici includono grinze, strappi e galla. Utilizzare raggi d'angolo più ampi, una lubrificazione costante e una pressione bilanciata del porta-stampi. La pulizia degli stampi spesso previene la formazione di accumuli e segni superficiali.
Lo stampaggio dell'alluminio è conveniente per piccoli lotti?
Sì. Grazie agli stampi modulari e alle presse a controllo numerico, lo stampaggio dell'alluminio è efficiente anche per i prototipi e le piccole tirature. Offre una precisione costante dei pezzi prima di passare alla produzione di massa.


