
Ja, man kann Aluminium pulverbeschichten. Es ist auch eine der besten Möglichkeiten, diesem Leichtmetall eine lang anhaltende Leistung und ein sauberes Aussehen zu verleihen. Viele Hersteller, Architekten und Ingenieure entscheiden sich für die Pulverbeschichtung, weil sie Aluminium eine robuste, gleichmäßige und umweltfreundliche Oberfläche verleiht.
Viele Unternehmen haben mit Beschichtungen zu tun, die nach wenigen Jahren verblassen, abplatzen oder korrodieren. Die Pulverbeschichtung verringert diese Probleme, indem sie eine durchgehende Schicht bildet, die das Metall vor UV-Licht, Feuchtigkeit und Stößen schützt. Dies geschieht ohne den Einsatz von Lösungsmitteln oder Schwermetallen.
Wenn das Verfahren richtig durchgeführt wird, kann ein pulverbeschichtetes Aluminiumteil seine Farbe und seinen Glanz 10 bis 15 Jahre lang im Freien behalten. Die Oberfläche bleibt glatt und korrosionsbeständig. Dies macht die Beschichtung zu einer guten Wahl für Fensterrahmen, elektrische Gehäuse, Automobilverkleidungen und Industrieanlagen.

Was Pulverbeschichtung ist und wie sie funktioniert?
Die Pulverbeschichtung ist eine Trockenveredelungsverfahren bei dem statische Elektrizität und Wärme genutzt werden, um eine Pulverschicht auf der Metalloberfläche zu befestigen. Das Pulver schmilzt und verschmilzt zu einem glatten Film. Es ist nicht auf die Verdunstung von Lösungsmitteln angewiesen wie Flüssiglack.
Hier ist das grundlegende Verfahren:
- Elektrostatische Anwendung
Die Spritzpistole lädt das Pulver auf. Das geerdete Aluminium zieht die geladenen Teilchen an. - Hitzehärtung
Das Teil kommt für 10-20 Minuten in einen Ofen bei 160-200 °C (320-390 °F). Das Pulver schmilzt, fließt und bildet eine stabile Schicht. - Kühlung
Das Teil kühlt ab und die Beschichtung wird zu einer festen, dauerhaften Hülle.
Es gibt zwei gängige Arten von Pulver:
- Duroplast-Pulver bilden beim Aushärten dauerhafte Verbindungen. Sie schmelzen nicht wieder. Sie eignen sich gut für Hochleistungsanforderungen.
- Thermoplastische Pulver werden bei Hitze weich und härten beim Abkühlen aus. Sie sind nützlich für dickere oder flexible Beschichtungen.
Die Pulverbeschichtung erzeugt in der Regel eine dickere Schicht als Flüssiglack. Die meisten Beschichtungen messen 60-120 µm. Das Verfahren vermeidet Farbverläufe oder -tropfen und ist frei von flüchtigen organischen Verbindungen (VOC), was es für Mensch und Umwelt sicherer macht.
Warum Aluminium gut mit Pulverbeschichtung funktioniert?
Aluminium ist ein ideales Material für die Pulverbeschichtung. Es bietet mehrere Eigenschaften, die dazu beitragen, dass die Beschichtung fest haftet und gut funktioniert.
- Natürliche Oxidbasis
Aluminium bildet eine dünne Oxidschicht, die die Korrosion bekämpft. Nach der Reinigung und Vorbehandlung unterstützt diese Schicht eine starke Haftung. Viele Tests zeigen Haftfestigkeiten von über 5 MPa. - Gute Wärmeleitfähigkeit
Aluminium verteilt die Wärme gleichmäßig. Dies trägt dazu bei, dass das Teil ohne heiße Stellen oder Farbveränderungen aushärtet. Das Metall bleibt bei einer Aushärtungstemperatur von 160-200 °C stabil. - Starke, aber leichte Struktur
Die Pulverbeschichtung erhöht die Oberflächenhärte auf 2H-3H auf einer Bleistiftskala. Sie verbessert auch die UV-Beständigkeit. Dadurch eignet sich beschichtetes Aluminium für den Einsatz im Meer, im Freien und bei hohen Temperaturen. - Breite Gestaltungsmöglichkeiten
Das Verfahren bietet Tausende von Farben, Glanzgraden und Oberflächentexturen. Designer können mühelos zwischen matten, satinierten, metallischen oder rauen Oberflächen wählen.
