Nel mondo della fabbricazione di metalli di alta precisione, raramente l'acciaio grezzo arriva pronto per la catena di montaggio. Quando l'acciaio viene lavorato in acciaieria - laminato a caldo a temperature superiori a 1.000°F - reagisce violentemente con l'ossigeno. Quando si raffredda, questa reazione forma una crosta nera e bluastra nota come scaglia.
Pur essendo un sottoprodotto naturale, le incrostazioni sono un killer silenzioso della qualità della finitura. Se ci si vernicia sopra, il rivestimento finirà per scrostarsi a causa del distacco delle incrostazioni. Se ci si salda sopra, le impurità creeranno porosità e giunti deboli.
È qui che il decapaggio dell'acciaio diventa irrinunciabile. È il processo critico "ponte" che trasforma il materiale grezzo laminato a caldo in un substrato chimicamente pulito pronto per le applicazioni automobilistiche, aerospaziali e di elettrodomestici.

Che cos'è il decapaggio dell'acciaio?
Il decapaggio dell'acciaio è un processo di trattamento superficiale che pulisce il metallo utilizzando una soluzione chimica chiamata "liquore di sottaceti". Questa soluzione rimuove ruggine, incrostazioni e altri materiali indesiderati da metalli come acciaio, rame e leghe di alluminio.
Il metallo viene immerso in un bagno di acido forte che dissolve lo strato di ossido ma non danneggia il metallo di base sottostante. Dopo il decapaggio, la superficie è liscia, pulita e conforme allo standard SSPC-SP 8 (decapaggio) per la pulizia industriale.
Qual è lo scopo del decapaggio?
Il decapaggio non è solo una questione estetica, ma riguarda l'integrità strutturale e l'adesione chimica. Per capire perché questa fase è fondamentale, dobbiamo innanzitutto comprendere il "nemico" che rimuove.
Rimozione delle impurità: Spiegare i contaminanti target
Le incrostazioni non sono solo sporcizia, ma una struttura complessa e stratificata di ossidi di ferro:
- Wüstite (FeO): Lo strato più vicino al metallo.
- Magnetite (Fe₃O₄): Lo strato intermedio.
- Ematite (Fe₂O₃): Lo strato più esterno e fragile.
Il problema: La scaglia è elettricamente isolante e fisicamente fragile. A differenza dell'acciaio duttile sottostante, le incrostazioni si rompono sotto sforzo. Se si tenta di laminare l'acciaio a freddo senza prima decaparlo, queste incrostazioni dure verranno pressate sulla superficie più morbida, danneggiando in modo permanente l'acciaio e rovinando i costosi stampi di laminazione.

L'obiettivo: l'attivazione del "metallo bianco
Per i processi a valle, "pulito" non è sufficiente: la superficie deve essere chimicamente attiva.
- Per rivestimenti e verniciature: Le vernici e gli strati di zincatura si basano su uno specifico profilo superficiale (modello di ancoraggio) per fare presa sul metallo. Il decapaggio rimuove lo strato di ossido passivo, esponendo il "metallo bianco" reattivo che si lega in modo aggressivo ai primer e ai rivestimenti di zinco.
- Per la saldatura di precisione: La saldatura su acciaio sporco introduce ossigeno e impurità nel bagno di saldatura. Il decapaggio garantisce una zona priva di contaminanti, essenziale per le linee di saldatura robotizzate in cui la costanza è fondamentale.
Un consiglio da professionista:
Molti fallimenti di fabbricazione, come la delaminazione del rivestimento in polvere dopo sei mesi, possono essere ricondotti a un decapaggio improprio o a un "sotto-decapaggio" in cui sono stati lasciati residui di calcare. Per noi di TZR, la preparazione della superficie è il fondamento della longevità del prodotto.
Come funziona il processo di decapaggio?
Sebbene possa sembrare una semplice vasca di immersione, il decapaggio è un assalto chimico violento e attentamente controllato alle impurità. Per ottenere una superficie perfettamente pulita senza sciogliere il prezioso acciaio sottostante, i produttori si affidano a un meccanismo specifico: l'effetto "Blast Off".
Il meccanismo chimico
Molti pensano che l'acido mangi semplicemente lo strato di calcare dall'alto verso il basso. In realtà, il processo è molto più dinamico.
