Das Laserschneiden von Aluminium ist in der Blechproduktion weit verbreitet, aber es ist selten eine einfache Verfahrenswahl. Aluminium kann erfolgreich geschnitten werden, doch stabile Ergebnisse hängen von viel mehr ab als nur von der Maschinenleistung. Die Materialqualität, das Design der Merkmale, das Hilfsgas, die Erwartungen an die Kante und die nachgelagerte Verarbeitung haben alle einen Einfluss darauf, ob das Teil einfach zu produzieren oder teuer zu kontrollieren ist.
Aus diesem Grund ist die eigentliche Frage nicht nur, ob Aluminium mit dem Laser geschnitten werden kann. Die bessere Frage ist, ob das Laserschneiden die richtige Wahl für das Teil, die Zeichnung und das Qualitätsziel ist. In diesem Artikel wird diese Entscheidung aus der Sicht der Produktion betrachtet, wobei der Schwerpunkt auf der Schnittstabilität, der Materialauswahl, dem Konstruktionsrisiko, der Kostenkontrolle und der endgültigen Teilequalität liegt.

Kann man Aluminium mit dem Laser schneiden?
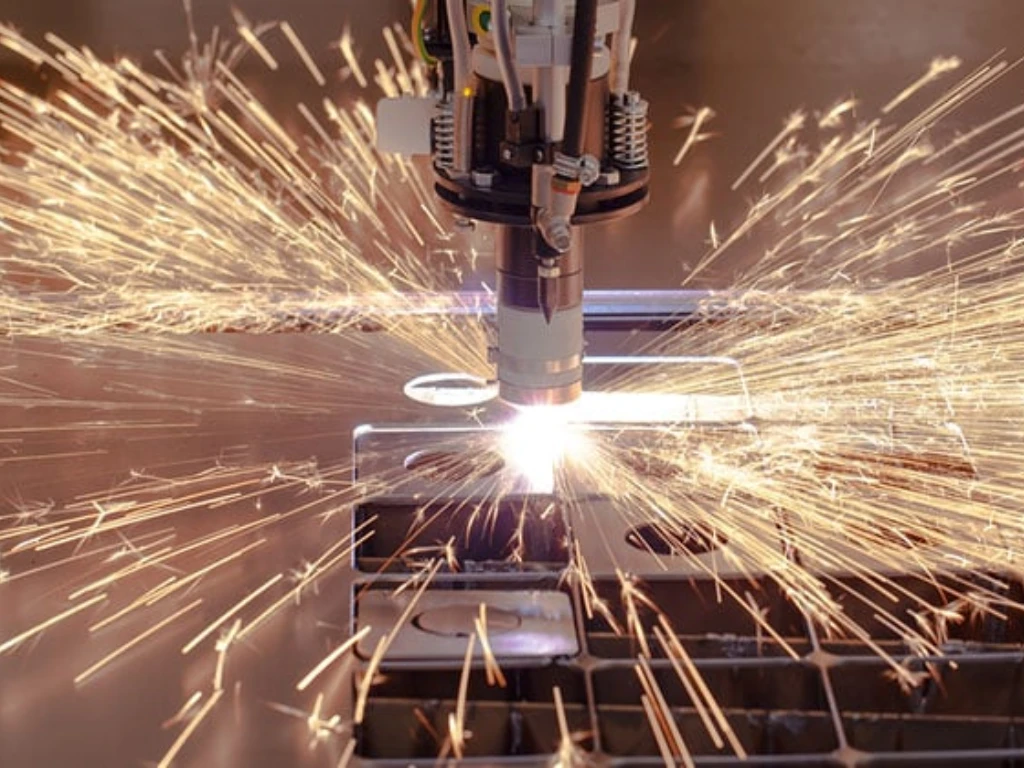
Das Laserschneiden von Aluminium ist möglich, aber die eigentliche Schwierigkeit liegt in der stabilen Produktion. Die Herausforderung besteht nicht nur darin, ob der Strahl das Blech durchschneiden kann. Die eigentliche Herausforderung besteht darin, ob das Verfahren Kantenqualität, geringe Gratbildung und wiederholbare Ergebnisse gewährleisten kann, sobald der Auftrag über ein einzelnes Muster hinausgeht.
