
El estampado de aluminio es un proceso clave en la fabricación moderna de chapas metálicas. Convierte chapas planas de aluminio en piezas resistentes y precisas con gran eficacia. Desde paneles de carrocería de automóviles y carcasas de baterías hasta soportes industriales y marcos electrónicos, el estampado de aluminio ofrece velocidad, precisión y consistencia.
Los datos del sector muestran que la sustitución del acero por aluminio puede reducir el peso de la carrocería de un vehículo hasta 40%, lo que puede mejorar el ahorro de combustible o la autonomía de los vehículos eléctricos entre 6 y 8%. El diseño ligero es más que una tendencia: es una estrategia inteligente para el ahorro de energía, el rendimiento y la sostenibilidad.
Este artículo explica el proceso básico, las opciones de materiales y las prácticas de diseño que ayudan a los ingenieros a crear productos más ligeros e inteligentes.

Comprender el estampado de aluminio
El estampado de aluminio transforma chapas planas en componentes precisos y duraderos mediante presión y utillaje controlados. En esta sección se explican los principales tipos de proceso y cómo cada uno de ellos consigue precisión y eficacia.
Qué es el estampado de aluminio?
El estampado de aluminio utiliza una prensa y una matriz para dar forma o cortar láminas planas de aluminio. Cada golpe de prensa aplica una fuerza controlada que remodela el metal sin fundirlo ni mecanizarlo.
Las principales operaciones son el troquelado, la perforación, el doblado y la embutición. En la producción a gran escala, las matrices progresivas combinan estos pasos para alcanzar entre 60 y 120 golpes por minuto manteniendo tolerancias estrictas.
Tipos de operaciones de estampado de aluminio
Las distintas configuraciones de estampación sirven para diferentes objetivos de producción, desde piezas planas sencillas hasta carcasas profundas y complejas.
| Método | Descripción | El mejor caso de uso |
|---|---|---|
| Troquelado progresivo | Varias operaciones se suceden en una línea continua. | Piezas de gran volumen con tolerancias estrictas. |
| Estampación por transferencia | Cada pieza en bruto se desplaza a través de troqueles independientes con transferencia robotizada. | Componentes grandes o de gran calado. |
| Dibujo profundo | Forma tazas o recintos estirando chapas metálicas. | Carcasas de baterías, carcasas de aparatos. |
| Troquelado compuesto | Corta y moldea con una sola presión. | Piezas de volumen medio y complejidad moderada. |
| Cuatro Correderas / Multi-Correderas | Varias diapositivas se doblan desde diferentes direcciones a la vez. | Piezas electrónicas pequeñas y complejas. |
Características de los materiales que influyen en el estampado
El comportamiento del aluminio bajo presión determina el éxito del conformado. Exploremos por qué determinadas aleaciones, temperaturas y tratamientos superficiales marcan la diferencia en el rendimiento de la estampación.
Por qué el aluminio es ideal para el estampado?
El aluminio combina una resistencia ligera con una buena conformabilidad, lo que lo hace excelente para la estampación. Su densidad es de sólo 2,7 g/cm³, aproximadamente un tercio de la del acero, pero su resistencia específica sigue siendo alta. Sustituir el acero por aluminio puede reducir el peso hasta en 40% manteniendo la rigidez.
También forma una fina capa de óxido que protege contra la corrosión. La alta conductividad térmica y eléctrica del aluminio lo hace adecuado para carcasas y sistemas de refrigeración.
Desde el punto de vista medioambiental, el aluminio reciclado conserva más de 90% de su valor energético original, lo que favorece una producción sostenible.
Aleaciones de aluminio más utilizadas en estampación
La elección de la aleación adecuada equilibra resistencia, conformabilidad y coste.
| Aleación | Resistencia (MPa) | Formabilidad | Aplicaciones típicas |
|---|---|---|---|
| 1100-O | 90 | Excelente | Placas decorativas, reflectores |
| 3003-H14 | 130 | Bien | Paneles HVAC, cubiertas de electrodomésticos |
| 5052-H32 | 215 | Excelente equilibrio | Paneles de automoción, bastidores marinos |
| 6061-T6 | 275 | Moderado | Soportes estructurales, chasis EV |
| 7075-T6 | 505 | Bajo | Piezas aeroespaciales y de defensa |
Ingeniero Insight: El 5052-H32 ofrece un gran equilibrio: fuerte para los soportes pero lo suficientemente blando para el conformado progresivo. El 6061-T6 necesita más tonelaje y radios de esquina más precisos para evitar grietas en los bordes.