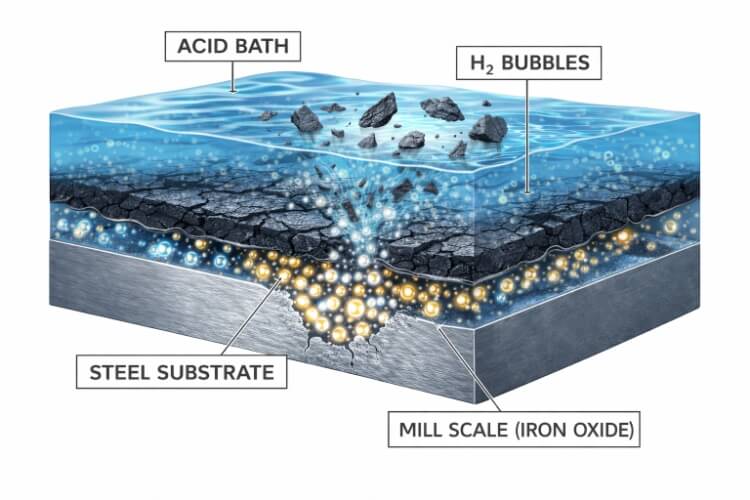
Le incrostazioni sono naturalmente porose e piene di microscopiche fessure. L'acido decapante (il "liquido di sottaceti") filtra attraverso queste fessure e attacca lo strato intermedio di ossido (FeO) proprio all'interfaccia del metallo base.
Quando l'acido reagisce con il ferro, genera idrogeno gassoso. Queste minuscole bolle di idrogeno si formano sotto lo strato di incrostazioni, generando un'immensa pressione. Come milioni di micro-esplosivi, questa pressione fa letteralmente esplodere le incrostazioni dalla superficie del metallo, facendole scorrere via nella soluzione. Contemporaneamente, l'acido dissolve gli ossidi di ferro rimanenti, lasciando una superficie d'acciaio incontaminata e chimicamente attiva.
Nota dell'esperto:
La velocità di questa reazione è fondamentale. Se l'acciaio rimane nel bagno troppo a lungo, si verifica un "eccesso di picchiettatura". L'acido inizia ad attaccare il metallo di base stesso, causando gravi vaiolature e perdite di materiale. Ecco perché i tempi di permanenza precisi non sono negoziabili per il controllo della qualità.
Il flusso di lavoro passo dopo passo
Una linea di decapaggio di successo prevede una sequenza rigorosa di fasi progettate per garantire che il metallo sia pulito, lavorato e protetto.
Fase 1: Sgrassaggio e pulizia
Prima che l'acciaio venga a contatto con l'acido, deve essere privo di contaminanti organici. Oli, grassi e lubrificanti da trafilatura agiscono come una barriera, impedendo all'acido di raggiungere la superficie. Per prima cosa si utilizza un detergente alcalino a caldo o uno sgrassatore a solvente; altrimenti l'acido si deposita semplicemente sulle macchie oleose, lasciando chiazze di calcare non spolpato.
Fase 2: Il bagno acido (decapaggio)
Questa è la fase centrale. Il metallo viene immerso o spruzzato con la soluzione acida. Le moderne linee continue utilizzano ugelli di spruzzatura ad alta pressione per agitare l'acido, garantendo che la soluzione fresca colpisca costantemente la superficie, accelerando così la reazione in modo significativo rispetto all'immersione statica.
Fase 3: Risciacquo (risciacquo a cascata)
Una volta rimosse le incrostazioni, la reazione chimica deve essere interrotta immediatamente. L'acciaio viene sottoposto a un rigoroso risciacquo con acqua, spesso in cascata a più stadi, per eliminare ogni traccia di acido e di sali metallici disciolti. Qualsiasi residuo lasciato in loco causerà in seguito una grave corrosione.
Fase 4: Neutralizzazione
Il risciacquo con acqua non è sempre sufficiente a neutralizzare il pH della superficie dell'acciaio. Per garantire che la superficie sia completamente passiva e che non rimangano ioni acidi nei pori del metallo, si applica un bagno alcalino debole (spesso con ammoniaca o calce).
Fase 5: oliatura o sigillatura (critica per la "ruggine superficiale")
Questa fase finale fa la differenza tra un prodotto utilizzabile e un rottame. L'acciaio appena decapato è altamente reattivo: è essenzialmente ferro "nudo". Senza protezione, reagisce quasi istantaneamente con l'ossigeno dell'aria, formando uno strato di "ruggine istantanea" gialla. Per evitare che ciò accada, l'acciaio viene immediatamente rivestito con un sottile strato di olio, un antiruggine o una cera idrosolubile per sigillare la superficie in vista dello stoccaggio o della spedizione.