Wesentliche Oberflächenvorbereitung für Aluminium
Die Oberflächenvorbereitung hat den größten Einfluss auf die Qualität der Endbeschichtung. Eine saubere, aktive Oberfläche hilft dem Pulver, gleichmäßig zu haften, und verhindert Abblättern, Blasenbildung oder Schwachstellen.

Entfettung und Reinigung
Die Bediener entfernen Öl, Fingerabdrücke und Bearbeitungsschmutz mit einem alkalischen oder leicht säurehaltigen Reiniger. Anschließend wird mit entionisiertem Wasser nachgespült. Bei komplizierten Formen kann eine Ultraschallreinigung erforderlich sein, um enge Ecken zu erreichen.
Ätzen oder leichter Abrieb
Ein leichtes Säureätzen oder Strahlen entfernt die alte Oxidschicht und fügt winzige raue Spuren hinzu. Diese Markierungen helfen dem Pulver, auf dem Metall zu haften. In diesem Schritt werden auch kleinere Defekte sichtbar, die die Arbeiter vor der Beschichtung beheben können.
Konversionsbeschichtung
Eine dünne chemische Schicht verbessert die Korrosionsbeständigkeit und die Haftung. Moderne Systeme verwenden oft Zirkonium- oder Silanbehandlungen anstelle von Chromaten. Diese Optionen bieten eine ähnliche Leistung und vermeiden gefährliche Abfälle.
Trocknung und Inspektion
Das Teil muss trocken sein. Jegliche Feuchtigkeit kann während des Aushärtens zu Nadellöchern führen. Die Arbeiter prüfen die Teile unter hellem Licht, um sicherzustellen, dass die Oberfläche sauber und eben ist, bevor sie gespritzt werden.
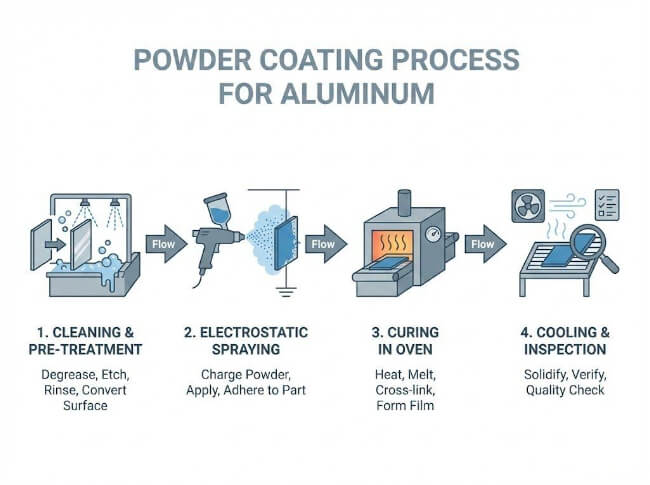
Schritt für Schritt: Der Pulverbeschichtungsprozess für Aluminium
Die Pulverbeschichtung von Aluminium erfolgt in einer kontrollierten Abfolge von Schritten. Jeder Schritt trägt dazu bei, dass die Beschichtung gut haftet und haltbar bleibt.
1. Vorbereitung der Oberfläche
Die Aluminiumoberfläche wird gereinigt, geätzt und getrocknet. So entsteht ein sauberer und leitfähiger Untergrund, auf dem das Pulver gut haftet. Eine gut vorbereitete Oberfläche kann eine Haftfestigkeit von 5-7 MPa erreichen. Eine gute Vorbereitung verringert auch das Risiko eines frühen Versagens der Beschichtung.
