
Der Siebdruck auf Metall ist ein Verfahren, bei dem Farbe durch ein Sieb auf eine Metalloberfläche übertragen wird. Es wird hauptsächlich verwendet, um Logos, Text, Symbole und einfache Grafiken auf Metallteile aufzubringen.
Man findet es häufig auf Schalttafeln, Gehäusen, Typenschildern, Abdeckungen und anderen Teilen, die klare, dauerhafte Markierungen erfordern. Es eignet sich gut für Volltonfarben und Wiederholproduktionen, weshalb es in der Metallverarbeitung immer noch weit verbreitet ist.
Auf den ersten Blick sieht das Verfahren einfach aus. In der realen Produktion hängt das Ergebnis von viel mehr ab als vom Auftragen der Tinte auf eine Oberfläche. Die Oberflächenbeschaffenheit, der Tintentyp, die Aushärtungsmethode, die Form des Teils und der Druckbereich wirken sich alle darauf aus, ob der Druck scharf aussieht, haften bleibt und von Charge zu Charge gleich bleibt.
In diesem Artikel geht es darum, wo dieses Verfahren gut funktioniert, was die Druckqualität beeinträchtigt und welche Grenzen Sie beachten müssen, bevor Sie in die Produktion gehen. Außerdem wird auf Situationen eingegangen, in denen eine andere Kennzeichnungsmethode die bessere Wahl sein könnte.

Wo wird der Siebdruck üblicherweise eingesetzt?
Der Siebdruck wird in der Regel für Metallteile verwendet, die klare, verschleißfeste optische Markierungen erfordern. Trotz der Verfügbarkeit digitaler Druckoptionen ist dies nach wie vor ein Standardverfahren für industrielle und kommerzielle Hardware.
Gängige Teile, die im Siebdruckverfahren hergestellt werden
Das Verfahren eignet sich gut für Teile, die regelmäßiger Handhabung oder besonderen Umweltbedingungen ausgesetzt sind. Zu den üblichen Anwendungen gehören:
- Kundenspezifische Gehäuse und Chassis: Rackmount-Server, GPU-Gehäuse und Gerätegehäuse.
- Frontplatten und Blenden: Steuerplatinen, Prüfgeräte und Schnittstellen für medizinische Geräte.
- Namensschilder und Anhänger aus Metall: Seriennummernschilder, Maschinenspezifikationsschilder und Markenschilder.
Was wird normalerweise auf Metalloberflächen gedruckt?
Da bei diesem Verfahren eine relativ dicke Tintenschicht aufgetragen wird, wird es im Allgemeinen eher für funktionale Grafiken als für komplexe Bilder verwendet. Typische gedruckte Elemente sind:
- Beschriftungen der E/A-Anschlüsse (z. B. USB, Strom) und Tastenanzeigen.
- Sicherheitshinweise und Bedienungsanleitungen.
- Einfarbige Firmenlogos und Branding-Grafiken.
- Ausrichtungsmarkierungen, Raster und Skalen an Messgeräten.
Warum ist dieses Verfahren immer noch weit verbreitet?
Die Entscheidung für den Siebdruck hängt in der Regel von zwei Faktoren ab: Haltbarkeit der Beschichtung und Produktionsvolumen.
Die dickere Farbschicht, die durch das Sieb aufgetragen wird, bietet im Vergleich zu herkömmlichen Digitaldrucken eine bessere Beständigkeit gegen physischen Abrieb und chemische Abwischbarkeit. Aus Kostensicht erfordert das Verfahren eine anfängliche Einrichtungszeit zur Vorbereitung der Siebe und Vorrichtungen.
Für 20 Prototypenteile kann zum Beispiel die Laserbeschriftung oder der Digitaldruck besser geeignet sein. Sobald die Stückzahl jedoch einige hundert Teile erreicht, ist der Siebdruck oft die kostengünstigere Wahl, da sich die Einrichtungskosten auf mehr Einheiten verteilen.
