
Das Stanzen von Blechen ist eines der gängigsten Verfahren in der Metallverarbeitung. Es schneidet flache Bleche in genaue Formen für die weitere Umformung oder Montage. Das Verfahren ist schnell, einheitlich und kostengünstig. Deshalb ist es ideal für die Herstellung vieler identischer Teile.
In den letzten Jahren haben die Hersteller engere Toleranzen und sauberere Kanten gefordert. Dieser Bedarf hat zu Verbesserungen in der Stanztechnologie geführt. Traditionelle mechanische Pressen werden immer noch verwendet, aber servogesteuerte und Präzisionssysteme werden immer beliebter. Bevor wir uns mit diesen neueren Methoden befassen, ist es hilfreich zu verstehen, was Stanzen ist und wie es funktioniert.

Was ist eine Blechabdeckung??
Das Blechschneiden ist ein Kaltschneideverfahren, bei dem ein flaches Blech mit Hilfe eines Stempels und einer Matrize geformt wird. Das ausgeschnittene Teil - der Rohling - wird zum fertigen Teil. Das übrig gebliebene Blech wird in der Regel recycelt.
Sie sieht ähnlich aus wie Stanzen, aber der Zweck ist ein anderer:
- Ausblendung: Das ausgeschnittene Stück ist der letzte Teil.
- Stanzen: wird das verbleibende Blatt mit Löchern verwendet.
Durch das Stanzen können glatte Kanten und präzise Abmessungen in einem Arbeitsgang erzeugt werden. Außerdem bleibt die Festigkeit des Metalls erhalten, da es nicht erhitzt wird.
Dieses Verfahren funktioniert in der Regel bei Blechdicken von 0,5 mm bis 5 mm, obwohl spezielle Maschinen auch dickere Materialien bearbeiten können. Zu den gängigen Materialien gehören Baustahl, Edelstahl, Aluminium, Messing und Kupfer.
Wie der Blanking-Prozess funktioniert?
Das Stanzen ist ein kontrollierter Schnittvorgang. Jede Stufe wirkt sich auf die Kantenqualität, die Werkzeugstandzeit und die Produktionsgeschwindigkeit aus.
Schritt 1. Materialvorbereitung
Die Wahl des richtigen Materials ist der erste Schritt. Eigenschaften wie Zugfestigkeit, Duktilität und Faserrichtung beeinflussen, wie sich das Blech schneiden lässt. Die Bleche werden in der Regel vor der Verarbeitung geglättet und gereinigt. Das Entfernen von Öl, Schmutz oder Oxidablagerungen hilft, Werkzeugverschleiß und ungleichmäßige Kanten zu vermeiden.
Schritt 2. Werkzeug einrichten
Die wichtigsten Werkzeuge sind der Stempel, die Matrize, die Abstreifplatte und die Führungsstifte. Der Abstand zwischen Stempel und Matrize ist entscheidend. Er bestimmt, wie sauber der Schnitt ist und wie lange die Werkzeuge halten.
Eine allgemeine Regel für Baustahl lautet:
Freiraum = 5-10% × Blechdicke
Bei härteren Materialien wie rostfreiem Stahl sollten Sie einen etwas größeren Abstand (8-12%) verwenden, um den Werkzeugverschleiß zu verringern.
Schritt 3. Einspannen und Ausrichten
Vor dem Schneiden muss das Blech fest eingespannt und ausgerichtet werden. Bei manuellen Anlagen verwenden die Bediener Anschläge und Fixierstifte. In automatisierten Systemen bewegen Servo-Vorschübe den Streifen für jeden Hub in die richtige Position.
Die exakte Ausrichtung gewährleistet, dass jeder Rohling an der richtigen Stelle geschnitten wird. Dies verbessert die Materialnutzung und verhindert das Reißen.
Schritt 4. Schneidestrich
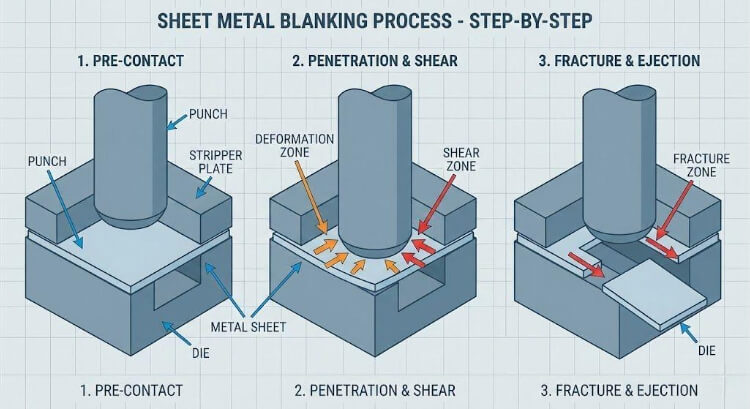
Sobald die Presse anläuft, stößt der Stempel in das Metall. Der Schneidvorgang erfolgt in drei Stufen:
- Elastische Verformung - Das Blatt biegt sich leicht.