Metodi di applicazione: Immersione vs. spruzzo
Il metodo fisico di applicazione dell'acido dipende in larga misura dalla forma del prodotto:
- Decapaggio in lotti (immersione): Utilizzato per tubi, parti fabbricate o fasci di barre. Gli articoli vengono collocati in casse resistenti agli acidi o su scaffali e immersi in grandi vasche di acido. In questo modo il liquido raggiunge anche i tubi e le geometrie complesse.
- Decapaggio continuo (a spruzzo o per trascinamento): Utilizzato principalmente per i coils di acciaio. Il nastro di acciaio viene srotolato e tirato continuamente attraverso una serie di vasche ad alta velocità (fino a 1.000 piedi al minuto).
Tipi di acidi decapanti: HCl vs. H2SO4
Sebbene l'obiettivo del decapaggio sia uniforme - rimuovere gli ossidi - l'agente chimico utilizzato per raggiungerlo modifica radicalmente la velocità del processo, il costo e, soprattutto, la finitura superficiale del prodotto.
Nell'industria dell'acciaio al carbonio dominano due acidi: Acido cloridrico (HCl) e acido solforico (H₂SO₄). La scelta tra i due è spesso un compromesso tra costi operativi e qualità della superficie.
Acido cloridrico (HCl): Lo standard di precisione
Dalla metà del 20° secolo, l'HCl è diventato il preferito per le linee di decapaggio in continuo delle lamiere, in particolare per gli acciai di tipo automobilistico e per gli elettrodomestici.
- La finitura "brillante": L'HCl attacca gli strati di calcare (FeO, Fe₂O₃, Fe₃O₄) in modo aggressivo, ma è relativamente delicato sul metallo di base. Rispetto all'acido solforico, si ottiene una superficie più brillante, più bianca e più pulita, con una minore quantità di "macchie" (residui carboniosi insolubili).
- Efficienza energetica: Uno dei suoi maggiori vantaggi è la temperatura. L'HCl funziona efficacemente a temperatura ambiente o con un riscaldamento minimo (in genere 160°F - 180°F), riducendo significativamente il consumo energetico della linea.
- Il compromesso: Lo svantaggio principale è la volatilità. L'HCl emette facilmente fumi e richiede costosi sistemi di ventilazione e lavaggio per proteggere i lavoratori e le attrezzature. È anche più costoso da acquistare per tonnellata rispetto all'acido solforico.
Ideale per: Lamiere di alta qualità, pannelli automobilistici e parti che richiedono placcatura o verniciatura.
Acido solforico (H₂SO₄): Il cavallo di battaglia economico
Prima degli anni '60, l'acido solforico era lo standard del settore. Ancora oggi è molto diffuso per il decapaggio in lotti di barre, fili e forme strutturali in cui il recupero dei costi è una priorità.
- Rinnovabilità: L'acido solforico è più economico da acquistare e più facile da rinnovare. Quando l'acido si satura di ferro, il solfato ferroso può essere cristallizzato, permettendo all'acido di essere rigenerato e riutilizzato quasi all'infinito.
- Il fabbisogno di calore: Per funzionare efficacemente, l'acido solforico deve essere riscaldato a 180°F -225°F (82°C - 107°C). Sebbene il prodotto chimico sia economico, la bolletta energetica per mantenere migliaia di litri di acido vicino al punto di ebollizione è notevole.
- Il rischio finale: La superficie risultante è spesso più scura e può presentare più macchie residue. Inoltre, presenta un rischio maggiore di "over-pickling": se la linea si ferma, l'acido caldo continuerà ad attaccare l'acciaio di base in modo aggressivo, bucherellando la superficie.
Ideale per: Tondo, tubi, tubi strutturali e fili a basso tenore di carbonio, dove l'estetica della superficie è secondaria rispetto al costo.
Acidi speciali per le leghe più dure
Gli acidi standard spesso falliscono quando si tratta di materiali ad alta lega.
- Acciaio ad alto tenore di carbonio (>0,6% Carbonio): Con l'aumento del contenuto di carbonio, l'acciaio diventa più resistente al decapaggio standard. Alla miscela possono essere aggiunti acido fosforico, acido nitrico o acido fluoridrico per favorire la rimozione delle incrostazioni.
- Acciaio inossidabile: Lo strato di ossido di cromo sull'acciaio inossidabile è incredibilmente resistente. In genere richiede una forte combinazione di acido nitrico e acido fluoridrico (spesso chiamato "acido misto") per essere pulito efficacemente e ripristinare la passività.