Das Siebdruckverfahren auf Metall
Ein stabiles Ergebnis hängt von einer strengen Kontrolle des gesamten Produktionsablaufs ab. Von der Oberflächenvorbereitung bis zur Aushärtung wirkt sich jeder Schritt auf die Farbhaftung, das Erscheinungsbild und die allgemeine Haltbarkeit aus.
Reinigung und Vorbereitung der Oberfläche
Da Metall nicht porös ist, wirkt sich die Oberflächenbeschaffenheit direkt auf die Haftung aus. Verbleibende Schneidflüssigkeiten, Prägeöle, Fingerabdrücke oder Oxidation können verhindern, dass die Farbe auf dem Substrat haftet.
Vor dem Druck muss das Metall gründlich entfettet und gereinigt werden. Das Bedrucken eines pulverbeschichteten Servergehäuses erfordert beispielsweise eine andere Tintenrezeptur und ein anderes Aushärtungsprofil als das Bedrucken von gebürstetem, blankem Aluminium. Je nach Trägermaterial und Oberflächenbeschaffenheit kann die Vorbereitung chemische Wischtücher, alkalische Bäder oder leichtes Abschleifen der Oberfläche umfassen, um eine ordnungsgemäße Tintenhaftung zu gewährleisten.
Bildschirmaufbau und Ausrichtung
Das Drucken mehrerer Teile erfordert eine konsistente Positionierung. Werkzeughalterungen und kundenspezifische Vorrichtungen halten das Metallteil sicher in Position. Wenn ein Design mehrere Farben erfordert, ist eine präzise Registrierung notwendig.
Eine schlechte Ausrichtung in diesem Stadium führt zu Überlappungen oder Lücken zwischen den Farbschichten. Um dies zu verhindern, sind präzisionsgefertigte Vorrichtungen erforderlich, die Passtoleranzen von bis zu +/- 0,1 mm einhalten.
Farbauftrag und Schichtkontrolle
Spezielle Metalldruckfarben, wie z. B. Zweikomponenten-Epoxidharze oder lösungsmittelbasierte Formeln, werden über das Sieb aufgetragen. Ein Rakel drückt die Farbe durch das Sieb auf das Metallteil.
Variablen wie Rakeldruck, Winkel und Maschenzahl bestimmen die endgültige Dicke der Tintenschicht. Falsche Einstellungen können dazu führen, dass der Druck verblasst oder die Tinte über die vorgesehenen Ränder hinausläuft.
Trocknen und Aushärten
Metall nimmt keine nasse Tinte auf, daher muss der Druck ausgehärtet werden, damit er sich mit der Oberfläche verbindet. Je nach der spezifischen Tintenrezeptur werden die Teile entweder an der Luft getrocknet, damit die Lösungsmittel verdampfen können, oder in einem Durchlaufofen eingebrannt.
Das thermische Einbrennen beschleunigt die Vernetzung und schafft eine dauerhafte Verbindung mit dem blanken Metall oder seiner Schutzschicht.
Inspektion und Handhabung
Fertige Chargen werden vor dem Verpacken einer Qualitätskontrolle unterzogen. Die Mitarbeiter prüfen auf visuelle Probleme wie unscharfe Kanten, Nadellöcher oder unvollständige Abdeckung. Zur Überprüfung der physikalischen Haftung verwenden die Hersteller in der Regel den Kreuzschraffur-Haftungstest (ASTM D3359).
Wenn die Tinte bei der Prüfung mit einem standardisierten Klebeband abblättert oder sich ablöst, fällt die Charge durch die Prüfung, was in der Regel auf ein Problem mit der Oberflächenvorbereitung oder der Aushärtungstemperatur hindeutet.
Welche Teile und Grafiken eignen sich für diesen Prozess?
Der Siebdruck ist ein mechanisches Verfahren. Sein Erfolg hängt stark von der physischen Geometrie des Blechteils und der Komplexität des Druckbildes ab. Das Verfahren ist auf physische Schablonen angewiesen, was es für bestimmte Anwendungen sehr effektiv, für andere jedoch ungeeignet macht.
