
Elegir el método de unión adecuado para chapas metálicas no es una cuestión de preferencias; es un cálculo estructural y económico. La decisión entre soldadura y remachado determina la capacidad de carga del conjunto, el cuello de botella de producción en la planta de la fábrica y el coste final por pieza.
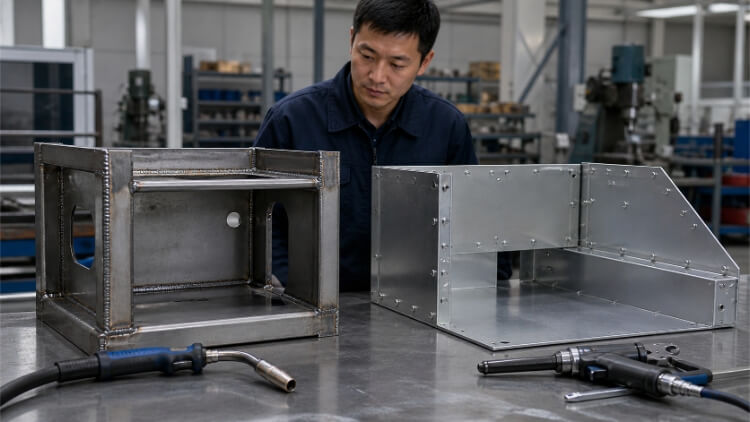
La soldadura funde los materiales en una estructura única y continua, ideal para cargas pesadas y requisitos estrictos de estanqueidad. El remachado se basa en fijaciones mecánicas para unir chapas superpuestas, lo que proporciona una solución de proceso en frío que evita la distorsión del material.
Tomar la decisión equivocada al principio de la fase de diseño puede provocar la deformación de chapas finas, el fracaso de las pruebas de vibración sobre el terreno o costes innecesarios de acabado secundario. Esta guía desglosa las realidades técnicas de ambos procesos para ayudarle a especificar la junta adecuada para su ensamblaje.
Soldadura frente a remachado
No existe un proceso universalmente "mejor" entre la soldadura y el remachado. La elección óptima viene determinada estrictamente por la función de la pieza, los materiales utilizados y el entorno de producción.
La soldadura forma una junta continua
Soldadura aplica un calor intenso para fundir los metales base (a menudo con un material de relleno), fusionándolos en una pieza continua. Es el proceso al que se recurre cuando un ensamblaje requiere la máxima rigidez, resistencia estructural permanente o estanqueidad absoluta a líquidos y gases.
El remachado forma una unión mecánica
Remachando es un proceso de conformado en frío. Consiste en perforar o taladrar agujeros, insertar un elemento de fijación y deformar la cola del remache para fijar las chapas. Es muy eficaz para unir metales de poco espesor, materiales sensibles al calor y metales distintos que no pueden fundirse.
La elección correcta depende de la función de la pieza
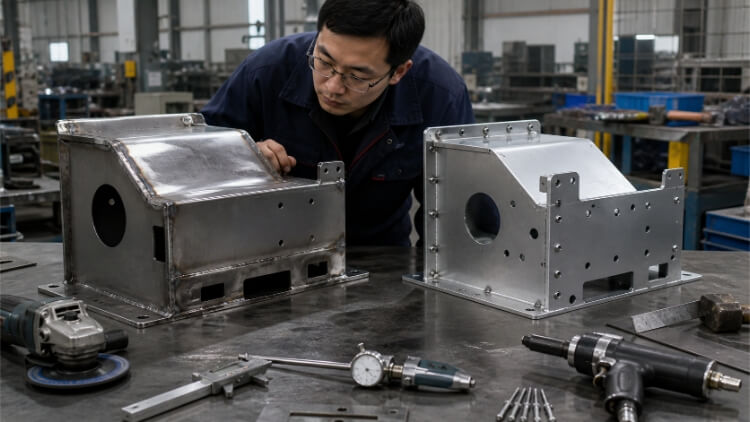
Los ingenieros deben evaluar las ventajas y desventajas. Una unión soldada ofrece un acabado estético perfecto, pero requiere mano de obra cualificada y corre el riesgo de distorsión térmica. Una unión remachada es rápida y muy repetible, pero deja visibles las cabezas de los tornillos y requiere solapar las bridas.