- Plastische Verformung - Das Metall beginnt zu scheren.
- Fraktur - Der Rohling löst sich vom Blatt.
Schritt 5. Inspektion und Abfallbeseitigung
Nach dem Schneiden werden die Rohlinge auf Maßhaltigkeit, Grathöhe und Kantenebenheit geprüft. Automatisierte Systeme verwenden häufig Laser- oder Bildverarbeitungssysteme, um die Teile direkt an der Produktionslinie zu messen.
Grundlagen der Werkzeugkonstruktion
Ein Stanzwerkzeug ist mehr als nur ein Schneidewerkzeug - es ist ein Präzisionssystem, das definiert, wie der Bogen getrennt wird.
Ein typischer Würfelsatz besteht aus folgenden Teilen:
- Stanz- und Prägestempel-Set - formt den Rohling.
- Abstreifplatte - entfernt das abgeschnittene Teil aus dem Stempel.
- Führungsstifte und Buchsen - alles während des Betriebs in einer Linie halten.
Stempel und Matrize Geometrie
Die Form des Stempels definiert den endgültigen Rohling, während die Öffnung der Matrize für den Freiraum sorgt. Scharfe Kanten ergeben glattere Schnitte. Der Abstand bestimmt, wie viel von der Kante zu einer seidigen, brünierten Zone und wie viel zu einer rauen, gebrochenen Zone wird.
Werkzeugmaterial und Beschichtungen
Zu den gängigen Werkzeugmaterialien gehören D2, SKD11 und Wolframkarbid. Bei Hartmetallen wie Edelstahl oder Titan können Beschichtungen wie TiN oder AlCrN die Lebensdauer der Werkzeuge um das Zwei- bis Dreifache verlängern.
Schmierung und Kühlung
Die Schmierung verringert die Reibung und sorgt für eine glatte Oberfläche. Automatisierte Systeme verwenden Sprühnebel- oder Rollensprühgeräte für eine gleichmäßige Beschichtung. Eine gute Schmierung verringert auch die Wärmeentwicklung der Werkzeuge und trägt dazu bei, die Schärfe der Kanten zu erhalten.
Arten von Ausblendvorgängen
Es gibt verschiedene Formen des Stanzens, die von der Konstruktion des Teils, dem Volumen und der Produktionsmethode abhängen. Bei der Auswahl der richtigen Form müssen Kosten und Qualität der Ausgabe in Einklang gebracht werden.
Konventionelle Ausblendung
Dies ist die einfachste Methode. Ein Stempelhub schneidet den Rohling aus dem Blech. Es ist schnell und kostengünstig und daher ideal für mittelpräzise Teile wie Halterungen, Unterlegscheiben und Abdeckungen. Typischer Toleranzbereich: ±0,05-0,1 mm, je nach Material und Abstandseinstellung.
Progressives Stanzen
Bei diesem Verfahren durchläuft das Blechband mehrere Stationen innerhalb einer einzigen Matrize. Jede Station führt eine Aktion aus - wie z. B. Lochen oder Formen - bis das Teil beim letzten Hub vollständig hergestellt ist. Dieses Verfahren eignet sich perfekt für die Produktion hoher Stückzahlen vom Band und kann ein Teil pro Sekunde herstellen.
Zusammengesetztes Stanzen
Verbundstempel stanzen und lochen im gleichen Arbeitsgang. Diese ausgewogene Schneidwirkung sorgt für hervorragende Ebenheit und Maßgenauigkeit. Sie werden üblicherweise für Flansche, Motorbleche und Präzisionsscheiben verwendet.
Kontinuierliche Streifenausblendung
Hier wird eine kontinuierliche Metallspule durch die Matrize geführt und schneidet ein oder mehrere Teile pro Hub. Dieser Ansatz verbessert die Effizienz und minimiert den Abfall, insbesondere bei Automobilklammern, elektrischen Anschlüssen und Steckern.
Kombinierte und sekundäre Operationen
Stanzen kann mit Biegen, Prägen oder Prägen in einer Einrichtung kombiniert werden. Diese Methode verwandelt einen einfachen Schneidprozess in eine nahezu fertige Teileproduktion, spart Zeit und verbessert die Ebenheit.