Einfache Grafiken, Texte und Logos
Das Verfahren eignet sich am besten für solide Vektorgrafiken, Volltonfarben (z. B. bestimmte Pantone-Farben) und Blocktext. Da die Farbe durch eine Schablone gepresst wird, kann der Siebdruck keine Farbverläufe, Schattierungen oder sehr detaillierte fotografische Bilder genau reproduzieren.
Um zu verhindern, dass die Tinte ausläuft oder die Maschensiebe während eines Produktionslaufs verstopfen, empfehlen wir, strenge Grenzwerte einzuhalten:
- Halten Sie das Mindestliniengewicht über 0,2 mm.
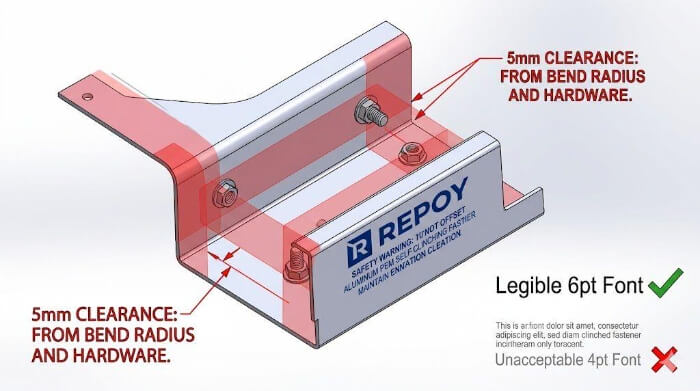
- Die Textgröße sollte nicht kleiner als 6pt sein.
Teile mit klaren und zugänglichen Druckbereichen
Die Druckrakel benötigt einen flachen, ungehinderten Weg, um gleichmäßigen Druck auszuüben. Als Full-Service-Blechverarbeiter ziehen wir es immer vor, den flachen lasergeschnittenen Rohling zu bedrucken, bevor er zum Biegen an die CNC-Abkantpresse geht.
Wenn auf einem geformten Gehäuse (z. B. einem geschweißten Schaltschrank oder einer komplexen Halterung) gedruckt werden muss, muss der Druckbereich völlig eben sein. Sie muss nicht in der Nähe von internen Flanschen, PEM-Abstandshaltern oder punktgeschweißten Ecken liegen, die den Siebrahmen daran hindern könnten, bündig am Metall zu sitzen.
Als Standardregel für die Blechbearbeitung gilt, dass ein Abstand von mindestens 5 mm zu allen Biegeradien oder erhabenen Teilen eingehalten werden muss. Wird dies nicht beachtet, führt dies zu einer ungleichmäßigen Farbverteilung und hohen Ausschussraten.
Berufe, bei denen die Wiederholung der Produktion wichtig ist
Jede einzelne Farbe in einem Design erfordert ein separates Sieb, ein Filmpositiv und die Einrichtung der Ausrichtung. Bei einem einzelnen Prototyp oder einer Serie von 10 Stück sind die Kosten pro Einheit aufgrund dieser Einrichtungszeit unerschwinglich hoch.
Bei einer Auflage von 500 oder 5.000 Stück verteilen sich jedoch die Kosten für die Erstausstattung. Wenn Ihr Projekt identische Blechteile in hohen Stückzahlen mit dauerhaften Markierungen erfordert, ist der Siebdruck strukturell und wirtschaftlich sinnvoll.
Was beeinflusst in der Regel die Druckqualität?
Die Druckqualität auf Metall ist kein Zufallsprodukt, sondern wird durch fehlerhafte Prozesskontrollen beeinträchtigt. Die endgültige Haftung, Schärfe und Konsistenz der Grafik hängt davon ab, wie gut der Hersteller bestimmte Variablen in der Produktion beherrscht.
Sauberkeit und Haftung der Oberfläche
Die Adhäsion ist die wichtigste Messgröße. Wenn das Blech auch nur mikroskopisch kleine Schichten von Kühlmittel, Rostschutzöl oder Hautfett enthält, wird die Tinte den Kreuzschraffur-Test nicht bestehen.