Aluminium ist in der Regel weniger tolerant als viele Stahlteile. Es reflektiert mehr Energie und überträgt Wärme schnell, so dass der Schnitt empfindlicher auf die Einrichtung, den Gasfluss und die Geometrie des Werkstücks reagiert. Ein Versuchsteil sieht vielleicht gut aus, aber derselbe Auftrag kann trotzdem teuer werden, wenn die Kantenrauheit, die Krätze oder die Reinigungszeit in der Produktion zunehmen.
Warum ist Aluminium schwieriger mit dem Laser zu schneiden als Stahl oder rostfreier Stahl?
Aluminium bietet weniger Raum für Prozessfehler. Wenn die Einstellungen leicht abweichen, zeigt sich das Problem oft zuerst an der Kante. Der Grat kann schwerer werden, die Krätze kann sich an der Unterkante festsetzen und kleine Merkmale können an Konsistenz verlieren, bevor der Auftrag vollständig scheitert.
Aus diesem Grund sollte das Schneiden von Aluminium nach Konsistenz beurteilt werden, nicht nach einem einzigen guten Beispiel. Eine verdeckte Halterung kann auch mit einer raueren Kante funktionieren. Eine sichtbare Platte, ein beschichtetes Teil oder eine Montagefläche erfordert in der Regel eine viel strengere Kontrolle.
Was bewirken Reflektivität und Wärmeleitfähigkeit beim Schneiden?
Das Reflexionsvermögen beeinflusst, wie viel Strahlenergie tatsächlich in die Platte eindringt. Die Wärmeleitfähigkeit bestimmt, wie schnell sich die Energie von der Schnittzone entfernt. Zusammen entscheiden sie, wie stabil die Schnittfuge bleibt und wie sauber die Kante aussieht.
In der Praxis geht es beim Schneiden von Aluminium nicht nur um die Maschinenleistung. Es geht darum, die Energie lange genug zu konzentrieren, um einen stabilen Schnitt zu erzeugen und gleichzeitig das geschmolzene Material aus der Schnittfuge zu entfernen. Ein dünnes Blech lässt sich zwar schnell schneiden, aber schlechte Einstellungen können trotzdem Grate oder sichtbare Kantenabdrücke hinterlassen. Mit zunehmender Blechdicke wird das Verfahren in der Regel weniger fehlerverzeihend.
Warum bedeutet schneidbares Material nicht immer eine stabile Produktion?
Dass ein Material schneidbar ist, ist nur der Ausgangspunkt. Eine stabile Produktion wirft schwierigere Fragen auf. Kann die Kante über die gesamte Platte hinweg konsistent bleiben? Bleibt der Grat niedrig genug, um eine manuelle Reinigung zu vermeiden? Kann das Teil ohne zusätzliche Arbeit gebogen, geschweißt, beschichtet oder montiert werden?
Dies ist der Punkt, an dem viele Projekte teurer werden als erwartet. Ein Teil mag einfach aussehen, aber wenn es eine saubere sichtbare Kante, viele Einstichstellen oder eine sehr geringe Nachbearbeitungszeit benötigt, entstehen die wirklichen Kosten oft erst nach dem Schnitt und nicht währenddessen.
Ist das Laserschneiden von Aluminium die richtige Wahl für Ihr Teil?
Das Laserschneiden ist in der Regel die bessere Wahl, wenn die Flexibilität der Konstruktion wichtiger ist als der Geschwindigkeitsvorteil eines speziellen Werkzeugs. Die bessere Frage ist, ob es zur Dicke des Teils, der Menge, der Merkmalsdichte, den Kantenanforderungen und dem nächsten Prozess passt.
Wann eignet sich das Laserschneiden für Aluminiumteile?
Das Laserschneiden funktioniert in der Regel am besten, wenn das Teil wechselnde Konturen, mehrere Schnittmerkmale oder ein geringes bis mittleres Volumen hat. In diesen Fällen liegt der Hauptvorteil in der Flexibilität. Konstruktionsänderungen können in der Produktion schnell umgesetzt werden, ohne auf neue Werkzeuge warten zu müssen.
Es eignet sich auch gut, wenn der Wert des Teils durch die Komplexität des Profils und nicht durch ein sehr hohes Wiederholungsvolumen bestimmt wird. Ändert sich die Geometrie häufig oder befindet sich das Projekt noch in der Entwicklung, ist das Laserschneiden oft der praktischere Weg.
