
Jedes Mal, wenn Sie eine Autotür öffnen, einen Tankdeckel drehen oder eine Edelstahlspüle benutzen, haben Sie es mit einem tiefgezogenen Teil zu tun. Tiefziehen ist eine der zuverlässigsten Methoden, um Bleche in nahtlose, haltbare Formen zu bringen - von kleinen Elektrogehäusen bis hin zu großen Strukturplatten.
Bei diesem Verfahren wird ein flacher Metallrohling in eine hohle Form gebracht, indem er mit einem Stempel in einen Matrizenhohlraum gezogen wird. Wenn die Tiefe des Teils größer als sein Durchmesser ist, spricht man vom Tiefziehen. Im Gegensatz zum normalen Stanzen, bei dem das Metall hauptsächlich geschnitten oder gebogen wird, wird beim Tiefziehen das Blech gestreckt, so dass eine glatte, kontinuierliche und fugenlose Form entsteht, die sowohl leicht als auch stabil ist.
Allein in der Automobilproduktion werden mehr als 150 Komponenten tiefgezogen, z. B. Airbag-Gehäuse, Filter und Kraftstoffabdeckungen. Das Verfahren wird wegen seiner Präzision, Konsistenz und hohen Materialeffizienz geschätzt und ist daher für eine skalierbare und kostengünstige Produktion unerlässlich.

Was ist Tiefziehen?
Das Tiefziehen ist ein Verfahren des kontrollierten Metallflusses. Ein flacher Rohling wird zwischen Matrize und Niederhalter gehalten, während ein Stempel ihn in den Hohlraum der Matrize zieht. Während dieser Bewegung dehnt sich das Metall entlang der Wand und drückt sich am Flansch zusammen. Das richtige Gleichgewicht zwischen Spannung und Kompression gewährleistet eine reibungslose Umformung - ein zu geringes Gleichgewicht führt zu Falten oder Rissen.
Moderne Servo- und Hydraulikpressen überwachen die Stempelposition und die Umformkraft bei jedem Hub. Die von ihnen aufgezeichnete Kraft-Weg-Kurve zeigt die Fließstabilität an: Eine glatte Kurve bedeutet eine gleichmäßige Verformung, während plötzliche Spitzen oft auf Reibungs- oder Schmierprobleme hinweisen.
Wesentliche Komponenten und ihre Rollen
| Komponente | Rolle | Designhinweis |
|---|---|---|
| Leere | Das flache Metallblech, das zum Teil wird | Sein Durchmesser und seine Dicke bestimmen die Ziehgrenze |
| Stanzen | Formt die innere Form durch Kraftanwendung | Glatte Oberfläche; Spitzenradius ≈ 6-8 × Dicke |
| Die | Bildet die Außenkontur und sorgt für den Hohlraum | Hergestellt aus hartem Stahl für eine lange Lebensdauer der Werkzeuge |
| Blanko-Halterung | Hält das Metall flach und verhindert Faltenbildung | Druck ≈ 0,5-1% der Umformkraft pro mm² |
Diese Teile müssen perfekt fluchten und glatte Oberflächen haben. Schon ein Versatz von 0,05 mm kann zu ungleichmäßiger Wandstärke oder Kantenverzug führen.
Typische Anwendungen
Tiefziehen ist überall dort üblich, wo es auf nahtlose Oberflächen und starke Geometrie ankommt:
- Automobilindustrie: Kraftstofftanks, Filtergehäuse, Sensorgehäuse
- Elektronik: Gehäuse, EMI-Abschirmungen, Steckerkappen
- Geräte: Spülen, Kochgeschirr, Beleuchtungskörper
- Medizin und Industrie: Gehäuse, Pumpengehäuse, Präzisionsbehälter
Diese Methode kombiniert wiederholbare Qualität mit minimalem Abfall und ist daher ideal für lange Produktionsläufe.
Wie funktioniert Tiefziehen:Schritt für Schritt
Jede Bildung Stufe erfüllt einen Zweck. Wenn die Sequenz richtig eingestellt ist, sorgt sie für einen reibungslosen Ablauf, Genauigkeit und eine lange Lebensdauer der Werkzeuge.
