
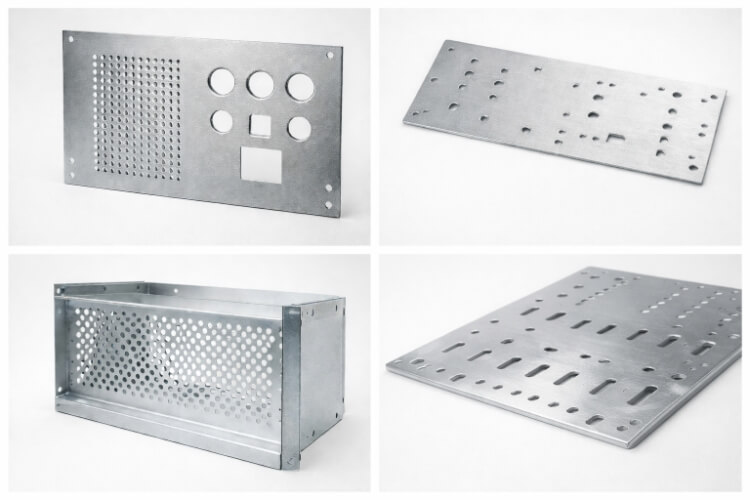
Jedes Blechwerk ist mehr als jedes andere auf ein Verfahren angewiesen - das Stanzen. Es wird für viele Zwecke verwendet, z. B. zur Herstellung von Lüftungslöchern in EV-Batteriegehäusen, von Montageschlitzen für Schalttafeln oder von Befestigungsmustern für industrielle Rahmen. Das Stanzen von Metall liefert schnelle, präzise Ergebnisse zu niedrigen Kosten.
Beim Stanzen wird mit einem gehärteten Stempel und einer Matrize Kraft auf ein flaches Metallblech ausgeübt. Wenn diese Kraft größer ist als die Scherfestigkeit des Materials, bricht das Metall sauber und bildet ein Loch oder einen Ausschnitt in der gewünschten Form.
Auch wenn Laser- und Wasserstrahlschneiden immer häufiger eingesetzt werden, ist das Stanzen nach wie vor die effizienteste Option für die Fertigung von Großserien. Es bietet eine hervorragende Wiederholbarkeit, niedrige Kosten pro Teil und passt gut zu Biege-, Umform- und Schweißvorgängen in der Werkstatt.
Für Ingenieure und Konstrukteure ist das Verständnis der Funktionsweise des Stanzens der Schlüssel zum Erreichen genauer, sauberer Kanten und langer Werkzeugstandzeiten. Werkzeugspiel, Kraftberechnung und Pressenausrichtung spielen alle eine wichtige Rolle für das Endergebnis.

Wie der Blechstanzprozess funktioniert?
Das Stanzen von Blechen ist ein kontrollierter Scherprozess zwischen einem Stempel und einer Matrize. Das Blech wird fest eingespannt, und die Presse führt einen einzigen Hub aus, der das Metall durchschneidet. Jeder Hub erzeugt ein Loch im Werkstück und einen Butzen (das entfernte Teil). Die Genauigkeit hängt von der Schärfe des Werkzeugs, dem Spiel und der Ausrichtung der Presse ab.
Schritt-für-Schritt-Zyklus
- Einspannen und Positionieren - Das Blech wird in Position gebracht und festgeklemmt.
- Schlaganfall - Der Stempel bewegt sich nach unten und drückt das Metall in die Matrizenöffnung.
- Elastische und plastische Verformung - Das Metall biegt sich zunächst leicht und schert dann ab, sobald die Spannung seine Streckgrenze überschreitet.
- Fraktur und Auswurf - Das Material wird sauber abgetrennt. Der Rohling fällt durch die Matrize, und der Stempel zieht sich für den nächsten Hub zurück.
Eine gestanzte Kante weist vier Zonen auf: Überschlag, Glättung, Bruch und Grat. Die Einstellung des Abstands zwischen Stempel und Matrize hilft, Grate zu reduzieren und eine glattere Kante zu erzeugen.