Für die Ausblendung verwendete Materialien
| Material | Merkmale | Empfohlener Freiraum | Gemeinsame Anwendungen |
| Baustahl | Einfach zu gestalten und kostengünstig | 5-8% t | Halterungen, Platten |
| Rostfreier Stahl | Stark und korrosionsbeständig | 7-10% t | Küchengeräte, medizinische Teile |
| Aluminium | Leicht und weich; kann an Werkzeugen haften | 8-12% t | Gehäuse, Kühlkörper |
| Kupfer/Messing | Leitfähiges und sauberes Schneiden | 6-9% t | Elektrische Anschlüsse |
Die richtige Materialwahl trägt zur Erhaltung der Kantenqualität und der Lebensdauer des Werkzeugs bei. Verschiedene Metalle verhalten sich unter Druck unterschiedlich, so dass Spiel und Presskraft angepasst werden müssen.
Qualitäts-Tipp: Richten Sie bei spröden Materialien wie Edelstahl 304 die Faserrichtung auf den kürzesten Schnitt aus, um ein Ausreißen der Kanten zu vermeiden.
Dicke und Kraft
Die meisten Pressen verarbeiten Blechdicken von 0,5 mm bis 6 mm. Stärkere Bleche benötigen mehr Kraft, geschätzt um:
F=L×t×τ
Beispiel:
Für ein 2 mm dickes Edelstahlblech mit einem Umfang von 150 mm und einer Scherfestigkeit von 600 N/mm²:
F=150×2×600=180,000N=180kN
Vorteile und Beschränkungen
Das Stanzen von Blechen ist für seine Schnelligkeit, Genauigkeit und geringen Kosten in der Großserienproduktion bekannt. Doch wie jedes Verfahren hat auch dieses seine Grenzen. Beide zu verstehen, hilft Ingenieuren, den richtigen Ansatz für jedes Projekt zu wählen.
Vorteile
Hochdimensionale Exaktheit
Moderne Stanzpressen können mit gut gefertigten Werkzeugen Toleranzen von ±0,05 mm oder besser erreichen. Ein stabiles Spiel und starke Pressenrahmen ermöglichen eine gleichbleibende Qualität über Tausende von Zyklen hinweg - das macht das Stanzen ideal für Arbeiten mit engen Toleranzen in der Automobil- oder Elektronikfertigung.
Hervorragende Wiederholgenauigkeit und Geschwindigkeit
Sobald das Werkzeug eingerichtet ist, wird mit jedem Hub ein Duplikat des letzten Teils hergestellt. Zykluszeiten von weniger als 1 Sekunde sind bei Folgesystemen mit Spulenvorschub Standard. Diese Wiederholgenauigkeit ist ein wesentlicher Grund dafür, dass das Stanzen nach wie vor das Herzstück von Hochgeschwindigkeitsstanzanlagen weltweit ist.
Niedrige Kosten pro Einheit im Maßstab
Während der Werkzeugbau bis zu 40% der anfänglichen Projektkosten ausmachen kann, sinkt der Preis pro Teil schnell, wenn der Ausstoß steigt. Bei einem Produktionsvolumen von über 50.000 Teilen kostet das Stanzen oft 30-50% weniger pro Stück als das Laserschneiden oder die spanende Bearbeitung.
Effiziente Nutzung von Material
Ein gutes Werkzeugdesign kann eine Blechausnutzung von 90-95% erreichen. Schrott lässt sich leicht recyceln, und automatische Entnahmesysteme tragen zur Abfallreduzierung und Nachhaltigkeit bei.
Kaltverfahren - keine Hitzeschäden
Beim Stanzen wird das Metall mechanisch und nicht thermisch geschnitten. Dadurch wird eine wärmebeeinflusste Zone (WEZ) vermieden und die Festigkeit und Oberflächenbeschaffenheit des Materials beibehalten, wodurch die Notwendigkeit eines zusätzlichen Polierens oder Glühens verringert wird.
Beschränkungen
Hohe Werkzeug- und Einrichtungskosten
Komplexe Formen sind teuer in der Konstruktion und Bearbeitung. Bei kleinen Chargen oder Prototypen überwiegen die Investitionen oft die Vorteile.
Eingeschränkte Design-Flexibilität
Jedes Werkzeug wird für eine bestimmte Form hergestellt. Selbst kleine Konstruktionsänderungen können neue Werkzeuge oder Nacharbeiten erfordern, was die Ausfallzeiten und Kosten erhöht.