Estado del material y tratamientos superficiales
El estado del temple (O, H12, H32, etc.) afecta al comportamiento del aluminio durante el conformado. Los más blandos son más fáciles de estirar, pero pueden deformarse; los más duros mantienen mejor la forma, pero pueden agrietarse.
Para controlar la fricción y prolongar la vida útil de las herramientas, muchas fábricas utilizan lubricantes de película seca o revestimientos PVD como TiN o CrN. Tras el estampado, las piezas suelen anodizarse, recubrirse de polvo o someterse a un recubrimiento de conversión para protegerlas y mejorar su aspecto.
Pasos clave en el proceso de estampado de aluminio
Cada etapa, desde el corte hasta el acabado, define la calidad de la pieza. A continuación se explica cómo cada paso del proceso contribuye a la precisión, la repetibilidad y la suavidad de la superficie.
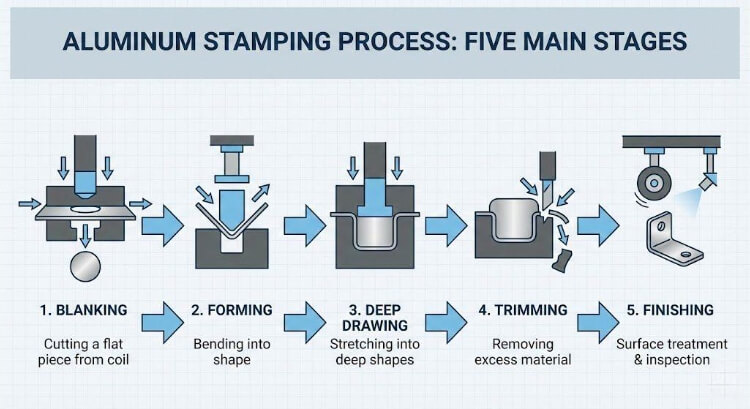
Blanqueo y perforación
El proceso de estampación comienza con el troquelado, en el que las planchas de aluminio se cortan con formas exactas mediante punzones y matrices. Un diseño de anidado bien planificado puede aumentar el uso de material en 15-25%, reduciendo la chatarra y el coste total.
A continuación viene la perforación, que añade agujeros o recortes. Mantener la separación entre punzón y matriz en torno a 6-10% del grosor de la chapa ayuda a evitar rebabas y bordes cónicos. Durante las tiradas de alta velocidad, los técnicos comprueban a menudo el filo del punzón y la alineación de la matriz.
Conformado y plegado
Una vez cortadas, las piezas en bruto pasan a prensas de conformado que les dan forma de contornos o ángulos. Debido a su elasticidad, el aluminio tiende a recuperar ligeramente su forma plana tras el doblado.
Para contrarrestarlo, los ingenieros recurren al sobredoblado o modifican la geometría de la matriz. Para la mayoría de las aleaciones, el radio de curvatura interior más pequeño debe ser 1,5 × espesor de chapa; 6061-T6 puede necesitar 2 ×.
Dibujo y acuñación
La embutición profunda convierte las piezas en bruto planas en piezas en forma de copa o concha. Unos radios suaves, una presión constante del portapiezas y una lubricación constante son los principales factores que evitan las arrugas o los desgarros.
Los resultados de la simulación muestran que la presión de equilibrado puede reducir la variación de la profundidad de embutición hasta 30% en comparación con el control manual.
El acuñado suele ser el último paso de precisión. Afina los bordes, aplana las superficies y mejora las zonas de sellado, lo que resulta ideal para cajas electrónicas o estancas a fluidos.
Recorte, desbarbado y acabado
Las piezas conformadas se recortan para eliminar el exceso de metal y se desbarban para suavizar los bordes. El cepillado automatizado y el acabado por vibración ayudan a producir resultados uniformes a escala.