Prozess-Variationen
Jeder Arbeitsgang dient einem bestimmten Zweck - zum Belüften, Montieren oder zur Gewichtsreduzierung. Viele Pressen können mehrere Vorgänge in einem Arbeitsgang kombinieren, um die Effizienz zu steigern.
Ausrüstung für das Stanzen von Metall
Die richtige Kombination aus Maschine und Werkzeug macht das Stanzen effizient und zuverlässig. Die Art der Presse bestimmt die Geschwindigkeit, die Genauigkeit und die Lebensdauer der Werkzeuge.
Mechanische Presse
Eine mechanische Presse arbeitet mit einem Schwungrad- und Kurbelsystem, das schnelle Hübe ermöglicht - in der Regel 200 bis 600 pro Minute. Sie ist ideal für dünne Bleche und große Produktionsserien. Die Bewegung ist präzise und gleichmäßig, obwohl Hublänge und Kraft festgelegt sind.
Hydraulische Presse
Eine hydraulische Presse nutzt den Druck einer Flüssigkeit, um einen Kolben zu drücken, der über den gesamten Hub eine gleichmäßige Kraft ausübt. Sie eignet sich gut für dickere Materialien oder kombinierte Bildung und Einstechen. Sie ist langsamer als eine mechanische Presse, bietet aber eine bessere Tiefenkontrolle und weniger Vibrationen.
CNC-Revolverkopfpresse
In modernen Werkstätten werden häufig CNC-Stanzmaschinen für flexible, hochpräzise Arbeiten eingesetzt. Ein rotierender Revolver hält viele Stempel und Matrizensätze und ermöglicht einen automatischen Werkzeugwechsel und computergesteuerte Bewegungen. Diese Maschinen können Bleche mit einer Dicke von bis zu 6 mm verarbeiten und mehrere Teile auf einem einzigen Blech anordnen, um Material zu sparen.
Materialüberlegungen - Verhalten unter Scherung
Verschiedene Metalle reagieren unterschiedlich auf das Stanzen. Zu den wichtigsten Faktoren gehören Duktilität, Härte und Faserrichtung. Die Kenntnis dieser Faktoren hilft den Ingenieuren, die richtige Tonnage, den richtigen Abstand und das richtige Werkzeugmaterial auszuwählen.
Üblicherweise gestanzte Metalle
Beispiel für Kraft und Scherung
Die Stanzkraft (F) kann wie folgt berechnet werden:
F=L×T×τ
Wo L = Umfang (mm), T = Dicke (mm), und τ = Scherfestigkeit des Materials (MPa)
Beispiel: Stanzen eines 10-mm-Lochs in 1 mm Edelstahl (τ ≈ 450 MPa):
F = π × 10 mm × 1 mm × 450 MPa ≈ 14 kN (1,4 Tonnen).
Ingenieure fügen oft einen 1,2-1,4-fachen Sicherheitsfaktor hinzu, um Schwankungen und Verschleiß auszugleichen.
Verhalten von Materialkanten
Während des Stanzens durchläuft das Blech drei Phasen:
- Elastische Verformung - das Blech biegt sich unter Druck.
- Plastischer Fluss - Das Metall beginnt entlang der Stempelkante zu scheren.
- Ausbreitung von Brüchen - Die Risse breiten sich aus und der Schnitt wird vervollständigt.
Die Schnittkante weist in der Regel vier Zonen auf: Überschlag, Glättung, Bruch und Grat. Eine vernünftige Spaltkontrolle reduziert den Bruchbereich, und eine angemessene Schmierung hilft, die Grathöhe zu verringern.
Einige moderne Systeme verwenden Mikroschmierung oder Stickstoffkühlung, um die Hitze während des kontinuierlichen Stanzens zu kontrollieren. Dies ist besonders nützlich bei der Bearbeitung von Aluminium oder Edelstahl.