Grate und Kantenverformung
Beim normalen Stanzen entstehen oft Grate von 0,03-0,08 mm Höhe. Unzureichendes Spiel oder stumpfe Werkzeuge können dies verschlimmern und erfordern eine Nachbearbeitung.
Werkzeugverschleiß und Wartung
Werkzeugkanten werden mit der Zeit stumpf. Beim Schneiden von rostfreiem Stahl oder verzinktem Material verschleißen die Werkzeuge 20-30% schneller als Weichstahl. Regelmäßiges Schärfen und Überprüfen der Ausrichtung sind für die Aufrechterhaltung der Präzision unerlässlich.
Lärm und Vibration
Mechanische Pressen können einen Schallpegel von über 85 dB erreichen, so dass die Bediener oft einen Gehörschutz oder eine schallisolierte Kabine benötigen.
Häufige Qualitätsprobleme und wie man sie optimiert
Selbst bei einer stabilen Einrichtung kann die Stanzleistung aufgrund von Werkzeugverschleiß, Ausrichtungsfehlern oder ungleichmäßigem Material abnehmen. Die frühzeitige Erkennung von Problemen hilft, eine gleichbleibende Qualität zu gewährleisten und den Ausschuss zu reduzieren.
1. Gratbildung
Die Ursache:
Zu viel Spiel, stumpfe Stempel oder mangelhafte Schmierung.
Reparieren:
- Halten Sie einen Abstand von 6-10% der Blechdicke ein.
- Schärfen Sie die Werkzeuge alle 100.000-200.000 Anschläge nach.
- Verwenden Sie Mikroschmierung oder Trockenfilmbeschichtungen.
- Tragen Sie TiCN- oder AlCrN-Beschichtungen auf, wenn Sie mit rostfreiem Stahl arbeiten.
2. Werkzeugverschleiß und Ausrichtungsfehler
Die Ursache:
Unsachgemäße Ausrichtung oder ungleichmäßige Belastung bei wiederholten Zyklen.
Reparieren:
- Prüfen Sie die Ausrichtung täglich mit Stiften oder Dübeln.
- Fügen Sie Lastsensoren hinzu, um unausgewogene Kräfte zu überwachen.
- Verwenden Sie Hartmetall- oder SKD11-Einsätze für längere Strecken.
- Verfolgen Sie die Lebensdauer der Werkzeuge und legen Sie Wartungspläne fest.
3. Materialverformung und Kantenwalzen
Die Ursache:
Dünne Bleche, die sich unter Druck, übermäßiger Kraft oder schwacher Ablösung biegen.
Reparieren:
- Druck der Abstreifplatte einstellen.
- Unterstützen Sie große Rohlinge mit Pads.
- Niedrigere Hubgeschwindigkeit für dünnes Aluminium.
- Verwenden Sie Feinschneiden oder Vakuumsysteme für Platten, die dünner als 0,5 mm sind.
4. Dimensionaler Drift
Die Ursache:
Werkzeugverschleiß, Temperaturschwankungen oder ungleichmäßige Materialstärke.
Reparieren:
- Verwenden Sie die optische Inline-Inspektion für ein Live-Feedback.
- Automatische Spieleinstellung bei Servopressen.
- Erfassen Sie die Anzahl der Schläge, um das Nachschärfen zu planen.
5. Oberflächenkratzer und schlechte Schmierung
Die Ursache:
Unzureichende Beölung oder eingeklemmte Verunreinigungen zwischen dem Blech und der Matrize.
Reparieren:
- Verwenden Sie eine Walzen- oder Nebelschmierung für einen gleichmäßigen Auftrag.
- Reinigen Sie die Werkzeuge häufig, um Späne zu entfernen.
- Verwenden Sie Urethan-Abbeizmittel für dekorative oder gebürstete Edelstahlteile.
Branchenübergreifende Anwendungen
Das Stanzen von Blechen spielt eine wichtige Rolle in allen Branchen, die auf präzise, leichte und konsistente Metallteile angewiesen sind. Da es hohe Präzision mit hoher Geschwindigkeit kombiniert, überbrückt es die Lücke zwischen Prototyping und Serienfertigung.
Fahrzeugtechnik
Die Automobilindustrie ist bei der Herstellung von Bremsbelagrückenplatten, Kupplungsscheiben, Sitzhalterungen, Lenkungsschlössern und Aufhängungsgliedern in hohem Maße auf das Stanzen angewiesen. Progressive Linien können Geschwindigkeiten von 200 Hüben pro Minute erreichen, wodurch Hunderte von identischen Teilen aus einer einzigen Spule entstehen.