Die richtige Vorbehandlung erhöht die Oberflächenenergie des Metalls, so dass die Druckfarbe richtig haften kann. Diese Behandlung ist von Substrat zu Substrat unterschiedlich: Blankes Aluminium oder rostfreier Stahl müssen möglicherweise mit einem Lösungsmittel abgewischt werden, während kaltgewalzter Stahl (CRS) oft eine kontrollierte alkalische Wäsche benötigt, bevor er die Druckstation erreicht.
Farbtyp und Aushärtungsmethode
Es gibt keine universelle Metalldruckfarbe. Zweikomponenten-Epoxidharzfarben bieten eine ausgezeichnete chemische Beständigkeit für industrielle Umgebungen, haben aber eine kurze Topfzeit, was ihre Handhabung bei langen Produktionsläufen erschwert.
Lösemittelbasierte oder einbrennbare Druckfarben erfordern zum Aushärten präzise Temperaturprofile. Wird beispielsweise ein pulverbeschichtetes NEMA-Gehäuse bei einer zu hohen Temperatur zum Aushärten der Farbe eingebrannt, kann die darunter liegende Pulverbeschichtung aufweichen oder sich verfärben.
Ingenieure müssen die Betriebsumgebung angeben (z. B. UV-Belichtung, chemische Reinigung), damit der Hersteller die richtige Tintenchemie und das thermische Aushärtungsprofil auswählen kann.
Deckung, Schärfe und Konsistenz
Scharfe Kanten und undurchsichtige Farben beruhen auf physikalischen Werkzeugen. Eine höhere Maschenzahl (ein feineres Sieb) ermöglicht einen schärferen Text, gibt aber weniger Tinte ab. Dies kann dazu führen, dass helle Farben auf dunklen Metalloberflächen durchscheinend erscheinen.
Umgekehrt führt ein zu hoher Rakeldruck oder eine zu dünne Tinte dazu, dass die Grafik verschmiert oder über die vorgesehenen Grenzen hinaus ausläuft.
Die Aufrechterhaltung einer gleichbleibenden Farbviskosität, Siebspannung und eines gleichbleibenden Rakelwinkels bei einem hochvolumigen Präge- oder Fertigungsauftrag ist der Hauptunterschied zwischen einer kontrollierten Produktionsstätte und einer einfachen Druckerei.
Wie verändern die Metalloberfläche und das Finish das Ergebnis?
Ein und dasselbe Motiv kann auf blankem Metall, pulverbeschichtetem Metall, gebürstetem Metall oder eloxiertem Aluminium sehr unterschiedlich aussehen. Der Siebdruck steht in direkter Wechselwirkung mit den physikalischen und chemischen Eigenschaften des Substrats. Deshalb muss die Oberflächenbeschaffenheit festgelegt werden, bevor das Druckverfahren bestätigt wird.
Nacktes Metall vs. beschichtetes Metall
Blanke Metalle wie kaltgewalzter Stahl oder Standardaluminium haben eine hohe Oberflächenenergie, so dass sich die Tinte gleichmäßig verteilen kann. Blanke Metalle sind jedoch anfällig für Oxidation, d. h. sie müssen sofort nach der Reinigung bedruckt werden.
Beschichtete Oberflächen verhalten sich anders. Das Bedrucken einer duroplastischen pulverbeschichteten Oberfläche erfordert eine Tinte, die sich chemisch mit der Lackschicht verbindet, nicht mit dem darunter liegenden Metall. Wenn die Pulverbeschichtung eine schwere matte oder sandige Textur hat, setzt sich die Tinte auf den Spitzen der Textur ab und hinterlässt Mikrovertiefungen in den Tälern.
Wenn eine stark strukturierte Pulverbeschichtung erforderlich ist, besteht unsere technische Lösung entweder darin, den spezifischen Druckbereich vor der Pulverbeschichtung zu maskieren oder eine glatte, für den Siebdruck optimierte Grundierung für diesen Bereich zu spezifizieren.
Gebürstete, polierte und strukturierte Oberflächen
Die Oberflächenkörnung wirkt sich direkt auf die Druckkantenschärfe aus. Auf gebürstete Oberflächen (z. B. #4 gebürsteter Edelstahl), kann die Tinte durch Kapillarwirkung entlang der mikroskopischen Faserrichtung fließen. Dies führt zu einem Fehler, der als "Federung" an den Rändern des Textes bekannt ist.