El acabado de la superficie puede incluir el anodizado, el recubrimiento en polvo o el recubrimiento de conversión química, en función de dónde se vaya a utilizar la pieza. Estos tratamientos protegen contra la corrosión, mejoran el aspecto o mantienen la conductividad eléctrica.
Retos del proceso y consideraciones de ingeniería
Incluso los fabricantes experimentados se enfrentan a retos únicos con el aluminio. En las siguientes secciones se describen los problemas más comunes y las estrategias probadas para lograr resultados de conformado uniformes.
Problemas típicos del estampado de aluminio
| Defecto | Causa raíz | Resultado en Parte |
|---|---|---|
| Arrugas | Tensión de compresión desigual durante la embutición profunda | Paredes laterales onduladas |
| Cracking | Estiramiento excesivo o radio de curvatura pequeño | Desgarro de bordes |
| Galling | Pegado de metal entre el troquel y la chapa | Puntuación superficial |
| Springback | Recuperación elástica tras la flexión | Cambios de ángulo |
| Marcas superficiales | Matrices sucias o demasiada presión | Defectos estéticos |
Estrategias para superar los defectos
- Mejorar la geometría del troquel: Aumente los radios de los filetes y pula las esquinas de las matrices. Incluso un cambio de radio de 1 mm puede prolongar la vida útil de la matriz en 25%.
- Utilice una lubricación adecuada: Aplique lubricantes de película seca o revestimientos PVD como TiN o CrN para reducir la fricción.
- Control de la presión del depósito en blanco: Los servosistemas ajustan la presión automáticamente para mantener uniforme el flujo de material.
- Ajuste la temperatura: Precalentar el aluminio a 120-150°C para que las aleaciones duras sean más moldeables.
- Combinar la simulación con el SPC: Utilice la simulación de conformado y el control estadístico de procesos para detectar errores a tiempo.
Tolerancia y control dimensional
Las piezas de aluminio estampadas suelen tener una precisión de entre ±0,05 mm y ±0,10 mm. Para conseguirlo, las prensas utilizan la supervisión de la fuerza en tiempo real y la calibración periódica de la matriz.
Los cambios de temperatura o de grosor de la chapa pueden modificar lentamente las tolerancias. Las servoprensas modernas pueden ajustar automáticamente la altura de cierre y la carrera para corregirlo, lo que mejora el rendimiento hasta en 40% con respecto a los sistemas manuales.
Aplicaciones en todos los sectores
El estampado de aluminio impulsa la innovación en múltiples sectores. Vea cómo contribuye a crear productos más ligeros, resistentes y eficientes, desde vehículos hasta sistemas aeroespaciales.
Componentes para automóviles y vehículos eléctricos
Los sectores de la automoción y los vehículos eléctricos dependen en gran medida de la estampación de aluminio para cumplir los objetivos de construcción ligera y sostenibilidad. Sustituir el acero por aluminio puede reducir el peso total del vehículo en 15-20%, mejorar el ahorro de combustible en 6-8% y ampliar la autonomía de los vehículos eléctricos en 10-12%.
Las piezas de aluminio estampado incluyen paneles de carrocería, carcasas de batería, cajas de impacto, escudos térmicos y soportes. Estos componentes ofrecen resistencia a la corrosión, solidez y durabilidad, con un rendimiento fiable incluso en condiciones de vibración o ciclos térmicos.
Electrónica y dispositivos de consumo
En electrónica, el estampado de aluminio permite diseños finos, resistentes y atractivos, perfectos para marcos de portátiles, carcasas de LED y cajas de dispositivos de comunicación. Su conductividad térmica ayuda a eliminar el calor de forma natural, reduciendo la necesidad de componentes de refrigeración adicionales.
El aluminio estampado también proporciona Blindaje EMI/RFIprotegiendo los circuitos sensibles de las interferencias electromagnéticas. Los acabados superficiales como el anodizado y el revestimiento de conversión mejoran tanto el aspecto como la resistencia a la corrosión, añadiendo durabilidad a los productos de gama alta.
Equipos aeroespaciales e industriales
En el sector aeroespacial, el estampado de aluminio se utiliza para soportes, conductos, placas de montaje y carcasas de instrumentos. Las aleaciones de alta resistencia, como la 2024-T3 y la 7075-T6, alcanzan resistencias a la tracción superiores a 450 MPa, lo que mantiene la rigidez de las piezas al tiempo que reduce su peso en casi dos tercios en comparación con el acero.