Guida rapida alla scelta: Di quale acido avete bisogno?
| Caratteristica | Acido cloridrico (HCl) | Acido solforico (H2SO4) |
|---|---|---|
| Applicazione primaria | Foglio continuo/striscia (auto/apparecchiatura) | Decapaggio in lotti / Verga e filo |
| Temperatura di esercizio | Più basso (<180°F) - Risparmio energetico | Più alto (180°F - 225°F) - Energia pesante |
| Risultato della superficie | Luminoso, bianco, pulito | Più scuro, potenzialmente osceno |
| Velocità di reazione | Più veloce (2-3 volte la velocità di H2SO4) | Più lento |
| Profilo dei costi | Alto costo chimico / bassa energia | Basso costo chimico / Alta energia |
Un consiglio da professionista:
Se il progetto prevede una successiva galvanoplastica o una verniciatura a polvere ad alta lucentezza, spesso la scelta dell'acciaio con appiccamento all'HCl è la più sicura. Il profilo superficiale più brillante garantisce un'adesione migliore e meno difetti estetici rispetto alle alternative trattate con il solforico.
Sfide e soluzioni critiche
Sebbene il decapaggio sia una pratica standard, non è privo di rischi. Per gli ingegneri e i responsabili degli acquisti, la comprensione dei rischi di infragilimento da idrogeno e di rifiuti pericolosi è importante quanto la finitura superficiale stessa. L'ignoranza in questo campo può portare a guasti catastrofici dei pezzi o a responsabilità nella catena di fornitura.
Infragilimento da idrogeno
Uno degli effetti collaterali più pericolosi del decapaggio - e quello più spesso trascurato nelle guide di base - è l'infragilimento da idrogeno (HE).
Il meccanismo:
Durante la reazione acida aggressiva, si genera idrogeno gassoso. Mentre la maggior parte bolle via, l'idrogeno atomico è abbastanza piccolo da diffondersi direttamente nel reticolo cristallino dell'acciaio. Una volta all'interno, questi atomi migrano verso le aree ad alta tensione (come i bordi dei grani o le saldature) e si ricombinano in idrogeno molecolare (H2).
Questa pressione interna si accumula come un palloncino che si gonfia all'interno di una roccia. Crea un'immensa tensione interna che riduce drasticamente la duttilità del metallo.
L'incubo del "fallimento ritardato":
L'aspetto terrificante dell'HE è che provoca una rottura ritardata. Un bullone o una staffa possono superare perfettamente l'ispezione QC, per poi spezzarsi improvvisamente sotto carico settimane dopo l'installazione. Spesso non c'è alcun avvertimento: nessuna flessione, nessun allungamento, solo uno scatto improvviso e fragile.
La soluzione: Cottura ASTM B850
- Inibitori: I moderni liquidi di decapaggio utilizzano inibitori chimici per formare una pellicola protettiva sul metallo nudo, rallentando l'assorbimento dell'idrogeno.
- De-embrilizzazione Cottura: Per gli acciai ad alta resistenza (tipicamente quelli più duri di 30-32 HRC), i pezzi devono essere sottoposti a un processo di "cottura" subito dopo il decapaggio.
- Standard: Secondo la norma ASTM B850, i pezzi devono essere cotti a circa 375°F -400°F (190°C - 205°C) per almeno 3 ore (spesso fino a 24 ore, a seconda della resistenza alla trazione) per far uscire l'idrogeno intrappolato prima che causi danni permanenti.
Nota dell'esperto:
Se vi rifornite di elementi di fissaggio ad alta resistenza o di molle che richiedono il decapaggio, richiedete sempre un certificato di cottura. Saltare questa fase è la #1 causa di inspiegabili guasti dei dispositivi di fissaggio sul campo.
Gestione dei "fanghi di decapaggio"
Il sottoprodotto del processo di decapaggio non è solo acqua sporca, ma anche un rifiuto tossico pericoloso noto come Spent Pickle Liquor (SPL).
Il costo ambientale:
Man mano che l'acido agisce, si satura di sali di ferro disciolti (cloruro o solfato ferroso) e di metalli pesanti (cromo, nichel, piombo) sottratti alla lega. Quando la concentrazione dell'acido scende troppo per essere efficace, questo "fango" deve essere trattato.
Smaltimento e rigenerazione:
- Neutralizzazione: Il trattamento più comune prevede l'aggiunta di calce (idrossido di calcio) all'acido esaurito. Questo neutralizza il pH e fa precipitare i metalli pesanti sotto forma di fanghi solidi, che vengono poi inviati alle discariche pericolose.