Wasserstrahl, Stanzen oder Fräsen kann eine bessere Option sein.
Das Laserschneiden ist nicht immer die beste Lösung. Der Wasserstrahl kann die bessere Wahl sein, wenn die Hitzeeinwirkung sehr gering sein muss oder wenn die Dicke des Teils das thermische Schneiden weniger attraktiv macht. Stanzen kann für einfache, sich wiederholende Teile mit hohem Volumen besser geeignet sein. Auch das Fräsen kann für weniger anspruchsvolle Aluminiumteile mit einfacher Geometrie sinnvoll sein.
Das richtige Verfahren sollte den tatsächlichen Anforderungen an das Teil entsprechen, nicht nur dem Materialnamen. Ein Verfahren, das auf dem Papier schnell aussieht, kann immer noch die falsche Wahl sein, wenn die Kantenqualität, die Reinigung und die nachgeschaltete Verarbeitung berücksichtigt werden.
Welchen Einfluss haben Dicke, Menge und Teilegeometrie auf die Wahl des Verfahrens?
Die Dicke ändert die Entscheidung schnell. Je dicker das Aluminium wird, desto schwieriger wird es, die Kantenqualität und die Prozessstabilität aufrechtzuerhalten, und die Kosten steigen in der Regel. Auch die Menge spielt eine Rolle. Das Laserschneiden ist dort am stärksten, wo Flexibilität gefragt ist. Sobald das Teil stabil wird und das Volumen hoch ist, können andere Verfahren wirtschaftlicher werden.
Die Geometrie ist der dritte Filter. Kleine Löcher, dichte Feature-Muster, viele Lochstechpunkte und sichtbare Kanten können die Arbeit langsamer und empfindlicher machen. In der realen Produktion ist der beste Prozess in der Regel derjenige, der ein Gleichgewicht zwischen Feature-Komplexität, Kantenqualität und Gesamtfertigungskosten herstellt.
Welche Aluminiumsorten können lasergeschnitten werden?
Die meisten gängigen Aluminiumblechsorten können mit dem Laser geschnitten werden, aber sie sollten nicht so behandelt werden, als ob sie sich alle gleich verhalten würden. Die Wahl der Sorte wirkt sich nicht nur auf die Schneidbarkeit aus, sondern auch auf die Kantenbeschaffenheit, den Umformungsspielraum und darauf, wie gut sich das Teil in späteren Prozessen verarbeiten lässt.
Bei vielen Projekten ist die eigentliche Frage nicht nur, ob eine Sorte gekürzt werden kann, sondern auch, ob sie gekürzt werden sollte. Die eigentliche Frage ist, ob es noch Sinn macht, wenn der gesamte Herstellungsweg berücksichtigt wird.
Wie verhalten sich 5052, 6061 und andere gängige Güten unterschiedlich?
Bei der Bearbeitung von Aluminiumblechen liefert nicht immer die Sorte das beste Ergebnis, die auf dem Papier am besten aussieht. 5052 ist oft eine praktische Wahl für Blechteile, weil es eine gute Korrosionsbeständigkeit und gute Formbarkeit bietet. Deshalb wird es häufig für Klammern, Abdeckungen und Gehäusen. 6061 kann auch lasergeschnitten werden, wird aber häufiger gewählt, wenn die Festigkeit wichtiger ist als die Biegsamkeit.
Ein Teil kann in beiden Sorten gut geschnitten werden, aber das bessere Material kann sich ändern, wenn der Auftrag durch Umformung oder Montage ergänzt wird. Der Schneideschritt sollte die volle Funktion des Teils unterstützen und nicht allein das Material bestimmen.
Warum kann die Art der Legierung die Kantenbearbeitung und die Schnittstabilität beeinflussen?
Verschiedene Aluminiumsorten reagieren nicht in gleicher Weise auf Hitze. Selbst bei ähnlichen Einstellungen kann eine Sorte eine sauberere Kante aufweisen, während eine andere empfindlicher auf kleine Merkmale oder sichtbare Kanten reagiert.