Los componentes estampados suelen someterse después a mecanizado CNC o inspección CMM para cumplir las estrictas normas de precisión aeroespacial.
En la maquinaria industrial, el estampado de aluminio es habitual en carcasas de motores, paneles de ventilación y marcos de armarios. Resiste la oxidación y reduce las necesidades de mantenimiento, lo que contribuye a prolongar la vida útil de los equipos.

Consideraciones económicas y medioambientales
La eficiencia y la sostenibilidad van de la mano en la fabricación moderna. Examinemos cómo el estampado de aluminio equilibra el coste de producción con la responsabilidad medioambiental a largo plazo.
Eficiencia de costes en la producción
El estampado de aluminio ofrece un excelente equilibrio entre coste y rendimiento, especialmente para grandes series de producción. Aunque las planchas de aluminio cuestan más que las de acero dulce por kilogramo, la alta velocidad de estampado y la larga vida útil de las matrices compensan ese gasto. Las prensas modernas trabajan a 80-120 golpes por minuto, produciendo miles de piezas por hora.
Los sistemas de matrices progresivas reducen aún más los residuos y recortan el tiempo de mecanizado secundario. Las investigaciones demuestran que el estampado puede reducir el coste unitario en 20-30% en comparación con el mecanizado CNC o la fundición una vez que la producción supera las 10.000 piezas.
Sostenibilidad y reciclaje
El aluminio puede reciclarse infinitas veces sin perder calidad. Producir aluminio reciclado requiere solo 5% de la energía necesaria para fabricar metal nuevo y reduce las emisiones de CO₂ hasta en 95%.
Muchas fábricas utilizan ahora sistemas de reciclaje de circuito cerrado, que recogen los recortes y la chatarra directamente para refundirlos. Esto reduce los costes de materias primas y contribuye a los objetivos de sostenibilidad de la empresa.
Cadena mundial de suministro y normas de calidad
La mayoría de las plantas de estampación profesionales siguen los sistemas de calidad ISO 9001 o IATF 16949 para garantizar la coherencia de los procesos y una trazabilidad completa. La red de suministro de aluminio es ahora estable y global, con proveedores fiables de bobinas y chapas en Asia, Europa y Norteamérica.
Las fábricas avanzadas utilizan la supervisión en tiempo real, la inspección en línea y los sistemas SPC basados en la nube para detectar la desviación del tamaño al instante. Estas herramientas ayudan a mantener conjuntamente una alta precisión y velocidad de producción.
Consejos de diseño para el estampado de aluminio
Las grandes piezas estampadas empiezan con un diseño bien pensado. Los siguientes ejemplos muestran cómo la geometría, las tolerancias y el trabajo en equipo convierten las ideas en precisión fabricable.
Optimización para la fabricación
Un buen diseño de estampación equilibra la geometría, el flujo de material y la vida útil de la matriz. Incluso los pequeños detalles CAD pueden afectar a la eficiencia y al desgaste de las herramientas en la producción.
- Mantenga los radios de curvatura adecuados. Para la mayoría de las aleaciones, el radio de curvatura interior mínimo debe ser de 1-1,5× espesor de chapa. Para aleaciones más duras como 6061-T6, utilice 2× espesor para evitar grietas.
- Deje suficiente espacio libre entre los orificios. Mantenga los orificios al menos a 2× del grosor del material de las curvas para reducir la distorsión.
- Utiliza esquinas redondeadas. Los ángulos internos agudos provocan una acumulación de tensiones y un desgaste más rápido de la matriz; los ángulos redondeados duran más.
- Prever la recuperación elástica. Añadir 1-2° de sobredoblado para aleaciones 5052 o 6061 para compensar la recuperación elástica.
Ingeniero Insight:
Antes de la producción completa, los fabricantes de herramientas suelen realizar lotes de prueba cortos para medir el springback real. La actualización de los datos de doblado de estas pruebas puede reducir los índices de retrabajo hasta 30%.
Colaboración entre diseño y fabricación
Una estrecha coordinación entre los equipos de diseño y producción garantiza un estampado más fluido, rápido y económico. Una revisión del diseño para la fabricación (DFM) ayuda a detectar posibles problemas de conformado antes de comprometerse con el utillaje.