Tabla 1: Guía de selección rápida
| Requisito | Mejor elección | Razón |
| Alta resistencia estructural | Soldadura | Forma una junta continua |
| Resistencia a las fugas | Soldadura | Puede crear costuras selladas |
| Finas láminas termosensibles | Remachando | Evita la distorsión térmica de la soldadura |
| Materiales mixtos | Remachando | No se funden los metales comunes |
| Superficie exterior limpia | Soldadura | Sin cabezas de remache visibles |
| Fácil reparación | Remachando | Los remaches se pueden quitar y poner |
| Chapas revestidas o galvanizadas | Remachando | Reduce los daños en el revestimiento |
Qué cambia al soldar o remachar chapas metálicas?
El comportamiento físico de un ensamblaje de chapa metálica cambia significativamente en función de cómo se formen las uniones. Comprender estas diferencias mecánicas es fundamental para evitar fallos prematuros sobre el terreno.
Resistencia y trayectoria de la carga
Una soldadura correctamente ejecutada distribuye la tensión mecánica de forma continua a lo largo de toda la costura. La unión soldada suele ser tan resistente o más que el propio metal base.
En cambio, las uniones remachadas transfieren las cargas a través de puntos específicos y aislados. Taladrar o perforar agujeros para remaches elimina material de forma inherente, reduciendo el área de la sección transversal de la chapa y creando concentraciones de tensión localizadas en los bordes del agujero.
Vida útil a la fatiga bajo vibración
La rigidez no siempre es una ventaja. En entornos con vibraciones de alta frecuencia, como chasis de automóviles, recintos de transporte o maquinaria pesada, una soldadura muy rígida puede ser un inconveniente. Las cargas cíclicas constantes pueden provocar la formación de microfisuras y su propagación a través de la zona frágil afectada por el calor de la soldadura.
Las uniones remachadas poseen cierto grado de microflexibilidad. Esto permite al conjunto absorber y disipar ligeramente la energía de las vibraciones, lo que a menudo se traduce en una mayor vida útil a la fatiga bajo cargas dinámicas.
Entrada de calor y distorsión de la chapa fina
La soldadura genera una zona afectada por el calor (ZAC) que altera la microestructura del metal circundante. Cuando se sueldan materiales finos, como el aluminio 5052 de 1,2 mm o el acero inoxidable 304 de 1,0 mm, este calor intenso y localizado provoca una fuerte expansión y contracción térmica.
El resultado son alabeos, pandeos y, ocasionalmente, quemaduras, que requieren un costoso enderezamiento manual posterior. El remachado elimina este riesgo y mantiene la geometría y planitud precisas de las chapas finas.
💡 Consejo profesional: A menudo vemos archivos de diseño en los que los ingenieros especifican soldaduras completas en cajas de aluminio de 1,2 mm para evitar cabezas de tornillos visibles. En realidad, el trabajo manual necesario para eliminar la distorsión térmica puede aumentar fácilmente los costes unitarios en 30% comparación con un diseño remachado.
Compatibilidad de materiales y riesgo de corrosión
El remachado es la solución estándar para unir metales distintos, como un panel de aluminio 6061-T6 a un bastidor de acero al carbono. Sin embargo, esto introduce una trampa de ingeniería crítica: la corrosión galvánica.
Si se instala un remache de acero desnudo en una chapa de aluminio y se expone a un electrolito (como la humedad), los metales reaccionarán. Esto hace que la junta se corroa y falle rápidamente, dando lugar a costosas retiradas de productos y reclamaciones de garantía.
Para tener éxito, las uniones remachadas con metales distintos requieren un aislamiento adecuado, como revestimientos dieléctricos, cincado o arandelas no conductoras. La soldadura evita por completo los problemas galvánicos porque suele limitarse a unir aleaciones idénticas o altamente compatibles.
Requisitos visuales y de estanqueidad
Para aplicaciones que requieran cerramientos estancos al agua o al aire, como depósitos de fluidos o armarios eléctricos de exteriorLa soldadura completa y continua es obligatoria. La soldadura también permite una estética superior; el cordón de soldadura puede esmerilarse a ras y pulirse, volviéndose completamente invisible tras el recubrimiento en polvo.
El remachado no puede proporcionar un cierre hermético sin la adición de sellantes líquidos secundarios o juntas. Además, las cabezas de los remaches siempre sobresaldrán, rompiendo el plano visual de la superficie.