Poliert oder hochglanzpolierte Metalle stellen das gegenteilige Problem dar. Sie sind oft zu glatt, als dass die Tinte mechanisch greifen könnte. Diese Oberflächen erfordern in der Regel einen Haftvermittler oder eine spezielle chemische Grundierung vor dem Druck.
Warum die Vorbehandlung vor dem Druck wichtig ist
Wenn Tinte von einem Metallteil abblättert, liegt das Problem selten an der Tinte selbst. Die Hauptursache ist eine schlechte Oberflächenspannung aufgrund von Verunreinigungen.
In einer normalen Fertigungsumgebung sammeln sich in Blechen Stanzöle, Abkantpressenschmierstoffe und Schweißruß an. Wenn diese Rückstände nicht vollständig in einem Entfettungsbad entfernt werden, wirken sie als Trennmittel. Eine ordnungsgemäße Vorbehandlung stellt sicher, dass die Oberflächenenergie des Metalls höher ist als die Oberflächenspannung der Druckfarbe, so dass eine ordnungsgemäße "Benetzung" und Bindung möglich ist.
Konstruktionsgrenzwerte, die oft Probleme verursachen
Einige Druckfehler beginnen bereits in der CAD-Datei und nicht erst in der Produktionslinie. Kleine Merkmale, enge Abstände, Biegungen und instabile Teile können die Druckqualität beeinträchtigen und die Ausschussrate erhöhen.
Kleiner Text, dünne Linien und enge Abstände
Wenn man Tinte durch ein gewebtes Netz drückt, ist es physikalisch bedingt, wie fein ein Detail sein kann. Wenn Buchstaben zu klein sind oder zu dicht beieinander liegen, breitet sich die nasse Tinte leicht aus und überbrückt die Lücke. Dies führt dazu, dass Buchstaben wie "a", "e" und "o" vollständig ausgefüllt werden.
Um Probleme mit der Lesbarkeit und Verstopfung der Maschen zu vermeiden, sollten Sie auf die Herstellbarkeit achten (DFM):
- Vermeiden Sie Schriftarten mit dünnen Serifen oder variablen Strichstärken.
- Halten Sie zwischen parallelen Linien einen Mindestabstand von 0,3 mm ein.
- Halten Sie Standard-Blocktext in 6pt oder größer.
Kanten, Biegungen und unebene Oberflächen
Der Rakel benötigt einen kontinuierlichen, flachen Weg. Wenn die Rakel auf eine erhöhte Schweißnaht, ein versenktes Loch oder ein PEM-Befestigungselement trifft, prallt sie ab. Dieses Abprallen hinterlässt unmittelbar nach dem Hindernis eine Lücke oder einen starken Farbfleck.
Wie bereits erwähnt, sollten Sie immer einen Abstand von mindestens 5 mm zu jeder Biegelinie einhalten. Wenn eine Grafik eine Naht überqueren oder in der Nähe einer Kante sitzen muss, besteht die bevorzugte Herstellungsmethode darin, sie auf den flachen Rohling zu drucken, bevor die CNC-Biegung oder das Einsetzen der Hardware erfolgt.
Teile, die schwer zu halten und auszurichten sind
Der Mehrfarbendruck erfordert eine perfekte Registrierung. Um dies zu erreichen, muss das Metallteil sicher in einer speziellen Vorrichtung fixiert werden.
Wenn eine gestanzte Halterung organische Kurven und keine geraden Bezugskanten hat, kann der Bediener das Teil nicht konsistent indexieren. Jedes Teil sitzt etwas anders in der Halterung, wodurch sich das Logo oder der Text verschiebt. Wenn das äußere Profil unregelmäßig sein muss, fügen unsere Ingenieure in der Regel spezielle lasergeschnittene Werkzeuglöcher in versteckten Bereichen des flachen Musters hinzu, um eine absolut fehlerfreie Ausrichtung in der Druckvorrichtung zu gewährleisten.