Aus diesem Grund ist "Aluminium" als Materialwahl in der Produktionsplanung zu weit gefasst. Ein verstecktes Funktionsteil kann ein breiteres Prozessfenster akzeptieren. Ein sichtbares Teil oder ein Teil, das vor der Endbearbeitung saubere Kanten benötigt, braucht in der Regel ein engeres Fenster.
Wie beeinflussen die Beschaffenheit und die Ebenheit der Bleche das Endergebnis?
Die Sorte ist nur ein Teil des Bildes. Die Bogenbeschaffenheit beeinflusst auch die Schnittstabilität. Wenn die Platte nicht flach bleibt, wird der Düsenabstand weniger stabil, und die Kantenqualität kann sich im Nest verändern.
Auch die Oberflächenbeschaffenheit spielt eine Rolle. Schutzfolien, Kratzer, Verunreinigungen und eine uneinheitliche Blechqualität können das Einstechen und das Aussehen der Endkante beeinträchtigen. Diese Probleme verhindern zwar nicht den Schnitt, beeinträchtigen aber häufig die Wiederholbarkeit.
Wie schneidet man Aluminium am besten mit dem Laser?
Gutes Aluminiumschneiden hängt mehr von der Prozesssteuerung als vom Maschinennamen allein ab. Beim Aluminiumschneiden ist die Prozessstabilität in der Regel wichtiger als die Jagd nach der schnellstmöglichen Einstellung.
Warum ist der Faserlaser in der Regel die bevorzugte Option?
Ein Faserlaser wird in der Regel für Aluminium bevorzugt, da er in vielen Produktionsanwendungen besser mit reflektierendem Blechmaterial zurechtkommt. Er ist oft die praktischere Wahl, wenn sowohl Schneideffizienz als auch Prozessstabilität wichtig sind.
Das heißt aber nicht, dass jede Aluminiumarbeit einfach ist. Aluminium erfordert immer noch eine strengere Kontrolle als viele Teile aus Kohlenstoffstahl. Der Vorteil ist, dass ein Faserlaser in der Regel eine bessere Ausgangsbasis für eine stabile Blechproduktion bietet.
Stickstoff vs. Sauerstoff beim Laserschneiden von Aluminium
Das Hilfsgas hat einen direkten Einfluss auf den Zustand der Kante. Stickstoff wird häufig verwendet, wenn das Ziel eine saubere Kante mit weniger Oxidation ist. Dies ist in der Regel die bessere Lösung, wenn es auf das Aussehen ankommt oder wenn das Teil später endbearbeitet oder montiert werden soll.
Sauerstoff kann das Schneiden in einigen Fällen unterstützen, aber auch den Zustand der Kanten verändern. Deshalb sollte sich die Wahl des Gases an den tatsächlichen Anforderungen des Teils orientieren, nicht nur an der Schnittgeschwindigkeit. Eine sichtbare fertige Kante und eine verborgene funktionale Kante können unterschiedliche Ziele erfordern.
Wie wirken sich Geschwindigkeit, Fokus, Düsenzustand und Gasdruck auf die Qualität aus?
Diese Einstellungen funktionieren als ein System. Der Fokus beeinflusst, wo die Energie konzentriert wird. Die Geschwindigkeit beeinflusst, wie stabil die Schnittfuge bleibt. Der Gasdruck beeinflusst, wie gut geschmolzenes Material aus dem Schnitt gedrückt wird. Die Beschaffenheit der Düse beeinflusst den Gasfluss direkt an der Schneidzone.
In der Produktion zeigen sich die ersten Anzeichen einer Fehlanpassung in der Regel an der Kante. Der Grat wird stärker, die Krätze setzt sich ab oder die Schnittfläche verliert an Konsistenz. Die beste Methode zum Laserschneiden von Aluminium besteht nicht einfach darin, die Leistung zu erhöhen oder die Arbeit zu verlangsamen. Es geht darum, den gesamten Prozess vom Einstechen bis zur endgültigen Kantenbearbeitung stabil zu halten.
Häufige Probleme beim Laserschneiden von Aluminium
Die meisten Probleme beim Aluminiumschneiden sind keine isolierten Maschinenprobleme. Sie ergeben sich in der Regel aus dem Zusammenspiel von Materialverhalten, Feature-Geometrie und Prozessstabilität.