2. Pulver Anwendung
Die Arbeiter verwenden eine elektrostatische Spritzpistole, um feine Pulverpartikel aufzuladen. Das geerdete Aluminium zieht diese Partikel an und bildet eine gleichmäßige Schicht. Bei den meisten industriellen Aufträgen liegt die Beschichtung zwischen 60 und 120 Mikron (0,002-0,005 Zoll).
Ein paar Details tragen dazu bei, dass die Ebene konsistent bleibt:
- Entfernung der Waffe bleibt etwa 15-25 cm von der Oberfläche entfernt.
- Die Spannung bleibt bei 60-90 kV, um eine vollständige Abdeckung zu gewährleisten.
- Luftfeuchtigkeit bleibt unter 60%, so dass die elektrostatische Aufladung gut funktioniert.
Für einige große oder schwere Teile wird ein anderes Verfahren verwendet. Beim Wirbelschichtverfahren wird das Aluminium vorgewärmt und dann in eine Pulverwolke gesenkt. Das Pulver schmilzt bei Kontakt und bildet eine dicke Schicht. Dieses Verfahren eignet sich gut für Schiffsteile, Strukturkomponenten und Schutzgehäuse.
3. Aushärtung im Backofen
Nach der Beschichtung werden die Teile in einen Aushärteofen gelegt. Die Hitze bringt das Pulver zum Schmelzen und bildet einen vernetzten Film, der sich fest mit dem Aluminium verbindet. Die meisten Pulver härten bei 160-200 °C (320-390 °F) für 10-20 Minuten aus.
In modernen Anlagen werden häufig Durchlauföfen oder IR-unterstützte Öfen eingesetzt, um stabile Temperaturen zu gewährleisten. Eine stabile Aushärtung trägt zur Erhaltung von Glanz und Härte bei, insbesondere bei komplexen Teilen.
4. Kühlung und Inspektion
Die Teile kühlen auf natürliche Weise an der freien Luft ab. Eine erzwungene Abkühlung wird vermieden, da sie die Oberfläche stumpf machen oder winzige Risse verursachen kann. Nach dem Abkühlen prüfen die Mitarbeiter die Oberfläche auf gleichmäßige Farbe und Textur. Sie verwenden Schichtdickenmessgeräte und Kreuzschraffur-Haftungstests (ASTM D3359), um die Festigkeit der Beschichtung zu bestätigen. Nur zugelassene Teile kommen zur Verpackung oder Montage.
Leistungsvorteile von pulverbeschichtetem Aluminium
Die Vorteile von pulverbeschichtetem Aluminium gehen weit über das Aussehen hinaus. Die Beschichtung schafft eine starke Barriere, die die Leistung in vielerlei Hinsicht verbessert.
Korrosions- und Wetterbeständigkeit
Salzsprühnebeltests (ASTM B117) zeigen, dass gut beschichtetes Aluminium mehr als 1.000 Stunden Salzeinwirkung ohne Rost oder Blasenbildung standhalten kann. Dies macht es zu einer guten Wahl für Küsten-, Meeres- oder Außenumgebungen, in denen blankes Aluminium Schwierigkeiten hat, zu funktionieren.
Mechanische Festigkeit und Schlagzähigkeit
Pulverbeschichtungen bilden eine dichte Schicht, die Kratzern und Spänen standhält. Die Härte liegt normalerweise zwischen 2H und 3H auf der Bleistiftskala. Die Beschichtung bleibt außerdem flexibel genug, um Biegen auf dünneren Aluminiumteilen ohne Rissbildung.
