
Rostfreier Stahl ist bekannt dafür, dass er rost- und korrosionsbeständig ist. Doch selbst die besten Legierungen können nach dem Bearbeiten, Schweißen oder Polieren etwas von diesem Schutz einbüßen. Diese Arbeitsschritte können winzige Eisenpartikel oder Hitzespuren zurücklassen, die die Oberfläche schwächen. An dieser Stelle wird die Passivierung wichtig. Dabei handelt es sich um ein chemisches Verfahren, das die natürliche Schutzschicht des Edelstahls wiederherstellt und stärkt.
Die Passivierung bewirkt mehr als nur die Reinigung des Metalls. Es handelt sich um eine präzise Behandlung, die sich direkt darauf auswirkt, wie lange Teile aus nichtrostendem Stahl unter realen Bedingungen halten. Von medizinischen Geräten bis hin zu Schiffsteilen bleiben passivierte Oberflächen länger sauber, sind besser korrosionsbeständig und erfüllen strengere Qualitätsstandards.

Was ist passivierter rostfreier Stahl?
Die Passivierung ist ein chemischer Prozess, der die Korrosionsbeständigkeit von rostfreiem Stahl verbessert. Es entfernt freies Eisen und trägt zur Bildung einer chromreichen Oxidschicht auf der Oberfläche bei. Bei diesem Verfahren wird weder eine Beschichtung aufgebracht noch die Größe des Teils verändert. Stattdessen wird die Oberfläche so angepasst, dass Sauerstoff mit dem Chrom in der Legierung reagieren kann und eine dünne, unsichtbare Oxidschicht bildet, die in der Regel 1-5 Nanometer dick ist.
Diese Schicht wirkt wie eine Barriere, die verhindert, dass Feuchtigkeit und Chemikalien das Grundmetall erreichen. Ihre beste Eigenschaft ist, dass sie sich selbst reparieren kann. Bei Kratzern reagiert das freiliegende Chrom mit Sauerstoff und baut die Schutzschicht wieder auf. Deshalb kann gut passivierter rostfreier Stahl jahrelang halten, ohne zu rosten.
Wie das Verfahren funktioniert?
Die Passivierung hat zwei Hauptwirkungen - Reinigung und Oxidation.
- Bei der Reinigung werden Öle, Bearbeitungsstaub und Eisenpartikel mit kontrollierten Säurelösungen entfernt.
- Die Oxidation erfolgt auf natürliche Weise, wenn Chrom mit Sauerstoff reagiert und die Schutzschicht wieder aufbaut.
Warum Edelstahl eine Passivierung braucht?
Selbst die hochwertigsten Legierungen verlieren während der Herstellung an Schutz. Erfahren Sie, wie Verunreinigungen bei der Herstellung die Korrosionsbeständigkeit schwächen und warum die chemische Restaurierung der Schlüssel zur Haltbarkeit ist.
Oberflächenkontamination bei der Herstellung
Selbst hochwertiger Edelstahl kann bei der Verarbeitung verunreinigt werden. Prozesse wie Schleifen, Schneidenund Schweißen können Spuren von Kohlenstoffstahl hinterlassen oder Hitzeflecken erzeugen. Diese Bereiche können später Rostflecken entwickeln, wenn sie der Luft oder Feuchtigkeit ausgesetzt sind.
Ein Teil aus rostfreiem Stahl 304L beispielsweise kann nach dem Schweißen perfekt aussehen, aber wenn die Schweißnaht nicht gereinigt und passiviert wird, kann sie bei Salzsprühnebeltests in nur 48 Stunden rosten. Dies ist kein Metallfehler - es ist ein Problem der Oberflächenchemie.
Wiederherstellung der schützenden Chromschicht
Die Passivierung reinigt die Oberfläche und stellt das Gleichgewicht zwischen Chrom und Eisen wieder her. Wenn der Chromgehalt mindestens das 1,5-fache des Eisengehalts beträgt, wird die Oberfläche wesentlich korrosionsbeständiger.
In Studien nach ASTM A380 überdauerte passivierter Edelstahl 316L mehr als 96 Stunden in Salzsprühnebeltests, ohne zu rosten, während unbehandelte Proben bereits nach einem Tag Verfärbungen zeigten. Dieser Unterschied ist entscheidend für Anwendungen in der Lebensmittel-, Medizin- und Pharmaindustrie, wo saubere und haltbare Oberflächen erforderlich sind.