Reglas de diseño que afectan a la calidad de las juntas
La fiabilidad de una unión depende de su diseño. Las soldaduras o la colocación de remaches mal diseñados no sólo fallan sobre el terreno, sino que provocan atascos inmediatos en la fábrica. El diseño para la fabricación (DFM) implica conocer los límites físicos de las herramientas y los materiales utilizados.
Distancia entre agujeros y bordes de remaches
Colocar un remache demasiado cerca del borde de una pieza de chapa puede provocar un fallo catastrófico. La fuerza de apriete y la carga operativa pueden provocar el desgarro o la deformación del metal.
Una norma de fabricación estándar es mantener el centro del orificio del remache al menos a dos veces el diámetro del remache desde el borde. Del mismo modo, espaciar los remaches demasiado cerca entre sí elimina demasiado material base, debilitando gravemente la resistencia global al cizallamiento de la brida.
Anchura de brida y acceso a herramientas
Los ingenieros suelen diseñar esquinas estrechas en CAD, olvidando que un operario humano necesita espacio físico para insertar una pistola remachadora neumática.
Si la pestaña de doblado es demasiado estrecha (normalmente menos de 15 mm para remaches estándar), la boquilla de la pistola remachadora no puede asentarse a ras contra la chapa. El resultado son remaches en ángulo, uniones sueltas y superficies rayadas. Compruebe siempre el radio de holgura de las herramientas de remachado estándar y diseñe sus anchos de pestaña para adaptarse a ellos.
Longitud de soldadura y gestión del calor
Especificar una soldadura continua de longitud completa en una junta larga de chapa metálica rara vez es necesario para la integridad estructural y casi siempre da lugar a deformaciones graves.
En lugar de un único cordón continuo, los ingenieros avezados especifican soldadura de juntas. Por ejemplo, especificar una soldadura de 25 mm cada 75 mm proporciona una excelente resistencia al tiempo que permite disipar el calor. Esto reduce drásticamente la distorsión térmica en materiales como el acero laminado en frío (SPCC) de 1,5 mm.
Cambio de tolerancia después del montaje
La soldadura contrae intrínsecamente el metal a medida que el baño de soldadura se enfría y solidifica. Esta contracción térmica puede hacer que todo el conjunto quede fuera de tolerancia, especialmente en estructuras grandes o armarios de precisión.
El remachado fija las piezas en su sitio exactamente donde están alineados los orificios. Porque Perforado CNC o cortado con láser son increíblemente precisos, los trabajadores pueden utilizar los pasadores Cleco para unir grandes piezas de chapa metálica antes de remacharlas. De este modo, las piezas se "autofijan", lo que garantiza que el ensamblaje final se ajuste a las dimensiones CAD sin contracción inducida por el calor.
💡 Consejo profesional: Cuando diseñamos un bastidor soldado que requiere tolerancias estrictas para los componentes internos deslizantes, siempre tenemos en cuenta un margen de mecanizado de 1-2 mm. Primero soldamos el bastidor, dejamos que se asiente la distorsión y, a continuación, fresamos por CNC los puntos de montaje críticos hasta alcanzar la dimensión exacta final.
Coste, plazo y riesgo de producción
Los responsables de compras suelen centrarse en el coste bruto de un remache frente al coste del alambre de soldadura. Esto es una trampa. La verdadera diferencia económica radica en la mano de obra, la preparación de la superficie, la complejidad de las fijaciones y el riesgo de piezas desechadas.
Cualificación de la mano de obra y opciones de automatización
La soldadura manual requiere operarios altamente cualificados y certificados, lo que la convierte en uno de los centros de trabajo más caros de una fábrica de chapas metálicas.
El remachado es un proceso estandarizado y altamente repetible. Colocar un remache ciego neumático lleva de 3 a 5 segundos y puede ser realizado por operarios con una formación mínima. En cambio, una soldadura TIG de 25 mm en acero inoxidable puede llevar 45 segundos de arco, más la preparación y el postprocesado.
Del prototipo a la producción
En la fase de prototipado y bajo volumen, el remachado es el rey. Como las piezas se colocan por sí solas mediante orificios piloto y pasadores Cleco, no se necesitan fijaciones personalizadas. Los diseños pueden repetirse rápidamente a bajo coste.
Sin embargo, a medida que se escala a la producción en masa, la estrategia suele cambiar a la soldadura robótica por puntos o la soldadura MIG. Aunque esto requiere invertir miles de dólares en pesadas plantillas de soldadura mecanizadas a medida para evitar el alabeo térmico, la velocidad totalmente automatizada y la rigidez estructural acaban reduciendo los costes unitarios a gran escala.