UV-Stabilität und Glanzerhalt
Hochwertige Polyester- und Fluorpolymer-Pulver behalten nach 5.000 Stunden UV-Test etwa 90% ihres Glanzes. Dies entspricht den Normen AAMA 2604/2605. Diese Beschichtungen verhindern das Ausbleichen von Bauten und Fahrzeugen im Freien, die dem Sonnenlicht ausgesetzt sind.
Umwelt- und Kosteneffizienz
Die Pulverbeschichtung setzt keine flüchtigen organischen Verbindungen (VOC) frei und erzeugt nur sehr wenig Abfall. Overspray kann aufgefangen und wiederverwendet werden, was zu einer Materialeffizienz von bis zu 98% führt. Die Aushärtung von Pulvern bei niedrigen Temperaturen kann den Energieverbrauch im Vergleich zu Flüssiglacken um 20-30% senken.
Designflexibilität und ästhetische Wahlmöglichkeiten
Die Pulverbeschichtung ermöglicht nahezu jede Farbe, jeden Glanzgrad und jede Textur. Sie kann Markenfarben entsprechen oder Edelstahl-, Kupfer- oder Eloxaloberflächen imitieren. Sie bietet Designern mehr Möglichkeiten und schützt das Metall dennoch vor Korrosion.
Pulverbeschichtung im Vergleich zu anderen Veredelungsoptionen
Die Wahl der richtigen Oberfläche hängt von den Leistungsanforderungen, dem gewünschten Aussehen und dem Budget ab. Hier sehen Sie, wie die Pulverbeschichtung im Vergleich zu anderen Standardverfahren abschneidet.
Pulverbeschichtung vs. Eloxieren
Beim Eloxieren wird eine dickere Oxidschicht auf dem Aluminium erzeugt. Dadurch entsteht ein hartes, metallisches Aussehen mit hoher Verschleiß- und Korrosionsbeständigkeit. Es eignet sich gut für Präzisionsteile und sorgt für eine saubere Metalloberfläche.
Das Eloxieren hat jedoch Grenzen in der Farbpalette und kann mit verschiedenen Aluminiumlegierungen unterschiedlich reagieren. Die Pulverbeschichtung bietet einen dickeren Schutz (60-120 µm im Vergleich zu 5-25 µm) und bietet völlige Farbfreiheit.
Ingenieure entscheiden sich häufig für die Eloxierung von Komponenten mit engen Toleranzen und für die Pulverbeschichtung von dekorativen oder schützenden Außenteilen.
Pulverbeschichtung vs. Flüssigfarbe
Flüssiglack ist leicht zu reparieren, erreicht aber nicht die Festigkeit der Pulverbeschichtung. Die Pulverbeschichtung bietet eine 2-3-fach dickere Deckkraft, eine bessere Schlagfestigkeit und keine Lösemittelemissionen. Daher eignet sie sich besser für große Produktionsserien und Nachhaltigkeitsziele.
Pulverbeschichtung vs. Metallbeschichtung
Metallbeschichtungen (wie z. B. Chrom oder Nickel) bieten Leitfähigkeit und einen strahlenden Glanz. Bei der Beschichtung werden jedoch gefährliche Chemikalien verwendet und es wird mehr Energie benötigt. Die Pulverbeschichtung bietet eine ähnliche Korrosionsbeständigkeit mit einem saubereren, kostengünstigeren Verfahren.
Häufige Defekte und ihre Verhinderung
Die Pulverbeschichtung kann immer noch Mängel aufweisen, wenn die Vorbereitung, das Sprühen oder die Aushärtung nicht gut kontrolliert werden. Das Wissen um diese Probleme und ihre Ursachen hilft, die Qualität stabil zu halten.
Nadellöcher und Blasen
Die Ursache: Feuchtigkeit, eingeschlossenes Gas oder Schmutz auf der Aluminiumoberfläche.
Prävention: Stellen Sie sicher, dass das Teil nach der Vorbehandlung trocken ist. Verwenden Sie saubere Druckluft und vermeiden Sie es, die Oberfläche mit bloßen Händen zu berühren. Ein kurzes Vorheizen des Teils (Ausgasen) hilft, versteckte Feuchtigkeit aus dem Aluminiumguss zu entfernen.