Chemische Methoden und Prozessschritte
Die Passivierung beruht auf einer sorgfältig abgestimmten Chemie und Prozesskontrolle. Im Folgenden werden die gängigen Säuren, Arbeitsabläufe und Parameter erläutert, die einen gleichmäßigen Oberflächenschutz gewährleisten.
Gängige Passivierungssäuren
Für die Passivierung von rostfreiem Stahl werden hauptsächlich zwei Chemikalien verwendet - Salpetersäure und Zitronensäure.
- Salpetersäure-Passivierung: Bei dieser traditionellen Methode werden starke Oxidationsmittel verwendet, um freies Eisen zu entfernen und die Oxidschicht wieder aufzubauen. Sie funktioniert schnell und entspricht älteren Normen wie AMS 2700 Typ II. Allerdings werden dabei Stickoxidgase (NOx) freigesetzt und aus Sicherheitsgründen ist eine starke Belüftung erforderlich.
- Zitronensäure-Passivierung: Dies ist eine neuere und umweltfreundliche Methode. Sie verwendet Zitronensäure zur schonenden Bindung und Entfernung von Eisenpartikeln, ohne giftige Dämpfe. Gemäß ASTM A967 Typ VI kann Zitronensäure die Entsorgungskosten um bis zu 70% senken, während sie die gleiche Korrosionsbeständigkeit wie Salpetersäure aufweist.
Da sich immer mehr Fabriken auf Sicherheit und Umwelt konzentrieren, wird die Passivierung mit Zitronensäure immer mehr zur bevorzugten Wahl.
Typischer Prozessablauf
- Vorreinigung und Entfettung: Entfernen Sie Öl, Fett und Partikel mit alkalischen Reinigern oder Ultraschallbädern.
- Immersion in Säure: Die Teile je nach Legierung 20-30 Minuten bei 25-60°C in Salpeter- oder Zitronensäure einlegen.
- Spülung und Neutralisierung: Spülen Sie mit entionisiertem Wasser und verwenden Sie eine milde alkalische Spülung, um Säurerückstände zu neutralisieren.
- Trocknung und Inspektion: Trocknen Sie die Teile und prüfen Sie, ob die Oberfläche sauber und eben ist.
Jeder Faktor - Säurestärke, Temperatur und Einwirkzeit - muss sorgfältig kontrolliert werden. Bei kurzen Zeiten kann Eisen zurückbleiben, und bei langen Zeiten kann die Oberfläche stumpf werden. Automatisierte Systeme mit pH- und Temperaturkontrolle halten den Prozess innerhalb sicherer Grenzen.
Wichtige Prozessparameter und Normen
Drei Faktoren beeinflussen die Qualität der Passivierung:
- Temperatur: Höhere Temperaturen beschleunigen die Reaktionen, können aber die Oberfläche stumpf machen.
- Säure-Konzentration: In der Regel 10-25% Salpetersäure oder 4-10% Zitronensäure, je nach Sorte.
- Zeit: In der Regel 15-45 Minuten, was ausreicht, um eine gleichmäßige Schutzschicht zu gewährleisten.
Um die Qualität zu gewährleisten, verwenden die Ingenieure Normen wie ASTM A967, ASTM A380 und AMS 2700. Darin sind zugelassene Säuren, Verweilzeiten und Prüfverfahren festgelegt.
Mikrostruktur und Oberflächenchemie
Die Passivierung verändert den rostfreien Stahl auf mikroskopischer Ebene. In diesem Abschnitt wird untersucht, wie die Chromoxidschicht entsteht, sich anpasst und ihre selbstheilende Korrosionsbeständigkeit aufrechterhält.