Costes ocultos en la limpieza y el acabado de soldaduras
Rara vez se termina una soldadura cuando se apaga la antorcha. Si el producto requiere un acabado cosmético liso, los operarios deben esmerilar manualmente la soldadura, lijar la zona y limpiar químicamente el tinte térmico.
Rectificar y pasivar una soldadura TIG en una caja de acero inoxidable 304 suele llevar de 2 a 3 minutos por unión, mucho más tiempo que la propia soldadura. En un chasis con 50 puntos de conexión, este trabajo manual supone un enorme coste. El remachado no requiere ningún procesamiento posterior. Una vez extraído el remache, la pieza está lista para la siguiente fase.
Secuencia de tratamiento de superficies
La secuencia de fabricación dicta el método de unión. La soldadura debe realizarse sobre metal desnudo; no se puede soldar sobre revestimientos en polvo o chapados gruesos sin generar humos tóxicos y soldaduras porosas y débiles.
El remachado puede realizarse después de que el metal haya recibido un tratamiento superficial completo. Esto supone una gran ventaja cuando se trabaja con chapas pregalvanizadas o paneles prepintados, ya que conserva íntegro el revestimiento anticorrosión aplicado en fábrica.
Riesgo de reparación y tolerancia de montaje
Los errores ocurren en la cadena de montaje. Si un componente soldado está desalineado, para corregirlo hay que cortarlo, rectificarlo y volver a empezar, y a menudo desechar la pieza por completo.
Los remaches ofrecen una red de seguridad de bajo riesgo. Un panel remachado desalineado puede tener sus remaches taladrados en cuestión de segundos. Las piezas se separan limpiamente, se recolocan y se vuelven a remachar sin dañar el metal base.
Cuadro 2: Desglose de costes y riesgos de producción
| Factor de producción | Impacto de la soldadura | Impacto fascinante |
| Nivel de destreza del operador | Alta (Requiere soldadores certificados) | Baja (facilidad de formación, herramientas estandarizadas) |
| Coste inicial de la instalación | Alta (necesita plantillas de sujeción rígidas y personalizadas) | Baja (Autolocalización mediante Clecos/agujeros piloto) |
| Trabajo de postprocesado | Alta (esmerilado, lijado, limpieza con ácido) | Cero (Listo para su uso inmediato o envío) |
| Materiales precubiertos | No se puede utilizar (Destruye el revestimiento, humos tóxicos) | Excelente (mantiene la integridad del revestimiento de fábrica) |
| Coste del reprocesado | Muy alto (requiere corte destructivo) | Muy bajo (basta con taladrar el remache) |
| Mejor ajuste de volumen | Producción en serie (justifica la automatización de la fijación) | Prototipos a gran escala (flexible y escalable) |
Dónde encaja cada método en montajes reales de chapa metálica?
En la fábrica, la aplicación dicta el proceso. A continuación se explica cómo los ingenieros de fabricación aplican la soldadura y el remachado en categorías de productos industriales estándar.
Armarios eléctricos y armarios de control
Si la carcasa requiere un sellado ambiental estricto, como una clasificación IP67 o NEMA 4X para entornos exteriores o de lavado, la soldadura continua no es negociable.
Un armario de control fabricado en acero inoxidable 316L de 1,5 mm debe estar totalmente soldado con TIG en las costuras, esmerilado a ras y pasivado. Intentar remachar un armario con clasificación IP requiere selladores de silicona secundarios o juntas pesadas. Éstas se degradan con la exposición a los rayos UV y los ciclos térmicos, lo que en última instancia provoca la entrada catastrófica de agua y cortocircuitos.
Armarios de telecomunicaciones y conjuntos precintados
Los armarios de telecomunicaciones 5G y las unidades exteriores de climatización suelen ser de chapa pregalvanizada para evitar la oxidación.
Si se suelda acero galvanizado, el arco de 3000°C vaporiza instantáneamente la capa protectora de zinc, liberando humos tóxicos y dejando la zona afectada por el calor completamente desprotegida. A menos que toda la estructura soldada se envíe para un costoso galvanizado en caliente posterior a la fabricación, esa costura soldada se oxidará en 6 meses en un entorno costero. El remachado deja intacta la capa de zinc 100%, por lo que es el proceso obligatorio para los materiales con revestimiento previo.