Design- und Konstruktionsrichtlinien - Bauen im Hinblick auf die Herstellbarkeit
Eine gute Konstruktion verringert den Werkzeugverschleiß und verbessert die Stanzgeschwindigkeit. Die frühzeitige Berücksichtigung von Abständen, Lochgröße und Form in der CAD-Phase hilft, die Produktionskosten zu senken.
Lochform und Mindestgröße
Runde Löcher werden sauber gestanzt, weil sich die Belastung gleichmäßig verteilt. Bei unrunden Formen konzentriert sich die Belastung auf die Ecken, wodurch die Werkzeuge schneller verschleißen.
Zur Verbesserung der Leistung:
- Verwenden Sie Ausrundungsradien ≥ 1,5× Dicke.
- Vermeiden Sie scharfe Innenwinkel (<90°).
- Bei Löchern, die kleiner als die Blechdicke sind, verwenden Sie eine Vorstanzung und reiben Sie dann die Rundung auf.
Lochabstände und Randabstände
Jedes gestanzte Loch schwächt das Material um es herum. Halten Sie einen Abstand von mindestens 2× der Dicke zwischen den Löchern und vom Loch zum Rand ein. Bei einer 1,5 mm dicken Platte sollten die Abstände mindestens 3 mm betragen. Dies verhindert Risse und trägt dazu bei, die Ebenheit zu erhalten.
Toleranz und Qualitätskontrolle - Aufrechterhaltung der Genauigkeit bei Produktionsgeschwindigkeit
Präzision beim Stanzen von Blechen hängt von der Kontrolle ab, nicht von der Leistung allein. Eine gut eingestellte Presse, scharfe Werkzeuge und eine gleichmäßige Materialzufuhr sorgen für wiederholbare Genauigkeit.
Abmessungstoleranz
Moderne CNC-Stanzmaschinen können bei dünnen Blechen eine Toleranz von ±0,1 mm und bei dickeren Blechen von ±0,2 mm einhalten. Mehrere Faktoren beeinflussen die Toleranzstabilität:
- Werkzeugverschleiß: Stumpfe Stanzen verursachen Abweichungen in der Lochgröße und größere Grate.
- Materialrückfederung: härtere Metalle erholen sich nach dem Stanzen leicht.
- Ausrichtung der Maschine: Schon ein Versatz von 0,05 mm zwischen Stempel und Matrize kann das Endergebnis verändern.
Regelmäßige Kalibrierung hält die Maschinen konsistent. Der Einsatz von KMGs oder Laserausrichtungssystemen hilft bei der Überprüfung der Genauigkeit. Wenn sehr enge Passungen erforderlich sind, führen die Ingenieure oft ein zweites Reiben oder Lasertrimmen durch, um die Abmessungen fein abzustimmen.
Grathöhe und Oberflächenbeschaffenheit
Die Grathöhe ist ein schnelles und zuverlässiges Maß für den Zustand des Werkzeugs. Bei einer stabilen Produktion sollte die Grathöhe weniger als 10% der Blechdicke betragen. Wenn sie diesen Wert überschreitet, bedeutet dies in der Regel, dass der Abstand zu groß, der Stempel stumpf oder die Schmierung schlecht ist.
Zur Erhaltung der Oberflächenqualität:
- Ständige Schmierung zur Verringerung der Reibung.
- Reinigen Sie die Blätter vor dem Stanzen, um Oberflächenabdrücke zu vermeiden.
- Verfolgen Sie Grathöhen-Trends, um die Werkzeugwartung frühzeitig zu planen.
Reduzierung des Materialabfalls - intelligente Verschachtelung und Bogenverwendung
Effizienter Materialeinsatz verbessert direkt den Gewinn. Beim Stanzen von Blechen trägt die intelligente Verschachtelung dazu bei, den Ertrag aus jedem Blech zu maximieren und den Ausschuss zu reduzieren.