Feinschneiden ist besonders beliebt für Teile, die strenge Sicherheits- und Leistungsstandards erfüllen müssen. Es erzeugt glatte, vollständig abgescherte Kanten, die die Ermüdungsbeständigkeit verbessern und Geräusche und Vibrationen in Bremsenbaugruppen reduzieren.
Elektronik und elektrische Ausrüstung
In der Elektronik sind Präzision und Leitfähigkeit von höchster Bedeutung. Stanzteile werden für die Herstellung von Motorblechen, Abschirmrahmen, Anschlüssen und Kontaktplatten aus Kupfer und Messing verwendet. Diese Materialien erfordern eine genaue Maßkontrolle, um eine zuverlässige elektrische Leistung zu gewährleisten.
Moderne Servopressen können dünne Folien unter 0,3 mm für Miniatursensoren und -stecker mit einer Toleranz von ±0,03 mm stanzen.
Gehäuse für Haushaltsgeräte und Industrieanlagen
Hersteller von HLK-Geräten, Beleuchtungskörpern und Schalttafeln verwenden Stanzteile, um flache Platten, Halterungen und Rahmen herzustellen. Die glatten, gratfreien Kanten tragen dazu bei, die Montage zu beschleunigen und gewährleisten eine dichte Abdichtung beim Zusammenfügen der Teile.
Automatisierte Coil-Zuführungs- und Stapelsysteme ermöglichen eine 24-Stunden-Produktion, die die Produktivität steigert und gleichzeitig die Arbeitskosten senkt.
Luft- und Raumfahrt und Energiesysteme
In der Luft- und Raumfahrt sowie im Bereich der erneuerbaren Energien ist das Verhältnis von Festigkeit zu Gewicht am höchsten.
Das Stanzen wird zum Formen von Titanhalterungen, Edelstahlklammern und EV-Batterieplatten verwendet, wo Präzision und saubere Kanten entscheidend sind.
Servobetriebene Pressen helfen, die Schnittkraft zu kontrollieren und Mikrorisse zu vermeiden, so dass die Teile die strengen Zuverlässigkeitsstandards erfüllen.

Schlussfolgerung
Das Stanzen von Blechen ist nach wie vor eine der zuverlässigsten und kosteneffizientesten Schneidmethoden in der modernen Fertigung. Seine Fähigkeit, Millionen identischer Teile mit minimalem Ausschuss zu produzieren, macht es für Branchen, die sowohl Qualität als auch Geschwindigkeit verlangen, unverzichtbar.
Die heutigen servogesteuerten und mit Sensoren ausgestatteten Pressen bringen neue Präzision in den Prozess. Mit Funktionen wie Echtzeitüberwachung, automatischer Lastanpassung und Energiesparmodi hat sich das Stanzen zu einem innovativen, datengesteuerten Fertigungssystem entwickelt.
Suchen Sie einen Lieferanten, der hochpräzise Blechteile in großem Maßstab liefern kann? Unser Team bei TZR ist spezialisiert auf Servopressenstanzen, Präzisionswerkzeuge und automatisierte Coil-Fed-Fertigungslinien, die Ihren Anforderungen an Toleranz, Finish und Lieferzeit entsprechen. Senden Sie uns noch heute Ihre Zeichnungen oder Spezifikationenund unsere Ingenieure werden sie innerhalb von 24 Stunden prüfen, um ein maßgeschneidertes Angebot und DFM-Vorschläge zu unterbreiten.
FAQs
Was ist der Unterschied zwischen Stanzen und Prägen?
Das Stanzen ist ein spezifischer Vorgang innerhalb des Stanzens. Es schneidet eine Form aus, während das Stanzen auch das Biegen oder Formen umfassen kann.
Was ist der Unterschied zwischen Stanzen und Laserschneiden?
Das Laserschneiden eignet sich hervorragend für Kleinserien oder kundenspezifische Teile. Das Stanzen ist jedoch schneller, wiederholbarer und bei großen Stückzahlen kostengünstiger. Außerdem verursacht es keine Hitzeschäden.
Welche Materialien werden üblicherweise für den Zuschnitt verwendet?
Baustahl, rostfreier Stahl, Aluminium, Kupfer und Messing sind die gebräuchlichsten. Jedes Material erfordert eine eigene Spieleinstellung und Schmierungsart.
Wie können Hersteller ihre Effizienz verbessern?
Die Umrüstung auf Servopressen, die Optimierung der Schachtelanordnung und die Einführung einer vorausschauenden Wartung können die Produktivität steigern und die Lebensdauer der Werkzeuge verlängern.