Soportes estructurales pesados y volumen de envío
Cuando se construyen bastidores portantes de acero al carbono Q235 de 3 mm a 6 mm, la soldadura MIG proporciona la resistencia al cizallamiento necesaria para soportar cargas estáticas masivas. Sin embargo, para las cadenas de suministro transfronterizas, un bastidor grande 100% totalmente soldado significa que está pagando el envío aéreo vacío.
Los equipos de compras inteligentes utilizan una estrategia modular. Sueldan en TIG o MIG los subconjuntos críticos y sometidos a grandes esfuerzos en la fábrica, pero diseñan el bastidor exterior principal para el montaje utilizando remaches o pernos estructurales de alta resistencia. Este enfoque híbrido mantiene la integridad estructural del acero Q235 al tiempo que reduce el volumen de transporte marítimo en más de 40%.
Componentes de embutición profunda y tensiones residuales
En la estampación metálica por embutición profunda, la chapa sufre una deformación plástica extrema. Esto deja enormes tensiones residuales internas en las paredes de la pieza embutida.
Si se aplica un calor intenso de soldadura para fijar un soporte interno a una carcasa embutida, esa tensión se libera rápidamente. Es probable que la carcasa se agriete, se deforme o se salga completamente de la tolerancia dimensional. Para las zonas muy conformadas de las piezas embutidas, los procesos de conformación en frío, como el remachado ciego, siguen siendo la opción de ingeniería más segura para fijar componentes secundarios sin comprometer la geometría primaria.
Cuando la soldadura y el remachado funcionan mejor juntos?
El error más común que cometen los ingenieros noveles es tratar la soldadura y el remachado como una opción binaria estricta. En el diseño de hardware de primera clase, los mejores ensamblajes utilizan una estrategia de unión mixta.
El enfoque del "exoesqueleto
Una estrategia clásica de DFM para maquinaria industrial es la construcción del "Exoesqueleto".
Los ingenieros diseñan un pesado bastidor estructural interno con tubos de acero soldados de 2 mm para garantizar una rigidez y una amortiguación de las vibraciones absolutas. Sin embargo, los revestimientos estéticos exteriores -a menudo de aluminio anodizado ligero de 1,2 mm- se fijan a este marco soldado mediante remaches ciegos estructurales o insertos roscados. Esto proporciona un núcleo resistente con paneles estéticos perfectamente planos y sin distorsiones.
Costuras soldadas con paneles de servicio desmontables
Las juntas permanentes son una pesadilla para el mantenimiento sobre el terreno. Si falla una bomba de fluido dentro de un depósito totalmente soldado, los técnicos de campo no pueden llevar una amoladora angular y un soldador TIG a las instalaciones del cliente para abrir y volver a sellar la carcasa.
Los conjuntos inteligentes utilizan soldaduras continuas para el cuerpo de contención primario a fin de garantizar la estanqueidad, pero emplean bridas remachadas o atornilladas de alta resistencia para los paneles de acceso. Si falla un componente, un técnico puede taladrar los remaches en 10 segundos, sustituir la pieza e instalar remaches nuevos con una herramienta manual $50, lo que elimina prácticamente el tiempo de inactividad de la fábrica.
💡 Consejo profesional: Cuando diseñe una envolvente exterior de montaje mixto, tenga cuidado con la corrosión galvánica entre el bastidor soldado y los paneles remachados. Si va a remachar pieles de aluminio a un bastidor soldado de acero al carbono, especifique siempre remaches chapados en cinc-níquel o utilice arandelas de aislamiento de nailon. Hemos visto fallar armarios eléctricos de $10.000 simplemente porque un remache de acero desnudo de $0,05 reaccionó con una puerta de aluminio.
Conclusión
La soldadura y el remachado no son métodos competidores. Resuelven diferentes problemas de unión en la fabricación de chapas metálicas. La soldadura suele ser mejor para estructuras fuertes, costuras selladas y superficies exteriores limpias. El remachado suele ser mejor para chapas finas, materiales mixtos, piezas recubiertas y ensamblajes que pueden necesitar reparación o sustitución.
Antes de elegir entre soldadura y remachado, confirme el material, el grosor, los requisitos de carga, el acabado superficial, la tolerancia y la cantidad de producción. Si no está seguro de qué método se adapta mejor a su montaje de chapa, envíenos su dibujo. Nuestro equipo de ingenieros puede revisar el diseño de la junta y sugerir una ruta de fabricación práctica.