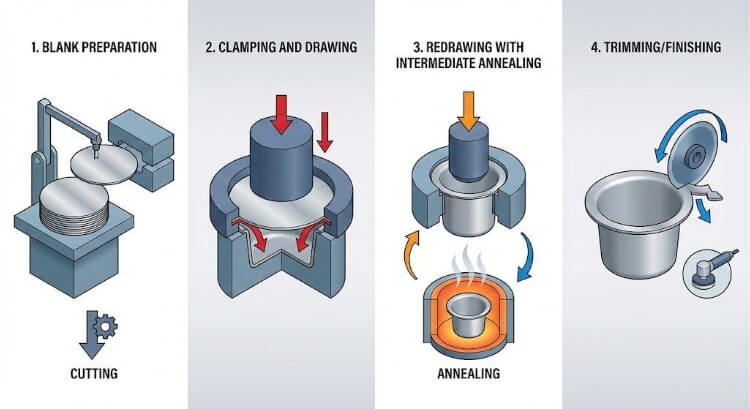
Schritt 1:Rohling Vorbereitung
Das Verfahren beginnt mit dem Schneiden von Rohlingen aus Blechen oder Coils, in der Regel Baustahl, Edelstahl oder Aluminium. Durch präzises Schneiden mit Lasern oder Scheren entstehen saubere Kanten, die Risse beim Umformen verhindern.
Anschließend werden die Rohlinge gereinigt und geschmiert. Eine gleichmäßige Öl- oder Polymerschicht verringert die Reibung und sorgt für einen gleichmäßigen Fluss. Eine ungleichmäßige Beschichtung kann dazu führen, dass sich eine Seite schneller dehnt als die andere.
Schritt :2:Klemmung und erstes Zeichnen
Das Blech wird unter kontrolliertem Druck zwischen Stempel und Blechhalter eingespannt. Während sich der Stempel absenkt, zieht er das Blech in die Matrize. Der Flansch wird zusammengedrückt und die Wand gedehnt - beides muss im Gleichgewicht bleiben, um eine reibungslose Umformung zu gewährleisten.
Die wichtigsten Einstellungen sind:
- Druck des Niederhalters: Ein zu niedriger Wert führt zu Falten, ein zu hoher Wert zu Rissen.
- Geschwindigkeit der Stanzen: Langsameres Anfahren am unteren Ende des Hubs hilft, den Aufbau von Spannung zu vermeiden.
- Schmierung: muss stabil bleiben, mit einer Reibung zwischen 0,05-0,10 für Stahl.
Bei Baustahl liegt das beste Ziehverhältnis (Rohlingsdurchmesser ÷ Stempeldurchmesser) bei 1,8-2,2. Höhere Werte erfordern ein erneutes Ziehen.
Schritt 3:Umzeichnen und Zwischenglühen
Wenn mit einem Zug die erforderliche Tiefe nicht erreicht werden kann, verwenden die Ingenieure mehrere Ziehstufen. Jede Stufe vertieft das Teil schrittweise, um eine übermäßige Ausdünnung zu verhindern. Zwischen den Stufen wird die durch die Kaltverfestigung verlorene Duktilität durch Glühen wiederhergestellt - in der Regel bei 600 °C für Stahl und 350 °C für Aluminium.
Dieses Gleichgewicht zwischen Umformung und Wärmebehandlung verhindert Risse und verbessert die Oberflächenqualität.
Schritt 4:Beschneiden und Fertigstellung
Nach dem endgültigen Ziehen wird der Flansch auf eine gleichmäßige Höhe getrimmt. Das Laser- oder CNC-Beschneiden erreicht eine Genauigkeit von ±0,05 mm. Das Teil wird dann gereinigt, entgratet oder poliert, je nach Verwendungszweck.
Bei Präzisionsartikeln wie Sensorgehäusen oder Pumpendeckeln prüft die CMM-Inspektion die Rundheit und Wandgenauigkeit innerhalb von ±0,1 mm über die gesamte Höhe. In diesem Stadium ist aus dem einst flachen Rohling ein stabiles, gleichmäßiges und montagefertiges Bauteil geworden - hergestellt ohne Schweißen oder zusätzliche Bearbeitung.
Materialien und Verformbarkeit
Auswahl des Materials bestimmt, ob sich ein Blech beim Ziehen gleichmäßig verformt oder reißt. Die besten Materialien für das Tiefziehen haben eine hohe Duktilität, eine niedrige Streckgrenze und feine, gleichmäßige Körner.