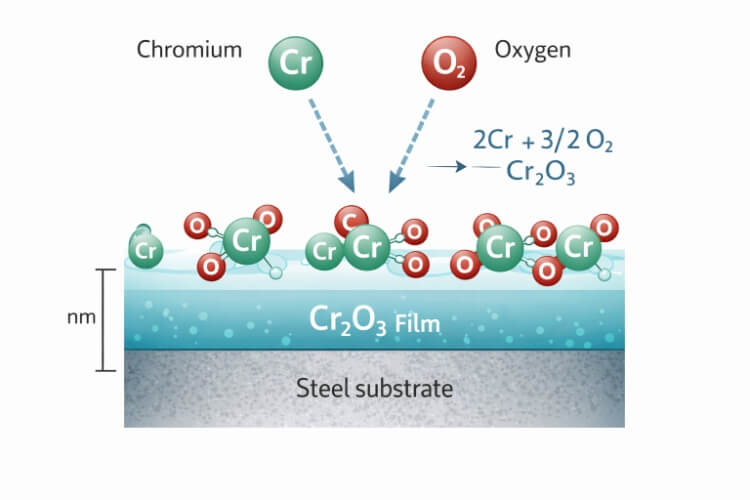
Bildung des passiven Films
Der Kern der Korrosionsbeständigkeit von nichtrostendem Stahl ist eine sehr dünne Schicht, die Chromoxidschicht (Cr₂O₃). Wenn nichtrostender Stahl passiviert wird, reagiert das Chrom in der Legierung mit Sauerstoff und bildet diese Schicht. Obwohl sie nur 1-5 Nanometer dick ist, ist sie extrem dicht und stabil. Dieser unsichtbare Film schützt das Grundmetall vor Sauerstoff, Feuchtigkeit und Chloridangriffen.
Anders als der schuppige Rost (Fe₂O₃), der auf Kohlenstoffstahl auftritt, ist Chromoxid nicht reaktiv und selbstreparierend. Wenn es zerkratzt wird, reagiert das neue Chrom in der Nähe der Oberfläche mit Sauerstoff und baut die Schicht fast sofort wieder auf. Durch diese natürliche Reaktion bleibt nichtrostender Stahl über viele Jahre hinweg sauber, glänzend und korrosionsbeständig.
Einfluss der Legierungszusammensetzung
Die Wirksamkeit der Passivierung hängt stark von der chemischen Beschaffenheit der Legierung ab.
- Austenitische Sorten (304, 316): Enthält einen hohen Anteil an Chrom (18-20%) und Nickel (8-10%), wodurch eine glatte und gleichmäßige Oxidschicht entsteht. Die Sorte 316 enthält auch Molybdän (2-3%), das die Beständigkeit gegen Chloridkorrosion verbessert - ideal für den Einsatz in der Schifffahrt und in der Chemie.
- Ferritische Sorten (430): Sie haben einen geringeren Nickelgehalt und sind daher anfälliger für Oxidation. Während der Passivierung ist eine sorgfältige Kontrolle erforderlich, um Ätzungen zu vermeiden.
- Martensitische Sorten (410, 420): Sie sind härter und enthalten weniger Chrom. Sie erfordern eine zusätzliche Reinigung und mildere Säuren, um Lochfraß zu vermeiden.
Tests mit SEM-EDS und XPS zeigen, dass das Verhältnis von Chrom zu Eisen (Cr/Fe) auf der Oberfläche die Korrosionsbeständigkeit bestimmt. Ein Verhältnis von über 1,5 bietet einen starken Schutz, während unbehandelte oder schlecht passivierte Oberflächen oft um 1,0 liegen.
Einfluss der Oberflächenbeschaffenheit
Auch die Oberflächenbeschaffenheit spielt eine große Rolle dabei, wie gut sich die Oxidschicht bildet. Glatte, polierte oder elektropolierte Oberflächen bieten weniger Lücken, in denen sich Schmutz oder Eisen ansammeln kann, so dass sich eine gleichmäßigere Schutzschicht bilden kann. Rauere Oberflächen, wie z. B. unbearbeitete oder perlgestrahlte Oberflächen, fangen mikroskopisch kleine Partikel ein und benötigen eine längere oder stärkere Säurebehandlung.
Bei Geräten für die Lebensmittel- und Pharmaindustrie kann durch die Kombination von Polieren und Passivieren eine Oberflächenrauhigkeit (Ra) von ≤ 0,8 µm erreicht werden, die den Anforderungen an Hygiene und Haltbarkeit entspricht.
Qualitätskontrolle und Verifizierung
Tests bestätigen, dass die Passivierung wirklich funktioniert hat. Entdecken Sie die analytischen und visuellen Prüfmethoden, die Ingenieure einsetzen, um die Unversehrtheit des Schutzfilms und das chemische Gleichgewicht zu bestätigen.
Prüfung der Wirksamkeit der Passivierung
Die Qualität der Passivierung muss durch messbare Tests überprüft werden, nicht nur durch das Aussehen. Gängige Testmethoden umfassen:
Wasserbruch-Test
Eine völlig saubere und passive Oberfläche lässt das Wasser gleichmäßig über sie fließen. Wenn das Wasser Tropfen bildet, ist die Oberfläche noch verunreinigt. Dieser einfache Test eignet sich für schnelle Kontrollen.