Por ejemplo, los diseñadores pueden elegir carcasas profundas con esquinas afiladas. Los ingenieros de fabricación pueden sugerir transiciones redondeadas para reducir la tensión durante el conformado. Las herramientas de simulación modernas, como AutoForm o PAM-STAMP, pueden predecir el adelgazamiento y los niveles de deformación con una precisión de ±10% de los valores reales, lo que ayuda a perfeccionar los diseños antes de cortar el acero para la matriz.
Consejo de diseño:
Comparta sus modelos 3D, necesidades de tolerancia y objetivos de producción con su proveedor de estampación. Ellos podrán recomendarle el mejor tonelaje de prensa, la mejor configuración de matrices y la mejor aleación para reducir el tiempo y el coste de las herramientas.
Opciones de superficie y acabado
Adecuado acabado mejora tanto la resistencia a la corrosión como la calidad visual de las piezas de aluminio estampado.
| Tipo de acabado | Propósito | Aplicaciones ideales |
|---|---|---|
| Anodizado | Crea una capa de óxido duro para la protección contra la corrosión y opciones de color | Paneles exteriores, carcasas de electrónica |
| Recubrimiento en polvo | Añade una superficie decorativa duradera resistente a los rayos UV y al desgaste | Cubiertas y cerramientos de electrodomésticos |
| Revestimiento de conversión (alodine) | Mejora la conductividad y la adherencia de la pintura | Conectores eléctricos, piezas aeroespaciales |
| Pulido mecánico / cepillado | Mejora la textura y el aspecto de la superficie | Productos de consumo, paneles visibles |
Ingeniero Insight:
Si la pieza necesita conductividad eléctrica, evite el anodizado completo. Su capa de óxido no es conductora. En su lugar, utilice un revestimiento de conversión de cromato para obtener protección y conductividad.
Conclusión
El estampado de aluminio combina precisión, escalabilidad y ecoeficiencia en un solo proceso. Permite a los ingenieros crear diseños más ligeros sin renunciar a la resistencia ni a la durabilidad.
Su adaptabilidad es lo que la hace potente, ya que sirve tanto para líneas EV de alta velocidad como para pequeños proyectos de prototipos. Cuando la elección de la aleación, la configuración de la matriz y el control del proceso están alineados, el estampado ofrece una calidad constante y un ahorro de costes.
¿Desea mejorar la eficacia y la calidad de sus proyectos de estampación de aluminio? Contacte con nuestro equipo de ingenieros para una revisión gratuita del diseño o el proceso. Le ayudaremos a elegir la aleación adecuada, a ajustar su proceso de conformado y a diseñar herramientas fiables a largo plazo.
Preguntas frecuentes
¿Qué aleaciones de aluminio son mejores para la embutición profunda?
Las calidades blandas y dúctiles como 3003-O y 5052-O son las que mejor funcionan. Se estiran fácilmente sin agrietarse y producen paredes lisas y uniformes en piezas embutidas.
¿En qué se diferencia la estampación en aluminio de la estampación en acero?
El aluminio necesita unos 40-60% menos de fuerza de conformado que el acero, pero muestra más springback. La alineación de la herramienta y el acabado de la superficie de la matriz deben ser más precisos para mantener la exactitud de la forma.
¿Pueden las servoprensas mejorar la precisión del estampado?
Sí, las servoprensas permiten velocidades de carrera y tiempos de permanencia variables. Este control reduce el springback y ayuda a mantener un espesor uniforme en aleaciones más resistentes.
¿Cuáles son los defectos de estampación más comunes y cómo prevenirlos?
Los defectos típicos incluyen arrugas, desgarros y gripado. Utilice radios de esquina más grandes, una lubricación constante y una presión equilibrada del portapiezas. La limpieza frecuente de las matrices evita la acumulación y las marcas superficiales.
¿Es rentable el estampado de aluminio para lotes pequeños?
Sí. Con troqueles modulares y prensas controladas por CNC, el estampado de aluminio es eficaz incluso para prototipos y tiradas cortas. Proporciona una precisión constante de las piezas antes de pasar a la producción en serie.