Gängige Materialien für das Tiefziehen
| Material | Typische Dehnung (%) | n-Wert (Dehnungshärtung) | Relative Verformbarkeit | Gemeinsame Anwendungen |
|---|---|---|---|---|
| Kohlenstoffarmer Stahl | 35-40 | 0.20-0.22 | Ausgezeichnet | Kraftstofftanks, Halterungen |
| Rostfreier Stahl 304 | 40-45 | 0.25-0.30 | Sehr gut | Waschbecken, medizinische Gehäuse |
| Aluminium 5052-H32 | 25-30 | 0.18-0.22 | Mäßig | Elektronik-Gehäuse |
| Messing C260 | 35 | 0.22 | Gut | Dekorative und elektrische Teile |
| Kupfer | 40 | 0.24 | Ausgezeichnet | Elektrische Becher und Stecker |
Die Dehnung gibt an, wie weit sich eine Platte dehnen kann, bevor sie bricht. Der n-Wert gibt an, wie gleichmäßig sich das Material unter Spannung ausdehnt. Ein höherer n-Wert bedeutet glattere Wände und weniger dünne Stellen.
Einblicke für Ingenieure:
Edelstahl 304 mit einer Dehnung von 40% kann in einem Durchgang ein Ziehverhältnis von etwa 2,0 : 1 erreichen. Aluminium 6061-T6, das härter ist, muss in der Regel bei etwa 350 °C geglüht werden, um Risse zu vermeiden.
Wichtige zu prüfende mechanische Eigenschaften
- Verhältnis von Ausbeute zu Zugfestigkeit: Ein Wert von etwa 0,6 sorgt für ausreichende Dehnung ohne Festigkeitsverlust.
- Anisotropie (r-Wert): Werte über 1,5 verringern die Ohrenbildung und halten die Wandhöhe gleichmäßig.
- Variation in der Dicke: Selbst Änderungen von ±0,02 mm können zu Spannungsverschiebungen und Welligkeit führen.
Tests wie das Erichsen-Tiefziehen oder das Grenzziehverhältnis (Limiting Drawing Ratio, LDR) bestätigen, ob die Platte die erforderliche Tiefe sicher bewältigen kann.
Kompromisse bei der Umformbarkeit
- Stahl formt sich gleichmäßig und widersteht Defekten, benötigt aber 25-40% mehr Presskraft als Aluminium.
- Aluminium ist leichter und bildet sich schnell, klebt aber leicht und benötigt spezielle Schmiermittel.
- Kupfer und Messing lassen sich sauber formen, härten aber schnell aus, so dass sie zwischen den Ziehvorgängen häufig geglüht werden müssen.
Design und technische Parameter
Selbst ein guter Werkstoff kann versagen, wenn der Entwurf die Grenzen der Umformung ignoriert. Richtige Geometrie, Spiel und Reibungskontrolle machen das Tiefziehen konsistent und vorhersehbar.
Kritische Geometrie-Verhältnisse
- Ziehungsverhältnis (DR) = Rohlingsdurchmesser ÷ Stanzdurchmesser
- Sicherer Bereich für die meisten Stähle: 1,8-2,2
- Über 2.3 hinaus → erfordert eine Neuzusammenstellung in mehreren Stufen
- Grenzziehungsverhältnis (LDR): Das maximale sichere Verhältnis vor einem Ausfall.
- Baustahl ≈ 2.2 Al 5052 ≈ 1.9 Edelstahl 304 ≈ 1.8
Beispiel:
Eine Erhöhung des DR von 1,8 auf 2,0 erhöht die Presskraft um etwa 15%. Die Verwendung eines reibungsarmen Schmiermittels (μ ≈ 0,06) kann die höhere Belastung ausgleichen und die Wandausdünnung unter 15% halten.
Werkzeuggeometrie und Spielraum
| Parameter | Empfohlener Bereich | Zweck |
|---|---|---|
| Eckradius | 6-10 × Blechdicke | Reduziert die Stresskonzentration |
| Die-Punch-Clearance | 7-10 % größer als Blechdicke | Unterstützt stetigen Metallfluss |
| Blanko-Halterung Kraft | 0,5-1 % der gesamten Umformlast pro mm² | Verhindert Faltenbildung ohne Dehnung der Wände |
Selbst ein um 1 mm größerer Matrizenradius kann die Kantenausdünnung um 20-25% verringern, was die Standzeit der Werkzeuge bei hohen Stückzahlen erheblich verlängert.
Kontrolle von Reibung und Schmierung
Die Reibung bestimmt, wie das Metall in der Matrize gleitet. Das Ziel ist eine reibungslose, gleichmäßige Bewegung.
- Stahl: Verwenden Sie synthetische Ester oder Schmiermittel auf Graphitbasis.