CNC-Nesting-Optimierung
Moderne CNC-Stanzsoftware ordnet die Teile automatisch an, um die Materialnutzung zu optimieren. Sie simuliert die Verfahrwege der Stanzen, reduziert Leerlaufbewegungen und verbessert die Blechausnutzung. Ein gut geplantes Verschachtelungslayout kann die Materialausbeute um 15-25% im Vergleich zu manuellen Aufbauten verbessern.
Ingenieure verwenden auch das Common-Line-Punching, bei dem sich zwei Teile eine einzige Stanzkante teilen. Diese Methode spart Material und Werkzeugaufwand, erfordert jedoch eine präzise Ausrichtung, um Überlappungen oder Lücken zu vermeiden.
Schrottmanagement und Wiederverwendung
Selbst bei effizienten Layouts entstehen Stanzabfälle und Verschnitt. Die Sortierung wertvoller Materialien wie Edelstahl, Aluminium und Kupfer ermöglicht das Recycling des 80-90%. Ein Förderband oder ein magnetischer Kollektor unter der Matrize hält den Arbeitsbereich sauber und verhindert die Ansammlung von Butzen, die die Werkzeuge beschädigen könnten.
Vorteile und Grenzen des Stanzens von Metall
Vorteile
- Hohe Geschwindigkeit und hoher Durchsatz: Mechanische Pressen können Hunderte von Hüben pro Minute ausführen, ideal für sich wiederholende Lochmuster.
- Konsistenz und Reproduzierbarkeit: Einmal ausgerichtet, erzeugt jeder Hub identische Löcher, was die Genauigkeit über alle Chargen hinweg gewährleistet.
- Kosteneffizienz: Die Werkzeugkosten amortisieren sich schnell bei großen Stückzahlen, was die Kosten pro Teil reduziert.
- Material Vielseitigkeit: Funktioniert gut mit Baustahl, Edelstahl, Aluminium, Messing und Kupfer mit einer Dicke von 0,5-6 mm.
- Prozess-Integration: Stanzen kann mit Umformen, Prägen, Gewindeschneiden oder Markieren in einem Arbeitsgang kombiniert werden.
Beschränkungen
- Grenzen des Designs: Jede Form erfordert einen eigenen Stempel und eine eigene Matrize, was die Vorlaufzeit für einzigartige Designs verlängert.
- Grat-Bildung: Selbst bei optimierten Einstellungen bleiben kleine Grate zurück, die eventuell nachbearbeitet werden müssen.
- DickengrenzeÜber 6 mm sinkt die Stanzleistung; Laser- oder Plasmaschneiden funktioniert besser.
- Lärm und Vibration: Mechanische Pressen erzeugen laute Stöße, für die oft schalldichte Gehäuse erforderlich sind.
- Rüstzeit für Kleinserien: Bei kleinen Chargen oder Prototypen kann die Rüstzeit die Vorteile der Produktionsgeschwindigkeit überwiegen.
Vergleich mit anderen Schneideverfahren
Welches Schneidverfahren am besten geeignet ist, hängt von der Konstruktion, der Dicke und der Stückzahl der Teile ab. Hier sehen Sie, wie das Stanzen im Vergleich zum Laser- und Wasserstrahlschneiden abschneidet:
Praktische Anwendungen des Stanzens von Metall in der modernen Fertigung
Das Stanzen von Blechen ist ein wichtiger Vorgang in vielen Branchen, die präzise, wiederholbare Metallteile benötigen. Seine Schnelligkeit, Genauigkeit und Vielseitigkeit machen es zu einer der zuverlässigsten Fertigungsmethoden unserer Zeit.
Elektronik und elektrische Gehäuse
CNC-Stanzen wird für die Herstellung von Platten, Gehäusen und Abdeckungen für elektrische und elektronische Produkte verwendet. Es ermöglicht die schnelle Herstellung von Lüftungsöffnungen, Kabelanschlüssen und Montageschlitzen mit engen Toleranzen. Diese Details sind sowohl für die EMI-Abschirmung als auch für eine reibungslose Montage unerlässlich.