Warum entstehen Grate, Schlacken und raue Kanten?
Grate und Krätze entstehen in der Regel, wenn geschmolzenes Material nicht sauber aus der Schnittfuge entfernt wird. Dies kann passieren, wenn die Geschwindigkeit schlecht angepasst ist, der Gasfluss instabil ist, der Fokus nicht stimmt oder der Zustand der Düse schlecht ist. Bei der Aluminiumbearbeitung treten diese Probleme oft schnell auf, weil das Prozessfenster enger ist.
Raue Kanten sind oft ein frühes Warnzeichen. Das Teil kann sich zwar noch vom Blech lösen, aber der Schnitt ist nicht mehr ganz stabil. Bei einem dünnen Blech kann sich das als leichter Grat oder sichtbare Kantenmarkierungen zeigen. Bei dickeren Blechen zeigt sich dies oft durch anhaftende Krätze, eine stärkere Verjüngung oder eine weniger gleichmäßige Schnittfläche.
Warum können dünne Elemente und kleine Löcher ein Schnittrisiko darstellen?
Kleine Löcher, schmale Schlitze und feine Details erschweren die Kontrolle des Aluminiums, da sie den Raum für einen stabilen Wärmefluss und Schmelzeauswurf verringern. Das Teil kann zwar noch geschnitten werden, aber die Kantenqualität um diese Merkmale herum ist in der Regel empfindlicher als bei offenen Außenprofilen.
Aus diesem Grund kann eine Zeichnung, die einfach aussieht, in der Produktion trotzdem schwierig werden. Ein Teil mit vielen feinen Merkmalen, engen Schnittpfaden oder dichten Lochstempeln erfordert oft ein langsameres Schneiden, eine genauere Überwachung oder mehr Zeit für die Reinigung.
Wie können Wärmestau und Reflexion die Konsistenz beeinträchtigen?
Aluminium leitet Wärme schnell ab, aber es kann trotzdem zu einem lokalen Wärmestau kommen, wenn die Merkmale dicht sind oder die Schnittpfade eng beieinander liegen. Sobald dies geschieht, kann der Kantenzustand von einem Bereich des Teils zum anderen variieren.
Durch die Reflexion kommt eine weitere Ebene der Empfindlichkeit hinzu. Wenn der Prozess bereits an seine Grenzen stößt, kann das Reflexionsverhalten dazu führen, dass das Einstechen und die Kantenkonsistenz weniger stabil sind. Das Ergebnis ist oft eine ungleichmäßige Qualität im gesamten Nest und nicht nur ein offensichtlicher Fehlerpunkt.

Gestaltungsrichtlinien für das Laserschneiden von Aluminium
Zeichnungsentscheidungen beeinflussen oft die Ergebnisse des Aluminiumschneidens, bevor die Maschineneinstellungen es tun. Das Teiledesign hat einen direkten Einfluss auf die Schnittqualität, die Zykluszeit und die Gesamtkosten.
Mindestanzahl an Löchern, Schlitzen und feinen Details, die vor der Produktion überprüft werden müssen
Sehr kleine Löcher, schmale Schlitze und scharfe, feine Merkmale sind häufige Gefahrenquellen beim Schneiden von Aluminium. Es ist schwieriger, diese Details sauber zu durchstechen und über das gesamte Blech hinweg konsistent zu halten. Je näher die Größe des Merkmals an die Blechdicke heranreicht, desto empfindlicher reagiert der Schnitt in der Regel auf Grat, Konizität und lokale Rauheit.
Das bedeutet nicht, dass kleine Funktionen immer vermieden werden sollten. Es bedeutet, dass sie frühzeitig überprüft werden sollten. Eine geringfügige Vergrößerung der Bohrung oder der Schlitzbreite kann die Arbeit erleichtern und die Wiederholbarkeit erhöhen, ohne die Funktion des Teils zu verändern.
Sichere Abstände in der Nähe von Kanten, Biegungen und Verbindungsbereichen
Der Abstand zwischen den Merkmalen ist ebenso wichtig wie die Größe der Merkmale. Löcher, Schlitze und Ausschnitte, die zu nahe an der Außenkante platziert werden, können den Bereich schwächen und die Kantenqualität weniger stabil machen. Features, die zu nahe an einer zukünftigen Biegelinie platziert sind, können später auch Probleme beim Umformen verursachen.