Kupfersulfat-Test (ASTM A967)
Die Oberfläche wird abgewischt oder für einige Minuten in eine Kupfersulfatlösung getaucht. Wenn sich Kupferablagerungen bilden, bedeutet dies, dass noch freies Eisen vorhanden ist. Die Ergebnisse sind innerhalb von 10 Minuten sichtbar.
Salzsprüh-/Feuchtigkeitstest (ASTM B117)
Die Proben werden für 24-96 Stunden einem Salznebel ausgesetzt. Ordnungsgemäß passivierte Teile bleiben glänzend, während unbehandelte Teile innerhalb weniger Stunden Rost ansetzen.
Erweiterte Analyse
In Branchen wie der Luft- und Raumfahrt und der Halbleiterindustrie messen die Röntgen-Photoelektronenspektroskopie (XPS) und die Auger-Elektronenspektroskopie (AES) die Dicke und die chemische Zusammensetzung des Oxids im Nanometerbereich.
Diese Tests bestätigen, dass sich die Oberflächenchemie von eisenhaltig zu chromhaltig verändert hat - das wichtigste Zeichen für eine erfolgreiche Passivierung.
Visuelle und analytische Inspektion
Die Sichtprüfung ist der erste Qualitätsschritt. Eine ordnungsgemäß passivierte Oberfläche sollte gleichmäßig aussehen, ohne Flecken, matte Stellen oder Schlieren. Bei Präzisionsteilen können optische Mikroskope oder digitale Analysegeräte winzige Verunreinigungen erkennen.
Die Messung des Cr/Fe-Verhältnisses ist ein weiterer Beweis. Untersuchungen im Journal of Materials Processing Technology zeigen, dass das Verhältnis bei rostfreiem Stahl 316L nach einer ordnungsgemäßen Passivierung auf 2,0 bis 2,5 ansteigen kann, wodurch sich die Korrosionsbeständigkeit im Vergleich zu unbehandelten Teilen fast verdoppelt.
Dokumentation und Prozesskontrolle
Konsistenz ist ebenso wichtig wie die Chemie. In der Luft- und Raumfahrt sowie in der medizinischen Industrie gelten die Normen AMS 2700 und ASTM A967, die eine Aufzeichnung ermöglichen:
- Materialart und Chargennummer
- Art, Konzentration und Temperatur der Säuren
- Eintauchzeit und Spülwasserqualität
- Prüfergebnisse und Angaben zum Prüfer
Diese Rückverfolgbarkeit unterstützt ISO 9001- und FDA-Audits und beweist, dass jede Charge die Korrosionsbeständigkeitsstandards erfüllt.

Wichtige industrielle Anwendungen
Passivierter Edelstahl ist überall dort unverzichtbar, wo Korrosion oder Sauberkeit die Leistung direkt beeinflussen:
- Essen & Trinken: Rohrleitungen, Tanks und Armaturen, die Säuren und Reinigungsmitteln widerstehen müssen.
- Medizin und Pharmazie: Chirurgische Instrumente und Implantate, die sterile, glatte Oberflächen benötigen.
- Luft- und Raumfahrt & Automotive: Bolzen, Sensoren und Leitungen, die Hitze, Feuchtigkeit und Vibrationen ausgesetzt sind.
- Elektronik und Halbleiter: Armaturen und Gehäuse, bei denen schon geringer Rost zu Ausfällen führen kann.
Eine ordnungsgemäße Passivierung verhindert nicht nur Korrosion, sondern gewährleistet auch die Einhaltung der Vorschriften und langfristige Zuverlässigkeit.
Umwelt- und Sicherheitsaspekte
Da Nachhaltigkeit immer mehr an Bedeutung gewinnt, überdenken die Hersteller die traditionellen Säurebehandlungen. Dieser Abschnitt vergleicht umweltfreundlichere Alternativen und zeigt, wie moderne Systeme die Sicherheit und Effizienz verbessern.
Umweltauswirkungen verschiedener Säuren
Die Umstellung von Salpetersäure auf Zitronensäure hat das Nachhaltigkeitsmanagement der Hersteller verändert. Salpetersäure reagiert zwar schnell, setzt aber Stickoxide (NOx) frei - schädliche Gase, die eine kostspielige Belüftung und chemische Neutralisierung erfordern. Eine unsachgemäße Handhabung kann außerdem zu einer Verunreinigung von Luft und Wasser führen.