- Piante a rigenerazione acida (ARP): Gli impianti avanzati, in particolare quelli che utilizzano l'acido cloridrico, utilizzano processi di arrostimento per recuperare il gas acido e riutilizzarlo. In questo modo si crea un sistema a ciclo chiuso e si produce ossido di ferro in polvere, un prezioso sottoprodotto utilizzato nella produzione di magneti e pigmenti di ferrite.
Considerazioni economiche
Le severe normative ambientali relative allo smaltimento degli SPL hanno fatto lievitare il costo dei servizi di decapaggio nei mercati occidentali. Quando si confrontano i preventivi, è bene diffidare dei fornitori con prezzi "troppo belli per essere veri"; potrebbero infatti prendere in contropiede la gestione dei rifiuti o utilizzare bagni acidi esauriti che causano una scarsa qualità della superficie.
Alternative al decapaggio chimico: Quando abbandonare l'acido
Sebbene il decapaggio acido sia il re indiscusso della produzione di lamiere ad alto volume, le severe normative ambientali e il rischio specifico di infragilimento da idrogeno hanno spinto lo sviluppo di metodi alternativi. Per alcune applicazioni, queste tecniche "a secco" possono essere superiori.
Pulizia meccanica (SPS / sabbiatura abrasiva)
Per i progetti di acciaio strutturale in cui la manipolazione chimica è impossibile o in cui è richiesta una struttura superficiale specifica, la pulizia meccanica, spesso regolata dagli standard ISO 8501-1, è la scelta migliore.
- Il processo: L'acciaio viene sabbiato con mezzi abrasivi (sabbia, graniglia o graniglia d'acciaio) o spazzolato a filo in modo aggressivo.
- Pro: Elimina i rifiuti acidi pericolosi ed evita completamente i rischi di infragilimento da idrogeno. È ideale per la rimozione di ruggine pesante su travi e piastre.
- Contro: Lascia una finitura ruvida e opaca rispetto alla superficie liscia e brillante del decapaggio acido. Inoltre, è difficile pulire le superfici interne di tubi o forme complesse dove i mezzi di sabbiatura non possono arrivare.
Pulizia delle fiamme
- Il processo: Una fiamma ossiacetilenica viene fatta passare sulla superficie dell'acciaio. La rapida espansione termica provoca lo sfaldamento della scaglia friabile, mentre il metallo di base si espande a una velocità diversa.
- Pro: Utile per la pulizia localizzata o la preparazione di strutture esistenti per la riverniciatura, quando i bagni chimici non sono praticabili.
- Contro: Alto costo energetico e alto potenziale di deformazione dei materiali sottili a causa dell'apporto di calore.
Pulizia laser (il futuro della preparazione "verde" delle superfici)
- Il processo: I laser pulsati ad alta intensità ablano (vaporizzano) lo strato di ossido e la ruggine all'istante.
- Pro: È l'opzione più ecologica disponibile. Non produce rifiuti chimici, non richiede materiali di consumo e offre un controllo preciso sulla quantità di materiale rimosso senza danneggiare il substrato.
- Contro: Il costo iniziale dell'apparecchiatura è estremamente elevato e la velocità di pulizia per grandi superfici è attualmente molto inferiore a quella di una linea di decapaggio acido continuo.
Conclusione
Il decapaggio dell'acciaio è molto più di una semplice fase di "pulizia": è un processo metallurgico fondamentale che definisce il DNA del prodotto finale. Che si tratti di saldatura, verniciatura o laminazione a freddo, il successo dell'operazione dipende dalla purezza microscopica della superficie metallica.
Per gli acquirenti e gli ingegneri, specificare "decapato e oliato" non è solo una voce su un ordine di acquisto, ma è una garanzia che l'acciaio è privo di difetti nascosti e pronto per una produzione ad alte prestazioni.
In TZR non ci limitiamo a tagliare e piegare il metallo, ma progettiamo la qualità dal substrato in su. Il nostro team si avvale di oltre un decennio di fabbricazione di lamiere per garantire che ogni materiale utilizzato soddisfi i rigorosi standard di qualità delle superfici.
Che abbiate bisogno di lamiere perfettamente decapate per una finitura impeccabile con verniciatura a polvere o di componenti strutturali robusti e privi di rischi di idrogeno, abbiamo l'esperienza necessaria per guidare la vostra scelta. Siete pronti a proteggere la vostra catena di fornitura? Contattate TZR oggi stesso per una consulenza sul vostro prossimo progetto.