Das gleiche Problem gilt für Schweißen und Montage Bereiche. Wenn die Schnittkante rau, überfüllt oder uneinheitlich ist, ist der nächste Prozess schwieriger zu steuern. Viele nachgelagerte Probleme beginnen mit einem flachen Muster, das auf dem Bildschirm akzeptabel aussieht, aber zu wenig Raum für stabiles Schneiden und Formen lässt.
Wie kann ein besseres Design die Nacharbeit reduzieren und die Schnittqualität verbessern?
Einfache Designänderungen machen oft einen großen Unterschied. Geringfügig größere Löcher, breitere Schlitze, glattere innere Übergänge und bessere Abstände können die Stabilität des Schnitts verbessern. Diese Änderungen können auch das manuelle Entgraten reduzieren und dazu beitragen, dass das Teil reibungsloser in die Biegen, Beschichtung oder Montage.
Bei gutem Aluminiumdesign geht es nicht nur darum, was gezeichnet werden kann. Es geht darum, was sich sauber schneiden, konsistent wiederholen und effizient über den gesamten Fertigungsweg verarbeiten lässt.

Laserschneiden von Aluminium Kostenfaktoren
Beim Schneiden von Aluminium steigen die Kosten oft an der Kante, bevor sie in der Maschinenzeit ansteigen. Dicke, Merkmalsdichte, Hilfsgas, Kantenanforderungen und Reinigungsarbeiten können den Endpreis verändern.
Was beeinflusst die Kosten über die Maschinenzeit hinaus?
Die Dicke ist einer der ersten Kostentreiber. Je dicker das Aluminium wird, desto schwieriger wird es, die Stabilität beim Schneiden aufrechtzuerhalten, und die Arbeit erfordert in der Regel eine bessere Prozesskontrolle. Auch die Geometrie spielt eine Rolle. Mehr innere Merkmale, mehr Einstichstellen und dichtere Schnittmuster bedeuten in der Regel mehr Zeit und mehr Möglichkeiten für Nacharbeiten.
Ein Teil kann auch dann teuer werden, wenn die äußere Form einfach aussieht. Feine Merkmale, enge Schnittpfade und strengere Anforderungen an die sichtbaren Kanten verlangsamen oft den Auftrag, weil der Prozess stärker kontrolliert werden muss.
Wann erhöhen Hilfsgas, enge Toleranzen und kosmetische Kanten den Preis?
Hilfsgas kann mehr kosten, als viele Teams erwarten. Stickstoff wird oft verwendet, um sauberere Kanten und eine geringere Oxidation zu erreichen, aber das erhöht in der Regel die Betriebskosten im Vergleich zu einem weniger anspruchsvollen Prozessziel.
Enge Toleranzen und kosmetische Kanten erhöhen die Kosten aus dem gleichen Grund. Sie reduzieren das nutzbare Prozessfenster und lassen weniger Raum für Grat, Krätze, Konizität oder Kantenabweichungen. Ein verstecktes Funktionsteil kann eine größere Bandbreite an Kantenbedingungen akzeptieren. Bei einer sichtbaren fertigen Kante ist dies in der Regel nicht der Fall.
Wie lassen sich Teilequalität, Geschwindigkeit und Herstellungskosten in Einklang bringen?
Das beste Kostenergebnis wird in der Regel durch Ausgewogenheit erzielt, nicht durch die Jagd nach der niedrigsten Schnittrate. Ein etwas größeres Loch, ein breiterer Schlitz oder ein praktischerer Kantenstandard können die Arbeit erleichtern und die Wiederholbarkeit erhöhen.
Aus diesem Grund ist die Kostenkontrolle bei Aluminium wirklich eine technische Entscheidung. Das Ziel besteht nicht nur darin, das Teil zu schneiden. Das Ziel ist es, es sauber genug für den nächsten Prozess zu schneiden, ohne für unnötige Kantenqualität, unnötige Säuberung oder vermeidbare Schwierigkeiten bei den Merkmalen zu bezahlen.
Wie prüft man die Qualität eines lasergeschnittenen Aluminiumteils?