Orangenschalen-Textur
Die Ursache: Eine zu dicke Beschichtung, eine niedrige Aushärtungstemperatur oder ein ungleichmäßiger Verlauf während der Aushärtung.
Prävention: Halten Sie einen gleichmäßigen Pistolenabstand ein und stellen Sie die elektrostatischen Einstellungen korrekt ein. Sorgen Sie für eine gleichmäßige Pulverzufuhr. Kontrollieren Sie regelmäßig die Ofentemperatur. Ein fließfähiges Additiv im Pulver kann ebenfalls zur Verringerung der Textur beitragen.
Schlechte Haftung oder Peeling
Die Ursache: Unvollständige Reinigung, Ölrückstände oder unsachgemäße Vorbehandlung.
Prävention: Vergewissern Sie sich, dass die Oberfläche sauber und gleichmäßig ist. Befolgen Sie die Standardschritte für die Oberflächenvorbereitung. Führen Sie vor der vollständigen Produktion Haftungstests durch.
Dünne oder ungleichmäßige Beschichtung
Die Ursache: Schwache Erdung, schlechte Sprühwinkel oder Pulveransammlungen in Ecken.
Prävention: Überprüfen Sie häufig die Erdungsklammern. Verwenden Sie automatische Pistolen oder Hubgeräte, um komplexe Formen zu beschichten. Passen Sie den Luftstrom an und drehen Sie das Teil bei Bedarf, um die Abdeckung zu verbessern.
Farb- oder Glanzabweichung
Die Ursache: Änderungen der Ofentemperatur, unterschiedliche Pulverchargen oder schlechte Lagerung des Pulvers.
Prävention: Lagern Sie das Pulver an einem kühlen, trockenen Ort bei oder unter 25°C (77°F). Verfolgen Sie die Chargen, um die Farbe konstant zu halten. Halten Sie die Öfen sauber, um Staubkontamination zu vermeiden.

Design und technische Überlegungen
Ein gutes Design kann die Beschichtungsqualität verbessern und Produktionsprobleme verringern. Ingenieure sollten Form, Erdung und Montageanforderungen berücksichtigen.
Geometrie und Erfassungsbereich
Scharfe Ecken, tiefe Hohlräume und enge Spalten können eine ungleichmäßige Beschichtung verursachen. Abgerundete Kanten ermöglichen einen gleichmäßigeren Pulverfluss und reduzieren dünne Stellen. Bei tiefen Vertiefungen hilft das Sprühverfahren mit zwei Durchgängen, auch schattige Bereiche zu erreichen.
Strategie für Aufhängung und Erdung
Eine ordnungsgemäße Erdung trägt dazu bei, dass die elektrostatische Ladung das Pulver gleichmäßig anzieht. Die Teile hängen an Metallhaken oder -gestellen, die Elektrizität leiten. Die Kontaktpunkte sollten unbeschichtet bleiben, um eine gute Erdung zu gewährleisten. Bei komplexen Formen sollten die Erdungspunkte so geplant werden, dass "Faradaysche Käfige" vermieden werden, in denen das Pulver nicht gut ankommt.
Maskierung und Montagezonen
Gewinde, Schiebesitze und elektrische Kontaktbereiche müssen oft abgeklebt werden. Hochtemperatur-Silikonstopfen und -bänder schützen diese Bereiche beim Sprühen und Aushärten. Dadurch bleiben die Abmessungen genau und es werden Probleme bei der Montage vermieden.
Entlüftungslöcher und Wärmeverteilung
Hohle Teile benötigen Entlüftungslöcher, um den Druck während des Aushärtens abzulassen. Ohne Entlüftungsöffnungen kann sich eingeschlossene Luft ausdehnen und Blasen oder Defekte bilden. Eine gute Belüftung und eine gleichmäßige Wandstärke tragen zu einem stabilen Wärmefluss bei und verhindern eine Überhärtung.