Automobil und Transport
In der Automobilherstellung wird das Stanzen für Teile wie Halterungen, Sitzrahmen, Batteriegehäuse und Verstärkungsplatten verwendet. Aufgrund seiner hohen Präzision sorgt es für eine gleichmäßige Ausrichtung der Löcher in der gesamten Baugruppe, wo selbst ein Fehler von 0,1 mm zu Fehlern führen kann.
HVAC und Haushaltsgeräteherstellung
Klimaanlagen, Kühlschränke und Kanalsysteme sind auf das Stanzen angewiesen, um Luftstromlöcher und Befestigungspunkte zu schaffen. Mit Revolverpressen können Fabriken täglich Tausende von Metallplatten mit minimalem manuellen Aufwand herstellen.
Industrieanlagen und Maschinengestelle
Beim Stanzen werden Grundplatten, Montageplatten und Stützstrukturen für Maschinen in der Automatisierungs- und Verpackungsindustrie hergestellt. In großen Baugruppen dienen diese gestanzten Löcher als Bezugspunkte für SchweißenVerschraubung oder mechanische Befestigung.
Erneuerbare Energien und Stromversorgungssysteme
Das Stanzen wird bei Rahmen für Solarmodule, Batteriekästen und Gehäusen für Windkraftanlagen eingesetzt. Es sorgt für eine leichte Struktur und gleichbleibende Genauigkeit, was für Teile, die lange Zeit im Freien stehen, unerlässlich ist.
Schlussfolgerung
Das Stanzen von Metall hat sich von einem manuellen Verfahren zu einer innovativen, datengesteuerten Methode entwickelt. Moderne CNC-Pressen nutzen heute Sensoren, Servomotoren und intelligente Steuerungssysteme, um jeden Hub präzise zu steuern.
Dank dieser Entwicklung gehört das Stanzen weiterhin zu den schnellsten, kostengünstigsten und präzisesten Blechbearbeitungsverfahren. Es verbindet traditionelle Fertigungsstärke mit digitaler Präzision und verwandelt einfache Löcher in Schlüsselmerkmale, die die Qualität der Teile bestimmen.
Wenn es bei Ihrem Projekt um Präzisionsblechstanzen, Materialauswahl oder Kleinserienfertigung geht, kann Ihnen unser Ingenieurteam helfen. Wir prüfen Ihre Zeichnungen, berechnen die korrekten Abstände und schlagen vor der Fertigung Verbesserungen vor. Kontaktieren Sie unsere Ingenieure noch heute um Ihren Entwurf zu besprechen.
FAQs
Was ist der Hauptzweck des Metallstanzens?
Beim Metallstanzen werden mit Hilfe eines Stempels und einer Matrize Löcher, Schlitze oder Formen in Metallbleche gestanzt. Es ist ideal für große Produktionsläufe, die gleichbleibende Präzision und Geschwindigkeit erfordern.
Wie unterscheidet sich das Stanzen vom Schneiden?
Beim Stanzen bleibt das Loch erhalten, und der Stanzabfall wird verschwendet. Beim Stanzen wird der Rohling zum fertigen Teil, und das verbleibende Blech ist Ausschuss. Für beide Verfahren wird derselbe Pressentyp verwendet.
Wie genau ist das CNC-Stanzen?
Das CNC-Stanzen bietet eine Genauigkeit von ±0,1 mm für dünne Bleche und ±0,2 mm für dickere Bleche. Die Ergebnisse hängen von der Schärfe des Werkzeugs, dem Spiel und der Ausrichtung der Presse ab.
Wodurch entstehen Grate, und wie können sie minimiert werden?
Grate entstehen durch abgenutzte Werkzeuge oder falsches Spiel. Die Einhaltung der richtigen Abstandsregeln (5-10% der Blechdicke), die Verwendung von Schmiermitteln und regelmäßiges Schärfen helfen, Grate zu reduzieren.