Eine lasergeschnittene Kante ist nur dann gut, wenn sie den nächsten Prozess ohne zusätzliche Arbeit unterstützt. Die Schnittqualität ist nicht nur ein optisches Ergebnis. Sie wirkt sich auf Passform, Handhabungssicherheit und Endbearbeitung aus und bestimmt, wie leicht sich das Teil biegen, schweißen, beschichten oder montieren lässt.
Was ist bei der Kantenbearbeitung, der Verjüngung und der Schnittkonsistenz zu beachten?
Die erste Prüfung betrifft die Schnittkante selbst. Achten Sie auf Gratniveau, Krätzeanhaftung, Rauheit und allgemeine Gleichmäßigkeit der Kante. Eine gute Kante sollte über das gesamte Teil gleichmäßig sein, nicht nur in einem einfachen Bereich.
Auch die Konizität spielt eine Rolle. Wenn sich die Schnittbreite von oben nach unten zu stark ändert, sieht das Teil auf den ersten Blick vielleicht noch akzeptabel aus, aber die Passform, das Aussehen und die Montage können weniger vorhersehbar werden. Konsistenz von Teil zu Teil ist ebenso wichtig wie ein gutes Muster.
Wann ist noch eine Entgratung oder Nachbearbeitung erforderlich?
Einige Aluminiumteile können mit sehr wenig Nacharbeit weiterverarbeitet werden. Andere müssen nach dem Schneiden noch entgratet, die Kanten gebrochen oder die Oberfläche vorbereitet werden. Dies hängt davon ab, wie das Teil verwendet werden soll.
Ein verstecktes Funktionsteil kann eine schärfere Kante vertragen. Ein Teil, das häufig gehandhabt, beschichtet, eloxiert oder sichtbar belassen wird, benötigt in der Regel eine strengere Kontrolle oder eine zusätzliche Endbearbeitung.
Wie wirkt sich die Schnittqualität auf das Biegen, Schweißen, Beschichten und Montieren aus?
Die Schnittqualität wirkt sich direkt auf die spätere Produktion aus. Grate und raue Kanten können die Passgenauigkeit beeinträchtigen, mehr Vorbereitungsarbeit vor dem Schweißen erfordern und die Handhabung unsicherer machen.
Das Gleiche gilt für die Formgebung und Montage. Scharfe oder uneinheitliche Kanten mögen auf dem Papier akzeptabel aussehen, aber sie können die Arbeit später verlangsamen. Ein lasergeschnittenes Aluminiumteil ist nur dann erfolgreich, wenn es den gesamten Fertigungsprozess unterstützt.
Schlussfolgerung
Das Laserschneiden von Aluminium ist ein praktisches Verfahren, aber es sollte nach der Produktionsstabilität und nicht nur nach der Schnittfähigkeit beurteilt werden. Materialqualität, Blechbeschaffenheit, Feature-Design, Hilfsgas, Kantenstandard und nachgelagerte Verarbeitung beeinflussen das Ergebnis.
Aus diesem Grund werden die besten Entscheidungen beim Schneiden von Aluminium in der Regel auf der Ebene des jeweiligen Teils getroffen. Ein Verfahren, das sich gut für eine verdeckte Halterung eignet, ist möglicherweise nicht die richtige Wahl für eine sichtbare Platte, ein beschichtetes Gehäuse oder ein Teil, das für das Schweißen und die Montage sauber eingepasst werden muss.
Brauchen Sie Hilfe bei der Überprüfung eines lasergeschnittenen Aluminiumteils?
Ein Teil kann auf der Zeichnung leicht zu schneiden aussehen, aber das tatsächliche Produktionsrisiko zeigt sich oft in der Qualität der Kanten, kleinen Merkmalen, Biegebereichen oder späteren Nachbearbeitungsschritten. Eine frühzeitige Überprüfung spart in der Regel mehr Zeit und Kosten als die Korrektur des Prozesses nach Beginn des Schneidens.
Wenn Sie an einer Aluminiumhalterung, einer Abdeckung, einem Paneel, einem Gehäuse oder einem kundenspezifischen Blechteil arbeiten, kann eine Zeichnungsprüfung vor der Produktion dabei helfen, festzustellen, ob das Laserschneiden das richtige Verfahren ist, welche Kantenqualität realistisch ist und wo die größten Kostenrisiken auftreten können.