Wie man sich zwischen Siebdruck und anderen Optionen entscheidet?
Der Siebdruck ist nicht immer die beste Option. Je nach gewünschter Detailgenauigkeit, Haltbarkeit und Produktionsvolumen können andere Verfahren stabilere Ergebnisse liefern.
Laserbeschriftung für feine Details und dauerhafte Markierungen
Bei der Lasermarkierung wird ein fokussierter Strahl verwendet, um die oberste Schicht des Materials physikalisch zu verändern. Sie eignet sich hervorragend für Mikrotext, QR-Codes und variable Daten (z. B. fortlaufende Seriennummern), während beim Siebdruck für jedes Teil ein neues Sieb erforderlich wäre.
Während die Laserbeschriftung bei feinem Text extrem schnell ist, erfordert die Verwendung eines Lasers zum Füllen eines großen, einfarbigen Logos eine millimetergenaue Abtastung. Das treibt die Zykluszeiten und Teilekosten exponentiell in die Höhe. Das Siebdruckverfahren füllt dieselbe große Fläche in einem einzigen Durchgang, in einer Sekunde.
UV-Druck für vollfarbige Bilder
Der UV-Digitaldruck funktioniert wie ein High-End-Tintenstrahldrucker, der die Tinte sofort mit UV-Licht aushärtet. Dies ist die einzige praktische Option, wenn Ihr Entwurf CMYK-Farbverläufe, Schattierungen oder fotografische Elemente enthält.
Es ist sehr kosteneffizient für Prototypen in kleinen Stückzahlen, da keine Kosten für die Einrichtung des Siebs anfallen. Der Nachteil ist die Haltbarkeit. UV-gehärtete Digitaldruckfarben sitzen in der Regel auf der Oberfläche und haben eine geringere Kratz- und Chemikalienbeständigkeit als eingebrannte Epoxid-Siebdruckfarben.
Ätzen oder Gravieren für raue Umgebungen
Bei Geräten, die unter extremen Bedingungen eingesetzt werden, wie z. B. in Meeresumgebungen, im Bergbau oder bei der chemischen Verarbeitung, kann sich die Oberflächentinte mit der Zeit abnutzen.
Beim chemischen Ätzen oder CNC-Gravieren wird das Metall abgetragen, so dass eine Vertiefung entsteht, die häufig mit einer sehr haltbaren Emaillefarbe gefüllt wird. Selbst wenn die Farbe nach Jahren abgekratzt wird, bleibt der eingravierte Text physisch lesbar. Dies ist die haltbarste verfügbare Kennzeichnungsmethode, die allerdings mit höheren Zykluszeiten und Kosten verbunden ist.

Schlussfolgerung
Der Siebdruck funktioniert gut, wenn das Teil, die Oberfläche und die Grafik zum Verfahren passen. Er liefert klare Markierungen, eine starke Farbabdeckung und stabile Ergebnisse bei wiederholter Produktion.
Die meisten Probleme sind nicht auf den Druckvorgang selbst zurückzuführen. Sie sind in der Regel auf die Oberflächenbeschaffenheit, eine schlechte Aushärtung oder eine für den Prozess ungeeignete Designauswahl zurückzuführen. Kleine Details wie die Druckposition, die Oberflächenbeschaffenheit und der Abstand zwischen den Merkmalen können das Endergebnis erheblich beeinflussen.
Wenn Sie an einem Metallteil mit Logos, Etiketten oder Markierungen arbeiten, ist es hilfreich, das Design und die Oberflächenbeschaffenheit zu überprüfen, bevor Sie einen Auftrag erteilen. Eine kleine Anpassung in diesem Stadium kann Mängel verhindern und die Gesamtkosten senken.
Laden Sie Ihre Zeichnung hoch und kontaktieren Sie uns noch heute. Wir prüfen Ihr Teil, beurteilen, ob der Siebdruck geeignet ist, und geben Ihnen vor Produktionsbeginn ein praktisches Feedback. So können Sie das Druckrisiko verringern, unnötige Nacharbeit vermeiden und schneller zu einem Angebot und einer Bemusterung kommen.