Beschichtungsdicke und Passungstoleranz
Pulver erhöht die Dicke, normalerweise 60-120 Mikrometer. Ingenieure sollten dies in ihren Passform- und Abstandsplänen berücksichtigen. Für Teile wie Gehäuse oder Paneele sind möglicherweise zusätzliche Bearbeitungszugaben oder Maskierungsanweisungen in der Zeichnung erforderlich.
Schlussfolgerung
Die Pulverbeschichtung ist eine der effektivsten und vielseitigsten Veredelungsmöglichkeiten für Aluminium. Sie verbessert die Korrosionsbeständigkeit, erhöht die mechanische Festigkeit und sorgt für eine einheitliche, optisch ansprechende Oberfläche - und ist dabei umweltfreundlich.
Bei TZR arbeiten wir mit Präzisionsaluminiumteilen vom rohen Strangpressen bis zur endgültigen pulverbeschichteten Oberfläche. Unser Team verfügt über mehr als zehn Jahre technische Erfahrung, und unsere Beschichtungsanlagen erzeugen konsistente Oberflächen mit stabiler Farbe und starker Haftung, die den weltweiten Leistungsstandards entsprechen.
Wenn Sie Aluminiumteile mit dauerhaften, korrosionsbeständigen und professionellen Beschichtungen benötigen, kann unser Team Ihr Projekt unterstützen. Kontaktieren Sie uns unter sales@goodsheetmetal.com um Ihre Anforderungen mitzuteilen oder ein kostenloses Angebot anzufordern.
FAQs
Können alle Aluminiumlegierungen pulverbeschichtet werden?
Ja, die meisten Aluminiumlegierungen - einschließlich 5052, 6061 und 7075 - können pulverbeschichtet werden. Aluminiumguss kann jedoch ein spezielles Vorbacken erfordern, um eingeschlossene Gase freizusetzen und Nadellöcher während des Aushärtens zu verhindern.
Was ist die ideale Aushärtungstemperatur für Aluminiumteile?
Typische Aushärtungsbereiche sind 160-200°C (320-390°F) für 10-20 Minuten. Bei dickeren Teilen oder hitzeempfindlichen Legierungen können niedrigere Temperaturen und längere Aushärtungszyklen erforderlich sein.
Ersetzt die Pulverbeschichtung das Eloxieren?
Nicht unbedingt. Die Eloxierung bietet eine dünnere, metallische, korrosionsbeständige Schicht, während die Pulverbeschichtung einen dickeren, farbflexiblen Schutz bietet. Die Wahl hängt von den optischen Anforderungen an das Teil und der Umgebung ab, der es ausgesetzt ist.
Wie lange hält die Pulverbeschichtung im Freien?
Hochwertige Pulverbeschichtungen können im Außenbereich 10-15 Jahre halten, wenn sie richtig aufgetragen und gepflegt werden. Baubeschichtungen, die den Normen AAMA 2604/2605 entsprechen, halten sogar noch länger.
Kann eine beschädigte Pulverbeschichtung repariert oder neu beschichtet werden?
Ja. Kleinere Kratzer können abgeschliffen und an Ort und Stelle neu beschichtet werden, während größere Schäden möglicherweise eine vollständige Ablösung und Neuanstrich erfordern. Da die Beschichtung duroplastisch ist, kann sie nicht wieder geschmolzen werden, aber eine erneute Beschichtung bietet einen ähnlichen Schutz.
Ist die Pulverbeschichtung umweltfreundlich?
Unbedingt. Pulverbeschichtungen emittieren keine flüchtigen organischen Verbindungen (VOC), und Overspray kann aufgefangen und wiederverwendet werden. Außerdem verbraucht das Verfahren im Laufe der Zeit weniger Energie als die Flüssiglackierung.