Zitronensäure bietet eine sauberere Lösung. Sie ist biologisch abbaubar, ungiftig und funktioniert gut bei einer Konzentration von 4-10%, verglichen mit 20% oder mehr bei Salpetersäure. Tests nach ASTM A967 Typ VI zeigen, dass Zitronensäure gefährliche Abfälle um bis zu 70% reduzieren kann und dabei die gleiche oder sogar eine bessere Korrosionsbeständigkeit aufweist. Viele nach ISO 14001 zertifizierte Anlagen bevorzugen heute die Passivierung mit Zitronensäure, da sie ein ausgewogenes Verhältnis zwischen Leistung, Sicherheit und Umweltverträglichkeit bietet.
Sicherheit der Arbeitnehmer und Vorsichtsmaßnahmen bei der Handhabung
Selbst sichere Säuren erfordern einen vorsichtigen Umgang. Die Bediener sollten chemikalienbeständige Handschuhe, Gesichtsschutz und Schürzen tragen. Die Arbeitsplätze müssen mit Abzugshauben oder geschlossenen Tanks ausgestattet sein, um die Exposition gegenüber Dämpfen zu verringern. Viele moderne Anlagen verwenden heute automatische Passivierungssysteme mit geschlossenen Kammern, Temperaturregelung und pH-Überwachung. Diese Systeme schützen die Arbeiter und gewährleisten eine gleichbleibende Prozessqualität innerhalb von ±5%.
Verbrauchte Lösungen werden vor der Entsorgung mit Natriumbicarbonat oder Calciumhydroxid neutralisiert. Kontinuierliche pH-Kontrollen gewährleisten die Einhaltung der EPA- und REACH-Normen. Durch Hinzufügen der Abfallneutralisierung und des Spülwasserrecyclings können Hersteller die Gesamteinleitungen um etwa 40% reduzieren, basierend auf den Ergebnissen von Oberflächenbehandlungsanlagen.
Schlussfolgerung
Passivierung ist viel mehr als eine Oberflächenbehandlung. Es ist ein Schlüsselprozess, der sicherstellt, dass rostfreier Stahl stabil und korrosionsbeständig bleibt. Durch die Entfernung von freiem Eisen und den Aufbau einer stabilen Chromoxidschicht wird rostfreier Stahl zu einem wirklich zuverlässigen Material für den langfristigen Einsatz.
Wenn die Passivierung nach Normen wie ASTM A967, ASTM A380 oder AMS 2700 erfolgt, verbessert sie die Salzsprühnebelbeständigkeit, die Sauberkeit der Oberfläche und die Lebensdauer der Teile. Für die Hersteller bedeutet das weniger Ausfälle, weniger Wartungsaufwand und ein größeres Produktvertrauen.
Sind Sie bereit, Ihre Komponenten aus Edelstahl zu verbessern? Sehen Sie, wie professionelle Passivierungsunterstützung die Oberflächenleistung verbessern, die Lebensdauer verlängern und sicherstellen kann, dass jedes Teil die Spezifikationen erfüllt. Erreichen Sie uns noch heute um Ihr Projekt mit unserem technischen Team zu besprechen.
FAQs
Was ist der Unterschied zwischen Reinigung und Passivierung?
Durch die Reinigung werden Öle und Schmutz entfernt. Die Passivierung entfernt eingebettetes Eisen und baut die Chromoxidschicht wieder auf, die Korrosion verhindert.
Wie oft sollten Teile re-passiviert werden?
Normalerweise nur einmal, direkt nach der Herstellung. Teile, die einer abrasiven Reinigung oder Schweißreparatur unterzogen werden, müssen möglicherweise erneut behandelt werden.
Können alle Sorten von nichtrostendem Stahl passiviert werden?
Ja. Austenitische Sorten (304, 316) reagieren am besten, während ferritische und martensitische Typen mildere Säure und eine strengere Kontrolle benötigen.
Ist die Passivierung mit Zitronensäure genauso wirksam wie mit Salpetersäure?
Ja. ASTM-Tests bestätigen einen gleichwertigen oder besseren Korrosionsschutz mit weniger Sicherheits- und Umweltrisiken.
Wie kann ich überprüfen, ob die Passivierung erfolgreich war?
Einfache Feldtests wie der Wasserbruch- oder Kupfersulfattest zeigen die Sauberkeit der Oberfläche an. Bei hochpräzisen Teilen bestätigen Labortests wie XPS oder Salzsprühnebelanalyse die Oxidqualität und das Cr/Fe-Verhältnis.