- Aluminium: Verwenden Sie PTFE- oder Polymerfolien, um ein Festfressen zu vermeiden.
- Oberfläche: Ra 0,2-0,4 µm sorgt für guten Halt und gleichmäßiges Gleiten.
Ungleichmäßige Oberflächenrauhigkeit oder schlechte Schmierung können zu Rissen oder ungleichmäßiger Wandstärke führen.
Maßgenauigkeit und Tolerierung
Tiefgezogene Teile weisen nach dem Beschneiden oft eine Wandstärke von ± 0,05 mm und eine Höhe von ± 0,1 mm auf. Servopressen mit Echtzeitsensoren passen Druck und Geschwindigkeit bei jedem Hub an, um die Teile über lange Produktionsläufe hinweg konstant zu halten.
Vorbeugung gegen häufige Defekte
Selbst bei sorgfältiger Einstellung können Probleme wie Faltenbildung, Risse oder Ohrenbildung auftreten. Das Wissen um diese Probleme hilft Ingenieuren, Ausfallzeiten und Ausschuss zu vermeiden.
Faltenbildung
Falten entstehen, wenn der Flanschbereich zu stark zusammengedrückt wird.
- Die Ursachen: Niedriger Niederhalterdruck, zu viel Schmiermittel oder übergroße Rohlinge.
- Lösungen: Erhöhen Sie den Halterdruck 10-15%, fügen Sie Ziehperlen hinzu oder verwenden Sie abgestufte Matrizen.
Eine enge Druckkontrolle kann sichtbare Falten um bis zu 60% reduzieren und die Oberflächenebenheit verbessern.
Risse und Brüche
Risse entstehen, wenn die Zugspannung den Grenzwert des Materials überschreitet, in der Regel in der Nähe des Stempelradius.
- Die Ursachen: Scharfe Ecken, schlechte Schmierung oder hohe Stempelgeschwindigkeit.
- Korrekturen: Polieren Sie die Werkzeugkanten, verwenden Sie stärkere Schmiermittel und verlangsamen Sie das Tempo gegen Ende des Hubes.
Einblicke für Ingenieure:
Eine Verlangsamung des letzten 20% Hubes bei Aluminium 5052 kann die Rissrate um etwa ein Drittel senken.
Hören Sie
"Ohren" sind kleine Randspitzen, die durch ungleichmäßigen Kornfluss während der Formgebung entstehen.
- Die Ursachen: Anisotropie aus Rollrichtung.
- Lösungen: Drehen Sie die Zuschnitte um 45° in Bezug auf die Maserung, wählen Sie Materialien mit höheren R-Werten oder schneiden Sie bei der Endbearbeitung zusätzliche Höhen ab.
Moderne Bildverarbeitungssysteme können die Ohrhöhe mit einer Genauigkeit von ± 0,1 mm messen und die Rohlingsausrichtung für den nächsten Zyklus automatisch anpassen.
Vorteile des Tiefziehens
Das Tiefziehen ist nach wie vor eine der zuverlässigsten Methoden, um Bleche zu stabilen, nahtlosen und gleichmäßigen Formen in großem Maßstab zu formen. Seine Vorteile liegen in der Festigkeit, den Kosten, der Genauigkeit und dem Aussehen - und das alles bei einer nachhaltigen Großserienproduktion.
Nahtlose Stärke und Langlebigkeit
Jedes tiefgezogene Teil beginnt als ein massives Blech, was bedeutet, dass es keine Schweißnähte oder Verbindungen gibt, die versagen könnten.
Diese ununterbrochene Kornstruktur erhöht die Festigkeit und Ermüdungsbeständigkeit und macht es ideal für Automobilgehäuse, Hydraulikteile und Druckbehälter.
Tests haben gezeigt, dass tiefgezogene Sauggreifer aus kohlenstoffarmem Stahl einem 15-20% höheren Innendruck standhalten können als geschweißte Teile gleicher Dicke, was ihre höhere Zuverlässigkeit beweist.
Hohe Genauigkeit und Reproduzierbarkeit
Moderne Servopressen steuern Kraft und Position innerhalb von Mikrometern. Sobald die Einrichtung abgeschlossen ist, wird der Prozess mit nahezu perfekter Konsistenz wiederholt. Eine 200-Tonnen-Servopresse kann über 50.000 identische Gehäuse herstellen, bevor die Formen nachpoliert werden müssen. Sensoren überwachen ständig die Umformkraft und die Ausrichtung, um die Qualität zu gewährleisten.
Geringere Kosten und weniger Materialabfall
Beim Tiefziehen wird fast der gesamte Rohling in ein fertiges Teil umgewandelt, wobei nur sehr wenig Ausschuss anfällt. Jeder Hub dauert nur 1 bis 3 Sekunden, was den Ausstoß hoch und die Kosten niedrig hält.
Im Vergleich zur maschinellen Bearbeitung oder zum Drückwalzen kann das Tiefziehen:
- Verringerung des Rohstoffabfalls um 80-90%
- Niedrigere Kosten pro Teil um 30-50% in der Serienproduktion
- Keine Schweißarbeiten oder sekundäre Montage erforderlich
Ausgezeichnete Oberflächengüte
Wenn das Metall über die polierten Werkzeuge fließt, entwickelt es eine glatte, reflektierende Oberfläche.
Typische Oberflächen erreichen Ra 0,2-0,4 µm, was sauber genug für den direkten Einsatz in Küchengeräten, Beleuchtungsanlagen und medizinischen Teilen ohne weiteres Polieren ist.
Dieses natürliche Finish spart nicht nur Zeit, sondern verbessert auch die Korrosionsbeständigkeit und die optische Qualität.
Flexibles Design für verschiedene Branchen
Das Tiefziehen bewältigt runde, rechteckige und komplexe Formen mit Leichtigkeit. Es wird in einer Vielzahl von Branchen eingesetzt:
- Automobilindustrie: Tankdeckel, Filtergehäuse, Sensorgehäuse
- Elektronik: EMI-Abschirmungen, Gehäuse für Steckverbinder
- Luft- und Raumfahrt: Präzisionsschalen, Schutzhüllen
- Konsumgüter: Kochgeschirr, Gerätetafeln
Da sich das Tiefziehen problemlos vom Prototyp bis zur Serienfertigung skalieren lässt, können sowohl kundenspezifische Entwürfe als auch die Massenfertigung effizient unterstützt werden.
Schlussfolgerung
Beim Tiefziehen werden Materialwissenschaft, Werkzeugkonstruktion und präzise Steuerung kombiniert, um Teile herzustellen, die leichter, stärker und in jeder Charge gleichbleibend sind. Moderne Servotechnik und digitale Überwachung haben es zu einem intelligenten, datengesteuerten Prozess gemacht, der nahezu keine Fehler aufweist.
Mit seiner Mischung aus Effizienz, Festigkeit und Kostenkontrolle bleibt das Tiefziehen ein Eckpfeiler der modernen Fertigung.
Benötigen Sie Hilfe bei der Konstruktion oder Herstellung von tiefgezogenen Metallteilen? Unser Ingenieurteam ist auf die Präzisionsblechfertigung spezialisiert - von der Materialauswahl und Werkzeugkonstruktion bis hin zur Validierung von Prototypen und der Massenproduktion. Kontakt aufnehmen um Ihre Projektanforderungen zu besprechen und ein schnelles, detailliertes Angebot zu erhalten.
FAQs
Was unterscheidet das Tiefziehen vom Stempeln?
Beim Stanzen werden hauptsächlich flache Teile geschnitten oder gebogen, während beim Tiefziehen Bleche in tiefere, nahtlose Formen gestreckt werden, die eine höhere Festigkeit aufweisen.
Welche Metalle eignen sich am besten zum Tiefziehen?
Metalle mit guter Duktilität und ausgewogener Festigkeit - wie Baustahl, Edelstahl 304 und Aluminium 5052 - lassen sich reibungslos verformen und behalten eine gleichmäßige Wandstärke.
Wie verhindern die Hersteller das Reißen oder Knittern?
Sie steuern den Druck des Niederhalters, das Ziehverhältnis und die Schmierung. Servopressen können diese Parameter bei jedem Hub automatisch anpassen, um den Metallfluss stabil zu halten.
Kann das Tiefziehen für Prototypen oder Kleinserien verwendet werden?
Ja. Mit weichen oder modularen Werkzeugen können Ingenieure Entwürfe schnell testen, bevor sie in gehärtete Werkzeuge investieren, was zu einer schnelleren Produktentwicklung beiträgt.
Ist Tiefziehen energieeffizient?
Ja. Moderne Servopressen verbrauchen 30-40% weniger Energie als ältere mechanische Systeme. In Kombination mit einer hohen Materialausnutzung und Wiederverwertbarkeit unterstützt dies eine kohlenstoffarme, nachhaltige Produktion.